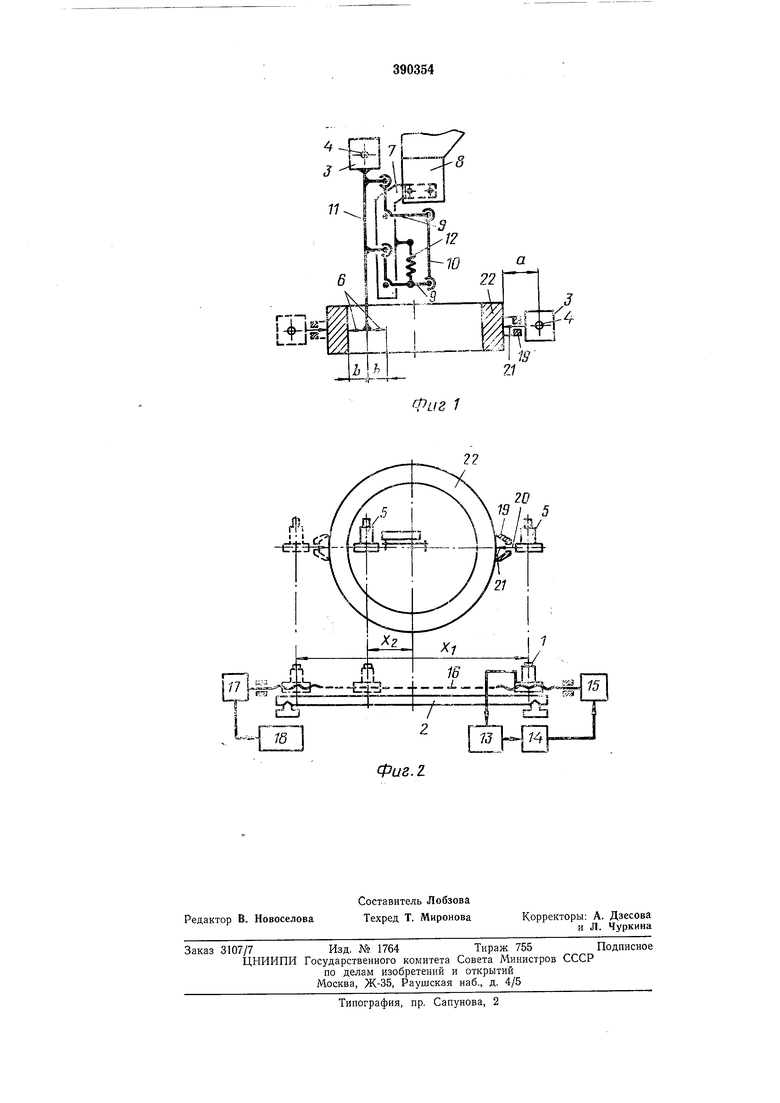
Изобретение относится к области контрольно-измерительной техники и может быть использовано при автоматическом контроле размеров крупногабаритных изделий на машиностроительных предприятиях. Известно устройство для измерения наружного диаметра крупногабаритных изделий при токарной обработке, содержащее оптическую измерительную головку, параллельные направляющие, по которым перемещается головка, и датчик ее перемещения. Известное устройство использует световое излучение от источника, которое перекрывается краем наружной поверхности изделия. По величине перекрытия производится слежение за лучом и измерение диаметра. Однако известное устройство не используют для измерения внутренних диаметров изделий. С целью осуществления возможности измерения внутреннего диаметра изделия и повыщения точности измерения предлагаемое устройство снабжено темным экраном со светящейся меткой, измерительным щупом и рычажной системой, связывающей экран со щупом и приводящей на время измерения в соприкосновение щуп с поверхностью изделия, и автоматической системой, следящей за положением метки. На фиг. 1 и фиг. 2 схематично показано предлагаемое устройство в двух проекциях. Устройство содержит оптическую измерительную головку, включающую объектив /, направляющие 2, темный экран 3 со светящейся меткой 4, электроосветитель 5, освещающий метку и расположенный с тыльной стороны экрана, измерительный щуп 6, рычажную систему, состоящую из кронщтейна 7, закрепленного в резцедержателе 8 второго суппорта станка, двух прямоугольных рычагов 9, связанных тягой 10 и удерживающих планку 11, с. одной стороны которой закреплен экран, а с другой - щуп; пружину 12, прижимающую щуп к поверхности изделия; автоматическую систему, следящую за положением метки и состоящую из усилителя 13 фототока, фазодискриминатора 14 с усилителем, реверсивного двигателя 15 и механизма 16 перемещения (например, ходового винта с гайкой); датчик 17 перемещения головки; реверсивный счетчик 18 для измерения наружных диаметров; экран снабжен установочной призмой 19 со штоком 20 и измерительным наконечником 21. Устройство работает следующим образом. Рабочий процесс делится на два цикла - базирование и измерение. В цикле базирования производят первоначальное определение центра изделия 22 по
частично обработанной поверхности, а в цикле измерения, повторяющегося затем многократно, определяют радиус изделия от найденной базы.
