113033722
Изобретение относится к машино- мающего элемента, в первой головке строению и предназначено для размер- больше, чем во второй. Первая головка ной настройки металлорежущих станков установлена неподвижно в рабочей с ЧПУ. зоне станка. Вторая головка 2 устаЦель изобретения - повышение точ- новлена в резцедержателе 11, переме- ности размерной настройки за счет ис- щаемом по координате X при помощи приключения погрешности установки изме- вода 12, управляемого блоком 13 уп- рителя относительно базы станка. равления приводом подачи устройства
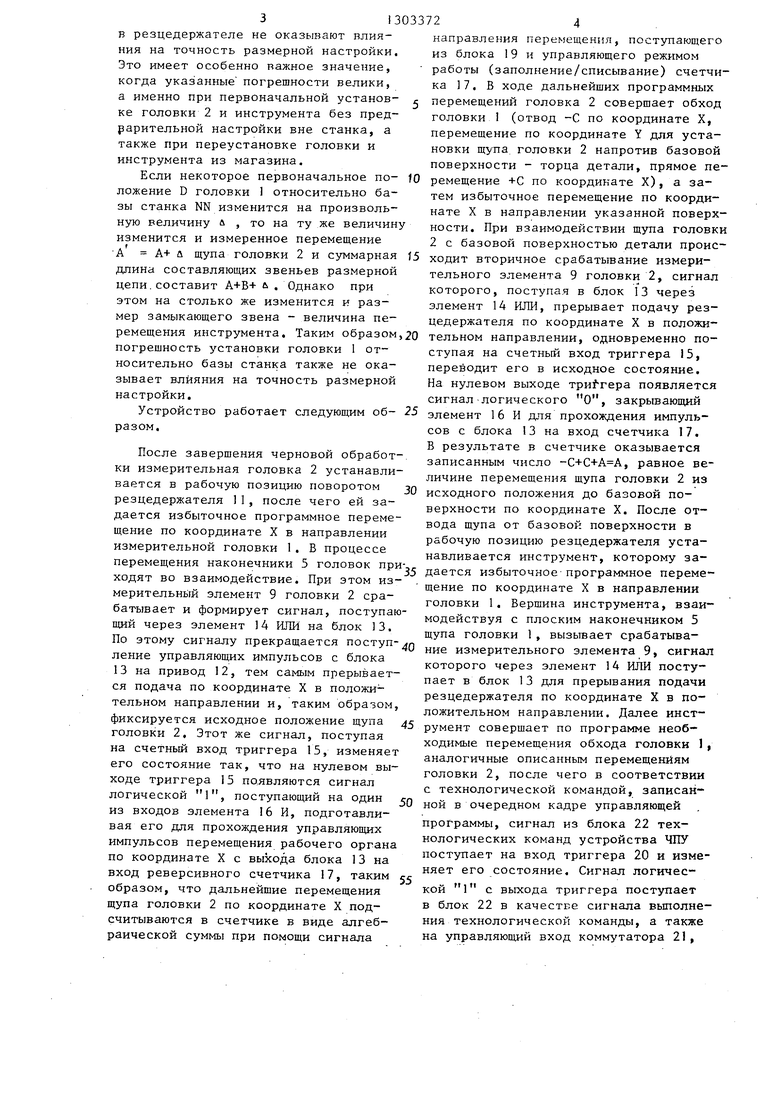
На фиг,1 изображено устройство для ЧПУ. Выходы измерительных элементов размерной настройки станка с ЧПУ; на 10 головок подключены через логический фиг,2 - конструкция измерительной го- элемент 14 1-ШИ на вход блока 13, пре- ловки.рывающего подачу в положительном
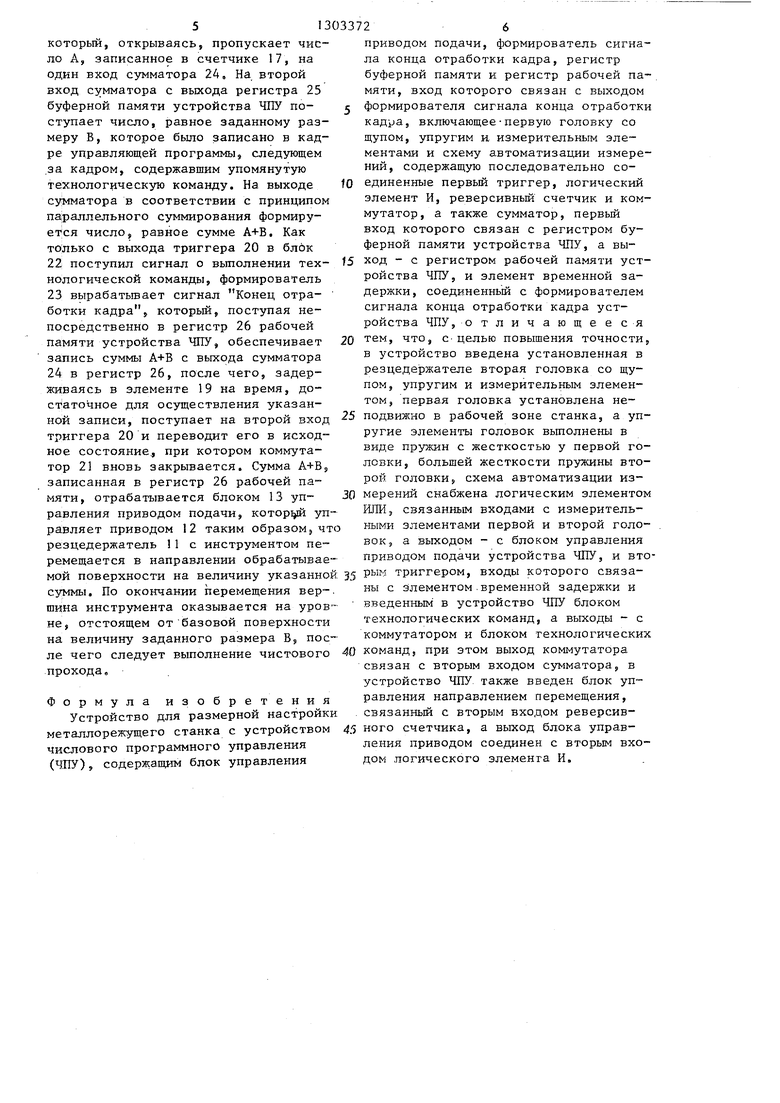
Устройство размерной настройки со- (Фиг.1) направлении при появлении на держит первую 1 и вторую 2 измеритель- его входе сигнала логической 1. Вы- feie головки, каждая из которых содер- 5 ход измерительного элемента второй жит корпус 3, воспринимающий элемент головки подключен также к счетному (щуп), представляющий собой шток 4 с входу первого тригг ера 15, единичный наконечником 5 и жестко закрепленны- выход которого подключен на вход ломи на штоке ограничителем 6 исходного гического элемента 16 И, на второй положения и рычагом 7, упругий эле- 20 вход которого подключен выход блока мент 8, представляющий собой сжатую 13, а выход которого подключен на ин- цилиндрическую пружину, и измеритель- формационный вход реверсивного счетный элемент 9 с наконечником 10. Шток чика 17. К управляющему входу счетчи- 4 способен