Изобретение относится к станкостроению, а более конкретно к устройствам для поддержки нежестких деталей при обработке на токарных станках.
Цель изобретения - расширение технологических возможностей путем обеспечения жесткой фиксации длинных деталей.
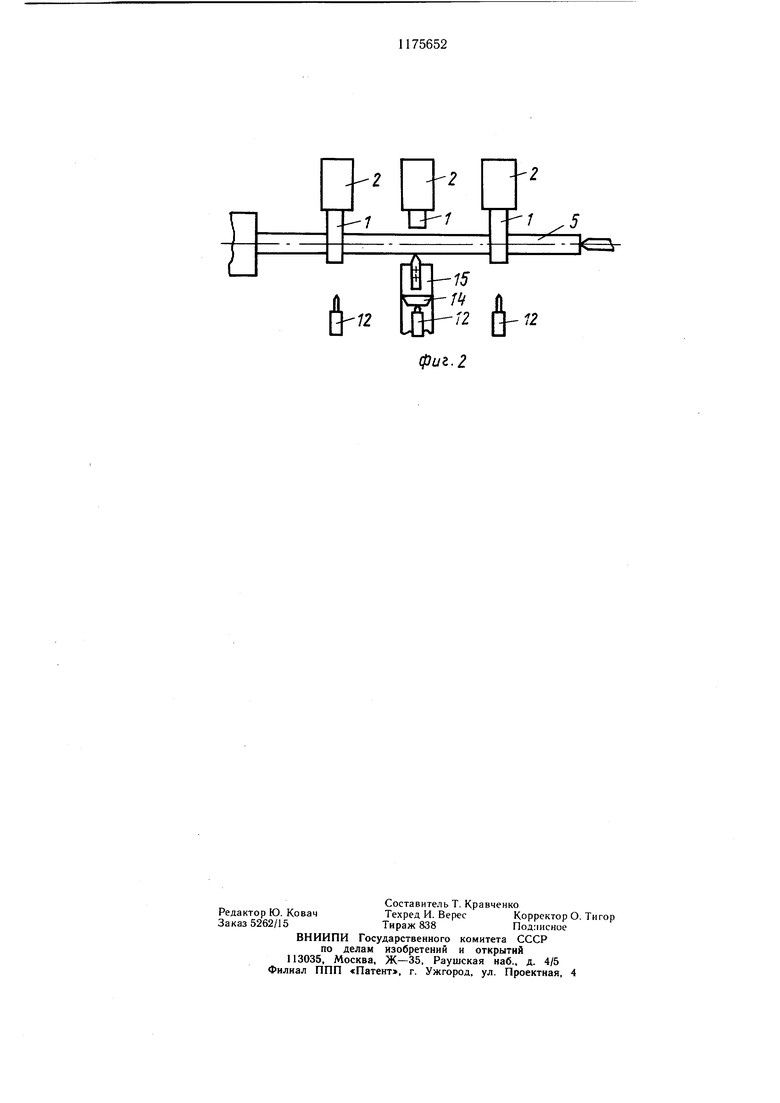
На фиг. 1 показана принципиальная схема люнета; на фиг. 2 - схема расположения люнетов на станке.
Гидравлический люнет содержит ползун 1, размещенный подвижно в корпусе 2. Корпус 2 жестко закреплен на .станине станка (не показан). Ползун 1 жестко соединен со штоком автономного гидроцилиндра 3 привода, корпус которого жестко установлен на корпусе 2 люнета. В ползуне 1 расположены плунжерные пары 4, штоки которых взаимодействуют с обрабатываемой деталью 5 и подпружинены, а рабочие полости соединены с плунжерными парами 6, взаимодействующими с клиновым механизмом 7. Клиновой механизм 7 снабжен гидроцилиндром 8 привода, порщень которого подпружинен. Полость гидроцилиндра 8 соединена с магистралью нагнетания через датчик 9 давления в магистралях соединения плунжерных пар 4 и 6, датчик 10 положения ползуна 1 и канал 11 управляющего золотника 12, который подпружинен и снабжен гидроцилиндром 13 управления. Управляющий золотник 12 установлен на станине станка и взаимодействует с кулачком 14, расположенным на суппорте 15 продольной подачи резца, Бесштоковая полость гидроцилиндра 8 соединена с магистралью слива через канал 16 управляющего золотника 12. Бесштоковая полость гидроцилиндра 3 соединена через дополнительный золотник 17, взаимодействующий с клиновым механизмом 7, с управляющим золотником 12, через его канал 18 - с магистралью нагнетания, а через канал 19 - с магистралью слива. На станке устанавливается несколько люнетов в зависимости от длины и диаметра обрабатываемой детали 5.