Для повышения точности измерения производят измерение диаметра по первому циклу.
В первом цикле устройство, предназначенное, например, для измерения диаметров наружных поверхностей и снабженное установочной призмой 19, выставляется поочередно на две диаметрально противополол ные точки изделия 22. При этом измерительная головка автоматически перемещается по направляющим 2 двигателем 15 следящей системы так, что ее ось приводится в центр светящейся метки 4. Величина перемещения головки считывается датчиком 17 и регистрируется реверсивным электронным счетчиком 18. Нормальное положение устройства относительно оси головки определяется по экстремальным показаниям счетчика 18. Внещний диаметр изделия в этом случае определяют так:
D - JC, - 2а ,
где х-1 - показания счетчика 18 (мм); а-база.
Центр изделия определяют по формуле Xi : 2 и принимают начало отсчета. Для этого головку перемещают с помощью органов внешнего управления в центральное положение, и в эту точку подают импульс на сброс показаний счетчика 18 на нуль. Кроме того, это положение быть зафиксировано установкой упора на направляющих 2.
Для измерения радиуса внутренней поверхности экран 3 с меткой 4, закрепленный в резцедержателе 8 второго суппорта станка, приводят в соприкосновение с контролируемой поверхностью изделия 22. При этом головку перемещают на уровень центра световой метки 4, затем следящая система отрабатывает перемещение до совпадения ее оси с центром метки 4. Внутренний радиус изделия определяют как сумму показаний счетчиков и базового размера Ь.
С целью упрощения процесса измерений в реверсивном электронном счетчике 18 предусмотрен сброс показаний в центре изделия не на нуль, а на величину базового размера, а при подсчете импульсов, поступающих от датчика перемещения 17, вводится множитель. В этом случае на табло счетчика 18 выдается число действительной величины диаметра изделия.
Для измерения отклонений геометрической формы изделия от идеальной окружности дополнительный множитель выключается, после чего счетчик выдает значение радиуса, которое снимается в функции от угла поворота план-щайбы станка.
Предмет изобретения
Устройство для измерения наружного диаметра крупногабаритного изделия при токарной обработке, содержащее оптическую измерительную головку, параллельные направляющие, по которым перемещается головка, и датчик ее перемещения, отличающееся тем, что, с целью обеспечения возможности измерения внутреннего диаметра изделия и повышения точности измерения, оно снабжено темным экраном со светящейся меткой, измерительным щупом и рычажной системой, связывающей экран со щупом и приводящей щуп в соприкосновение с поверхностью изделия на время измерения и автоматической системой, следящей за положением метки.
21
Фиг 1

| название | год | авторы | номер документа |
|---|---|---|---|
| УЧЕБНЫЙ ПРИБОР ПО ОПТИКЕ | 1995 |
|
RU2077073C1 |
| Токарный станок | 1985 |
|
SU1240501A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ БАЛЛОНОВ ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1972 |
|
SU332520A1 |
| КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНАЯ СИСТЕМА | 2003 |
|
RU2247318C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ФОРМЫ ПОВЕРХНОСТИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2179705C2 |
| Способ поверки стрелочных измерительных приборов с круговой шкалой и устройство для его осуществления | 1986 |
|
SU1515051A1 |
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ В ПРОСТРАНСТВЕ ЭЛЕМЕНТОВ СБОРНЫХ КОНСТРУКЦИЙ | 2020 |
|
RU2759013C1 |
| Устройство для размерной настройки металлорежущего станка с устройством числового программного управления (чпу) | 1983 |
|
SU1303372A1 |
| Устройство для изготовления шаблона криволинейной детали | 1977 |
|
SU659132A1 |
- Ek-b -4- -
и
18
fe
ЕЯ
f%J
S±3
74
Фиг.1