перемещаться в осевом на- ка 17 подключе выход блока 18 управ- правлений в направляющих скольжения, - ления направлением перемещения по ко- размещенных в стенках корпуса 3. При. ординате X устройства ЧПУ. Элемент отсутствии внешнего воздействия на на- 19 временной задержки связан с входом колечник 5 воспринимающий элемент на- второго триггера 20, Выход счетчика ходится в исходном положении, в кото- 17 соединен с информационным входом ром упругий элемент 8 прижимает огра- -30 коммутатора 21, управляющий вход ко- ничитель 6 к стенке корпуса 3. При торого соединен с выходом второго этом рычаг 7 удерживает наконечник 10 триггера 20. На входы триггера 20 измерительного элемента 9 в смещен- подключены выход блока 22 технологи- ном состоянии, при котором контакты ческих команд устройства ЧПУ и через элемента (не показаны) будут разомкну-rj элемент 19 временной задержки выход ты. При появлении внешнего воздействия формирователя 23 сигнала Конец от- на наконечник 5, достаточного для пре- работки кадра устройства ЧПУ. Выход одоления действия упругого элемента триггера 20 соединен также с контроль- IB на воспринимающий, шток 4 врспри- ным входом блока 22. Выход коммутато- иимающего элемента отклоняется от 40 ра 21. соединен с входом сумматора 24, своего исходного положения относитель- на второй вход которого подключен вы- но корпуса 3, рьшаг 7 освобождает на- ход регис1;ра 25 буферной памяти уст- . конечник 10 измерительного элемента 9, ройства ЧПУ. Выход сумматора 24 со- коитакты которого замыкаются. При этом единен с входом регистра 26 рабочей формируется информационный сигнал, 45 памяти устройства ЧШ , на управляющий используемый в процессе размерной на- вход которого подключен выход блока стройки. 23.