Гидравлический люнет работает следующим образом.
Под действием поршня гидроцилиндра 8 клиновой механизм 7 смещен влево, штоки плунжерных пар 6 подняты, штоки плунжерных пар 4 выдвинуты и фиксируют обрабатываемую деталь 5 (фиг. 1). Суппорт
15 продольной подачи перемещает резец. При подходе к люнету кулачок 14 опускает управляющий золотник 12, открывается канал 16 и жидкость из полости гидроцилиндра 8 сливается. Под действием пружины клиновой механизм 7 смещается вправо. Плунжеры 6 опускаются и отводят щтоки плунжеров 4 от обрабатываемой детали 5. Как только клиновой механизм 7 займет крайнее правое положение, золотник 17 соединит полость гидроцилиндра 3 с магистралью слива через канал 19 управляющего золотника 12. Ползун 1 будет отведен от обрабатываемой детали 5 и суппорт 15 с обрабатывающим инструментом свободно пройдет. После обработки участка суппорт 15 пройдет вправо. Кулачок 14 освободит управляющий золотник 12, который поднимется и соединит полость гидроцилиндра 3 с магистралью нагнетания через канал 18, а через канал 11 рабочая жидкость будет подана под давлением к датчику 10 положения выдвижной части. Порщень гидроцилиндра 3 переведет ползун 1 в рабочее положение. Как только ползун займет рабочее положение, канал датчика 10 соединит полость гидроцилиндра 8
с магистралью нагнетания. Поршень гидроцилиндра 8 начнет перемещать клиновой механизм 7 влево. Штоки плунжеров 4 начнут выдвигаться. При контакте с поверхностью детали 5 штоки остановятся и начнет повыщаться давление в магистралях связи полостей плунжеров 4 и 6, при достижении определенного давления золотник датчика 9 перекроет канал подачи рабочей жидкости в гидроцилиндр 8. Положение плунжеров 4 будет зафиксировано, а значит и положение обрабатываемой детали 5, что обеспечивает автоматическую фиксацию детали 5 независимо от ее диаметра. Таким образом люнет обеспечивает фиксацию детали до и после обработки. При движении влево клиновой механизм 7 опустит
0 золотник 17, который перекроет канал, соединяющий полость гидроцилиндра 3 с управляющим золотником 12, что обеспечивает отвод ползуна 1 от обрабатываемой детали только после отвода от нее штоков плунжерных пар 4. При установке и съеме детали рабочая жидкость подается в гидроцилиндры 13 всех люнетов, их управляющие золотники опустятся и ползуны 1 отойдут от обработанной детали.
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический люнет | 1983 |
|
SU1143566A1 |
| Подвижный гидравлический люнет | 1980 |
|
SU884942A1 |
| ГИДРОЦИЛИНДР ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2022732C1 |
| Устройство для управления обрабатывающим инструментом | 1984 |
|
SU1351744A1 |
| Подвижный гидравлический люнет | 1984 |
|
SU1212750A1 |
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| Гидрокопировальный суппорт | 1980 |
|
SU904997A1 |
| Токарный вертикальный многошпиндельный станок | 1985 |
|
SU1296304A1 |
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Устройство для установки кулачковых валов на копировальных станках | 1982 |
|
SU1061969A1 |
ГИДРАВЛИЧЕСКИЙ ЛЮНЕТ к токарному станку, в корпусе которого размещены плунжерные пары с опорными элементами, связанные гидравлическими магистралями с клиновым механизмом, золотником и копиром, отличающийся тем, что, с целью расширения технологических возможностей путем повышения жесткости системы СПИД, он снабжен расположенными в корпусе ползуном, в котором установлены плунжерные пары, и автономным гидроцилиндром его привода с магистралями нагнетания и слива, при этом магистрали слива содержат дополнительный золотник, предназначенный для взаимодействия с клиновым механизмом, а магистрали нагнетания - датчик положения, предназначенный для взаимодействия с корпусом люнета, и датчик давления, связанный с магистралью одной из плунжерных пар. (Л ел о сд INS
| Гидравлический люнет | 1983 |
|
SU1143566A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
