ную нагрузку от сил резания и частично от .гкдроцнлиндров 2 и 4.
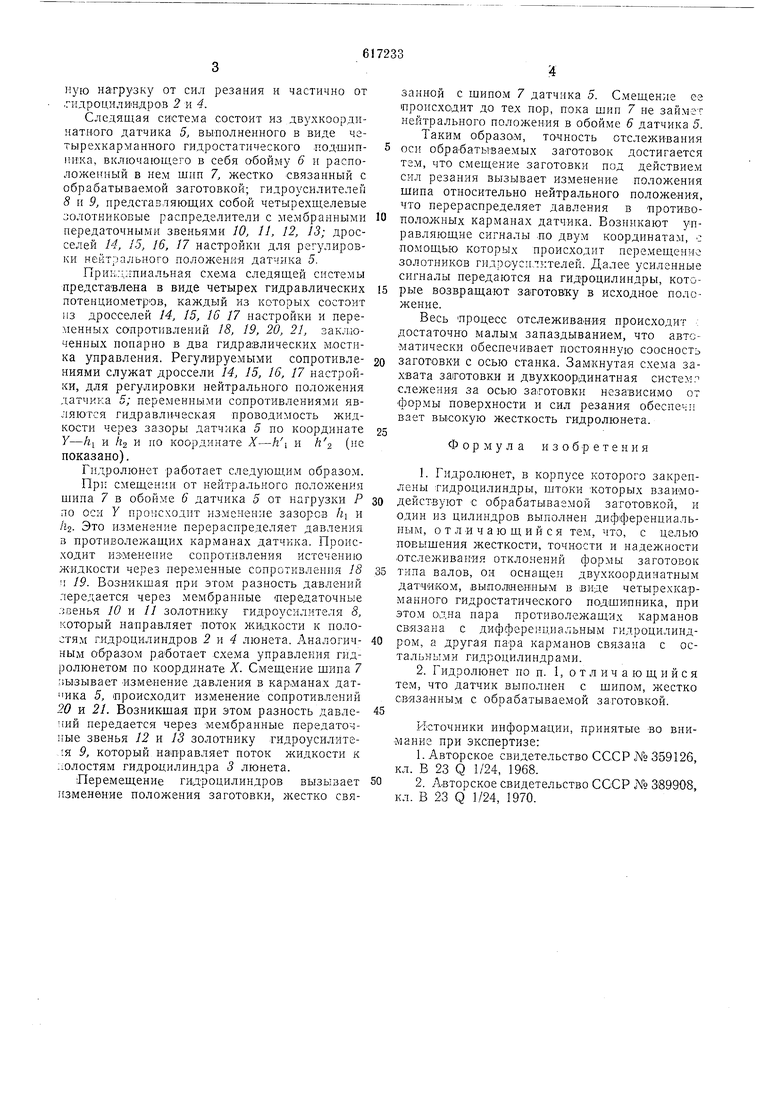
Следящая система состоит из двухкоордпнатного датчика 5, выполненного в виде четырехкарманного гидростатического лодшипнижа, включающего в себя обойму 6 н расположенный в нем шип 7, жестко связанный с обрабатываемой заготовкой; гидроусилителей 8 и 9, представляющих собой четырехщелевые золотниковые распределители с мембранными передаточными звеньями 10, 11, 12, 13; дросселей 14, 15, 16, 17 настройки для регулировки нейтрального положеикЯ датчика 5.
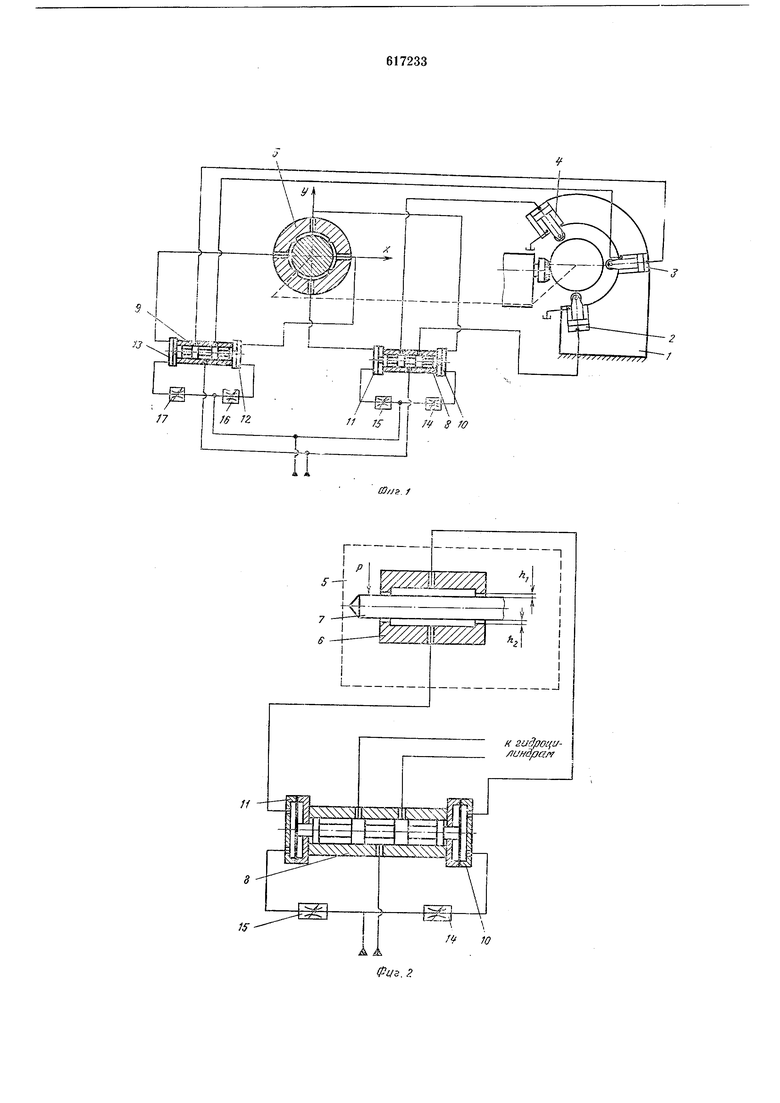
Принл.лниальная схема следящей системы представлена в виде четырех гидравлических потенциометрюв, каждый из которых состоит из дросселей 14, 15, 16 17 настройки и переменных сопротивлений 18, 19, 20, 21, заключенных попарно в два гидравлических мостика управления. Регулируемыми сопротивлениями служат дроссели 14, 15, 16, 17 настройки, для регулировки нейтрального положения датчика 5; переменными сопротивлениями являются гидравлическая проводимость жидкости через зазоры датчика 5 по координате У-А и /Z2 и по координате X-hl и h-2 (не показано).