Щуп первой головки в процессе раз- Вылеты I щупа головки 2 и Е, ин- мерной настройки взаимодействует как Q струмента не входят )3 размерную цепь, с инструментом, так и со щупом второй составляющими звеньями которой явля- головки. В последнем случае необходи- ются измеренное перемещение А щупа МО исключить обоюдное срабатывание из- головки 2 из исходного положения до мерительных элементов первой и второй взаимодействия с базовой поверхностью головки, которое приведет к сбою в 55 заданный размер В, а замыкающим зве- работе устройства размерной настрой- ном перемещение инструмента в на- ки. Для этого сила, с которой упругий правлении обрабатываемой поверхности, элемент 8 воздействует на ограничи- равное А+В. Таким образом, погрешнос- тель 6 исходного положения восприни- ти установки головки 2 и инструмента
31
в резцедержателе не оказывают влияния на точность размерной настройки Это имеет особенно важное значение, когда указанные погрешности велики, а именно при первоначальной установке головки 2 и инструмента без пред- рарительной настройки вне станка, а также при переустановке головки и инструмента из магазина.
Если некоторое первоначальное положение D головки 1 относительно базы станка NN изменится на произвольную величину а , то на ту же величин
изменится и измеренное перемещение А А+ а щупа головки 2 и суммарная длина составляющих звеньев размерной цепи.составит А+В+ ь , Однако при этом на столько же изменится и размер замыкающего звена - величина перемещения инструмента. Таким образом,20 тельном направлении, одновременно попогрешность установки головки 1 относительно базы станка также не оказывает влияния на точность размерной настройки.
ступая на счетный вход триггера 15, переводит его в исходное состояние. На нулевом выходе триггера появляется сигнал логического О, закрывающий
Устройство работает следующим об- 25 элемент 16 И для прохождения импульразом,
После завершения черновой обработки измерительная головка 2 устанавливается в рабочую позицию поворотом JQ резцедержателя 11, после чего ей задается избыточное программное перемещение по координате X в направлении измерительной головки 1. В процессе перемещения наконечники 5 головок приходят во взаимодействие. При этом измерительный элемент 9 головки 2 срабатывает и формирует сигнал, поступающий через элемент 14 ИЛИ на блок 13. По этому сигналу прекращается поступ- п ление управляющих импульсов с блока 13 на привод 12, тем самым прерывается подача по координате X в положительном направлении и, таким образом.
сов с блока 13 на вход счетчика 17. В результате в счетчике оказывается записанным число -С+С+А А, равное ве личине перемещения щупа головки 2 из исходного положения до базовой поверхности по координате X. После отвода щупа от базовой поверхности в рабочую позицию резцедержателя устанавливается инструмент, которому за- 35 дается избыточное-программное переме щение по координате X в направлении головки 1. Вершина инструмента, взаимодействуя с плоским наконечником 5 щупа головки 1, вызывает срабатывание измерительного элемента 9, сигнал которого через элемент 14 ИЛИ поступает в блок 13 для прерывания подачи резцедержателя по координате X в положительном направлении. Далее инст- фиксируется исходное положение щупа 5
головки 2. Этот же сигнал, поступая на счетный вход триггера 15, изменяет
румент совершает по программе необходимые перемещения обхода головки 1 аналогичные описанным перемещениям головки 2, после чего в соответствии с технологической командой, записанной в очередном кадре управляющей программы, сигнал из блока 22 технологических команд устройства ЧПУ поступает на вход триггера 20 и изменяет его состояние. Сигнал логической 1 с выхода триггера поступает в блок 22 в качестве сигнала вьшолне- ния технологической команды, а также на управляющий вход коммутатора 21,
его состояние так, что на нулевом выходе триггера 15 появляются сигнал логической 1, поступающий на один из входов элемента 16 И, подготавливая его для прохождения управляющих импульсов перемещения рабочего органа по координате X с выхода блока 13 на вход реверсивного счетчика 17, таким образом, что дальнейшие перемещения щупа головки 2 по координате X подсчитываются в счетчике в виде алгебраической суммы при помощи сигнала
направления перемещения, поступающего из блока 19 и управляющего режимом работы (заполнение/списывание) счетчика 17, В ходе дальнейших программных перемещений головка 2 совершает обход головки 1 (отвод -С по координате X, перемещение по координате Y для установки щупа головки 2 напротив базовой поверхности - торца детали, прямое перемещение +С по координате X), а затем избыточное перемещение по координате X в направлении указанной поверхности. При взаимодействии щупа головки 2 с базовой поверхностью детали проис- ходит вторичное срабатывание измерительного элемента 9 головки 2, сигнал которого, поступая в блок 13 через элемент 14 ИЛИ, прерывает подачу резцедержателя по координате X в положи
ступая на счетный вход триггера 15, переводит его в исходное состояние. На нулевом выходе триггера появляется сигнал логического О, закрывающий
элемент 16 И для прохождения импульQ
сов с блока 13 на вход счетчика 17. В результате в счетчике оказывается записанным число -С+С+А А, равное величине перемещения щупа головки 2 из исходного положения до базовой поверхности по координате X. После отвода щупа от базовой поверхности в рабочую позицию резцедержателя устанавливается инструмент, которому за- 5 дается избыточное-программное перемещение по координате X в направлении головки 1. Вершина инструмента, взаимодействуя с плоским наконечником 5 щупа головки 1, вызывает срабатывание измерительного элемента 9, сигнал которого через элемент 14 ИЛИ поступает в блок 13 для прерывания подачи резцедержателя по координате X в положительном направлении. Далее инст-
румент совершает по программе необходимые перемещения обхода головки 1, аналогичные описанным перемещениям головки 2, после чего в соответствии с технологической командой, записанной в очередном кадре управляющей программы, сигнал из блока 22 технологических команд устройства ЧПУ поступает на вход триггера 20 и изменяет его состояние. Сигнал логической 1 с выхода триггера поступает в блок 22 в качестве сигнала вьшолне- ния технологической команды, а также на управляющий вход коммутатора 21,
13033726
приводом подачи, формирователь сигнала конца отработки кадра, регистр буферной памяти и регистр рабочей памяти, вход которого связан с выходом формирователя сигнала конца отработки кадуа, включающее-первую головку со щупом, упругим и измерительным элементами и схему автоматизации измерений, содержащую последовательно соединенные первый триггер, логический элемент И, реверсивный счетчик и коммутатор, а также сумматор, первый вход которого связан с регистром буферной памяти устройства ЧПУ, а выход - с регистром рабочей памяти устройства ЧПУ, и элемент временной задержки, соединенный с формирователем сигнала конца отработки кадра устройства ЧПУ, отличающееся
to
который, открываясь, пропускает число А, записанное в счетчике 17, на один вход сумматора 24, На второй вход сумматора с выхода регистра 25 буферной памяти устройства ЧПУ поступает число, равное заданному размеру В, которое было записано в кадре управляющей программы, следующем за кадром, содержавшим упомянутую технологическую команду. На выходе сумматора в соответствии с принципом параллельного суммирования формируется число, равное сумме А+В. Как только с выхода триггера 20 в блок