Гпдролюнет работает следующим образом.
При смещении от нейтрального положения щипа 7 в обойме 6 датчика 5 от нагрузки Р по оси У происходит изменение зазоров hi и Ii2. Это изменение перераспределяет давления в противолежащих карманах датчика. Происходит иЗМенение сопротивления истечению жидкости через переменные соиротквленпя 18 1 19. Возникщая при этом разность давлений передается через мембранные передаточные звенья 10 и /) золотнику гидроусилителя 8, который направляет поток жидкости к иолостям гидроцилиндров 2 и 4 люнета. Аналогичным образом работает схема управления гидролюнетом ио координате X. Смещение щипа 7 вызывает изменение давления в кар,манах 5, происходит изменение сопротивлений 20 и 21. Возникшая при этом разность давлеиий передается через мембранные передаточ 1ые звенья 12 и 13 золотнику гидроусилителя Я который направляет поток жидкости к лолостям гидрОЦилиндра 3 люнета.
Перемещение гид-роцилиндров вызывает изменение положения заготовки, л естко связанной с шипом 7 датчика 5. Смещение ее происходит до тех пор, пока щип 7 не займет нейтрального положения в обойме 6 датчика 5.
Таким образом, точность отслеживания оси обрабатьгааемых заготовок достигается тем, что смещение заготовки иод действием сил резания вызывает изменение положения шипа относительно нейтрального положения, что перераспределяет давления в противоположных карманах датчика. Возникают управляющие сигналы по двум координатам, с помощью которых происходит перемещение золотников гидроусилителей. Далее усиленные сигналы передаются на гидроцилиндры, которые возвращают заготовку в исходное положение.
Весь процесс отслеживаиия происходит : достаточно малым запаздыванием, что автоматически обеспечивает постоянную соосность заготовки с осью станка. Замкнутая схема захвата заготовки и двухкоординатная система слежения за осью за.готовки независимо от формы поверхности и сил резания обеспеч.ч вает высокую жесткость гидролюнета.
Формула изобретения
1.Гидролюнет, в корпусе которого закреплены гидродилиндры, штоки Которых взаимодействуют с обрабатываемой заготовкой, и один пз цилиндров выполнен дифференциальным, отличающийся тем, что, с целью повыщения жесткости, точности п надежности отслеживан-ия отклонений формы заготовок типа валов, он оснащен двухкоординатным датчиком, выполмеиным в виде четырехкарманного гидростатического подшипника, при этом 0|Дна пара противолежащих карманов связана с дифференциальным гидроцилиндром, а другая пара карманов связана с остальными гидроцилиндрами.
2.Гидролюнет по п. 1, отличающийся тем, что датчик выполнен с щипом, жестко связа«ным с обрабатываемой заготовкой.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 359126, кл. В 23 Q 1/24, 1968.
2.Авторское свидетельство СССР N° 389908, кл. В 23 Q 1/24, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Двухкоординатное гидравлическое устройство к копировально-фрезерным станкам | 1960 |
|
SU139539A1 |
| ГИДРАВЛИЧЕСКАЯ СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ ПРИ ПРОКАТКЕ | 1972 |
|
SU425685A1 |
| ГИДРОЛЮНЕТ | 1973 |
|
SU389908A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВОД | 2006 |
|
RU2311567C1 |
| ДВУХКООРДИНАТНАЯ ГИДРАВЛИЧЕСКАЯ СЛЕДЯЩАЯ СИСТЕМА ДЛЯ АВТОМАТИЧЕСКОГО КОПИРОВАНИЯ ЗАМКНУТЫХ КОНТУРОВ ПРОИЗВОЛЬНОЙ ФОРМЫ | 1954 |
|
SU101868A1 |
| Стенд для диагностики рулевых приводов транспортных средств | 1989 |
|
SU1651133A1 |
| СИСТЕМА УПРАВЛЕНИЯ ТУРБОАГРЕГАТОМ | 1979 |
|
SU826778A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ПРИВОД ДРОССЕЛЬНОГО | 1972 |
|
SU335453A1 |
| Устройство для адаптивнойпОдНАСТРОйКи СиСТЕМы Спид | 1979 |
|
SU831508A1 |
15