22поступил сигнал о вьтолнении технологической команды, формирователь
23вырабатьшает сигнал Конец отработки кадра 5 который, поступая непосредственно в регистр 26 рабочей памяти устройства ЧПУ, обеспечивает запись суммы А+В с выхода сумматора
24в регистр 26, после чего, задерживаясь в элементе 19 на время, достаточное для осуществления указанной записи, поступает на второй вход 25 подвижно в рабочей зоне станка, а упf5
20 тем, что, с-целью повышения точности, в устройство введена установленная в резцедержателе вторая головка со щупом, упругим и измерительрй 1м элементом, первая головка установлена нетриггера 20 и переводит его в исходное состояние при котором коммутатор 21 вновь закрывается. Сумма А+В, записанная в регистр 26 рабочей памяти, отрабатывается блоком 13 управления приводом подачи, котор1 й равляет приводом 12 таким образом, что резцедержатель 11 с инструментом перемещается в направлении обрабатываеругие элементы головок выполнены в виде пружин с жесткостью у первой головки, большей жесткости пружины второй головки, схема автоматизации из- 30 мерений снабжена логическим элементом PfflHj связанным входами с измерительными элементами первой и второй головок, а выходом - с блоком управления приводом подачи устройства ЧПУ, и втомой поверхности на величину указанной 35 триггером, входы которого связаны с элементом .временной задержки и введенным в устройство ЧПУ блоком технологических команд, а выходы - с коммутатором и блоком технологических команд, при этом выход ком1 1утатора связан с вторым входом сумматора, в устройство ЧПУ, также введен блок управления направлением перемещения, связанный с вторым входом реверсивсуммы. По окончании перемещения вер-, шина инструмента оказывается на уровне, отстоящем от базовой поверхности на величину заданного размера В, после чего следует выполнение чистового прохода.
ны с элементом .временной задержки и введенным в устройство ЧПУ блоком технологических команд, а выходы - с коммутатором и блоком технологических команд, при этом выход ком1 1утатора связан с вторым входом сумматора, в устройство ЧПУ, также введен блок управления направлением перемещения, связанный с вторым входом реверсивФормула изобретения
Устройство для размерной настройки металлорежущего станка с устройством 45 ного счетчика, а выход блока управ- чкслового программного управления ления приводом соединен с вторым вхо- (ЧПУ), содержащим блок управления дом .логического элемента И.
триггером, входы которого связаны с элементом .временной задержки и введенным в устройство ЧПУ блоком технологических команд, а выходы - с коммутатором и блоком технологических команд, при этом выход ком1 1утатора связан с вторым входом сумматора, в устройство ЧПУ, также введен блок управления направлением перемещения, связанный с вторым входом реверсивного счетчика, а выход блока управ- ления приводом соединен с вторым вхо- дом .логического элемента И.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для размерной настройки металлорежущего станка с устройством ЧПУ | 1986 |
|
SU1380909A2 |
| Устройство для позиционирования и контроля размерного износа режущего инструмента в станках с ЧПУ | 1982 |
|
SU1055627A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой ЧПУ | 1985 |
|
SU1301647A1 |
| Способ позиционирования металлорежущего инструмента | 1981 |
|
SU1024225A1 |
| Система автоматического управления размерной настройкой токарных станков с ЧПУ | 1981 |
|
SU1144775A1 |
| Устройство для измерения износа и положения режущего инструмента в токарных станках | 1990 |
|
SU1757847A1 |
| Устройство для адаптивного программного управления станком | 1978 |
|
SU748353A1 |
| Измерительная головка | 1990 |
|
SU1780929A1 |
| Устройство для адаптивного программного управления станком | 1982 |
|
SU1104469A1 |
| Устройство для адаптивного программного управления станком | 1981 |
|
SU1003026A2 |
Изобретение относится к области машиностроения и предназначено для размерной настройки металлорежущих станков с ЧПУ. Цель изобретения - по- ьшение точности размерной настройки за счет исключения погрешности установки измерителя относительно базы станка. Для этого в устройство введена вторая измерительная головка и дополнительные элементы схемы автоматизации измерений, причем упругие элементы головок (пружины) - разной , жесткости, в первой головке больше, чем во второй, поскольку щуп первой головки в процессе размерной настройки взаимодействует как с инструментом, так и со щупом второй головки, 2 ил.
| Устройство для позиционирования и контроля размерного износа режущего инструмента в станках с ЧПУ | 1982 |
|
SU1055627A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
