1
Изобретение относится к технологии -сборки и опреосоВКи тидрагенераторов, а именно к способу оореосовки Сердечника статора гидрогенератора.
Известен способ сборки и оирессовки сардечников статоров -гидрогенераторов, по которому пакеты сердечника собирают на нижних нажимных гребенках, а затем прессуют перенасным .миогоцилиндровым гидравлическим отрессом, сочлененным со стяжными шпильками, Соединяющими нижние нажимные требеики € верхними, и .воздействующиМ с одной стороны на лолку корпуса статора, а с другой - на пакет через верхнюю нажимную требенку.
Недостатками изеестного способа являются трудоемкость оиреосовки из-за необходимости устано-Вки большого количества домкратов их (120-160 шт.) в качестве он-оры под нижние нажимные требенки и крапления корпуса статора к иолу или стендовой плите со значительным усилием, достигающим 200-300 т. Кроме TOiro, лри недостаточном краплении корпуса снижается качество апресС01ВКИ, так как при преосовке сердечника корпус статора под влиянием действующих на него сил перемещается относительно шпильки iBBeipx и нарушает параллельность нажимных гребенок, что приводит к ослаблению плотности сердечника в зубцовой зоне.
Для создания такого способа опрессовки сердечника статора, при котором повышается качество прессовки, снижается трудоемкость процесса и уменьшается объем технологической оснастки предлагается перед сборкой пакета стяжные шпильки крепить к полкам статора шутем усиленных .
Сущность изобретения поясняется чертежом.
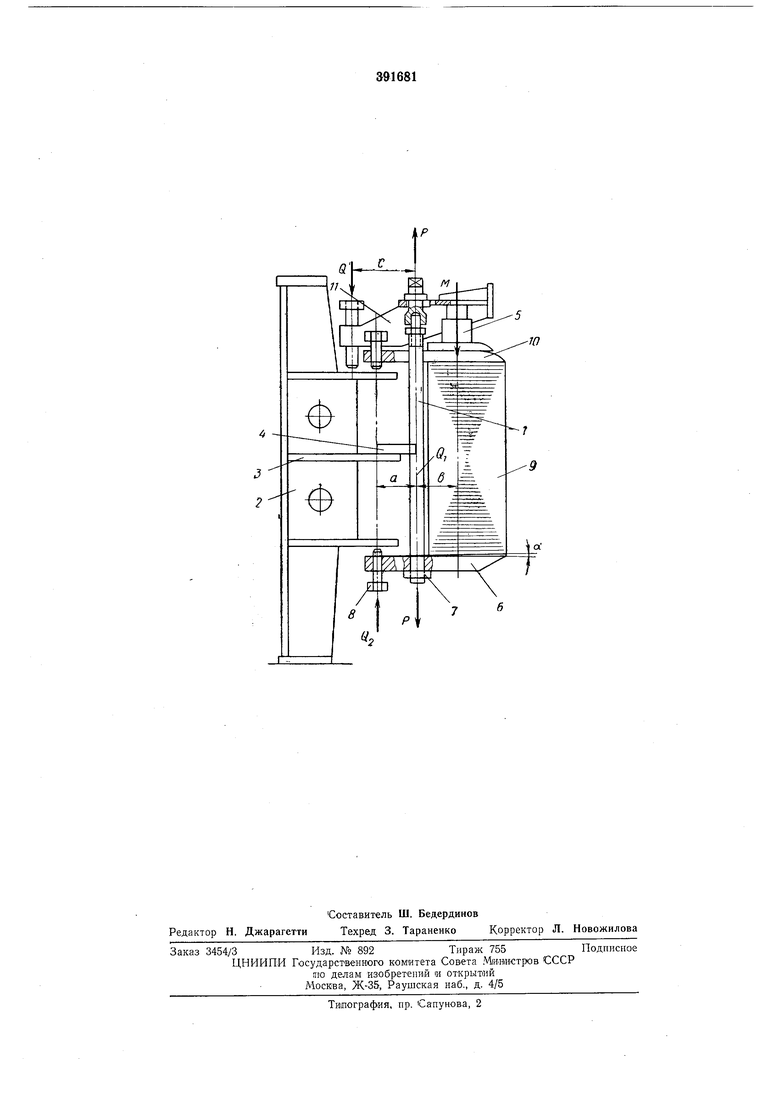
Устанавливают стяжные ш пильки 1 по шаблонам относительно клиньев-ребер корпуса статора 2 и крепятих к полкам 3 путем усиленных косынок 4 (электросваркой или другим видом крепления).- Узел крепления долже-н обладать необходимой механической прочностью для удержания шпильки от вертикального перемещения под действием силы, возникающей в момент прессовки гидравлическим прессом 5.
Нижние нажимные гребенки 6 подвешивают с помощью гаек 7 и болтов 8. Выверку нал ийшых гребенок относительно горизонтальной плоскости П1роизводят регулировкой их положения болтами и гайка ми.
Гребенки 6 уста-навливают |под углом а к плоскости с учетом растяжения шпильки при последующей прессовке, деформации горизонтальных ребер 1ПОД действием болтов 8 и упругих деформаций, возникающих в нажимной гребенке.
После окончания прессовки угол а приближается к О, его величина определяется меха1ниче€ким расчетом.
Производят сборку сердеч1ника статора. При достижении высоты .пакета, достаточной для опрессовки, на сердечник 9 устанавливают верхние нажимйые требенки 10 -и переносной тидравлический inpeoc 5.
В момент лрбссования статора силы, возникающие в Зоне :п;ействия одной стяжной шлильки, определяются «по следующи м формулам:
Q.
где Q - сила, действующая на корпус статора сверху и передаваевая опорой 11 преоса 5;
М - заданное расчетное усилие, действующее «а сердечник от -гидравлического цилиндра пресса; b - расстояние от оси шпильки до оси цилиндра nipecca 5;
P M + Q,
где Р -сила, растягивающая стяжную шпильку ;
О а + Ь
где Q2-сила, действующая на корпус статора снизу и передаваемая болтом 8 нажимной требенки 6;
/ до
а - расстояние от оси щпильки оси болта S
Qi Q«-(Q+G).
где QI-сила, действующая ща щ:пиль1ку и передаваемая корпусом статора через косынку; G - вес корпуса статора в зоне одной
щпильки.
Как видно из расчета, сила Qz всегда превышает силу QI. Вследствие этого е момент прессовки шпилька перемещается относительно корпуса статора под действием силы (Qi- G). Для предупреждения перемещения шпильки относительно корпуса щпильку закрепляют к корпусу усиленной Р СЬШКОЙ с силой, превыщающей Qi.
Предмет изобретения
Способ опрессовки сердечника статора гидрогенератора, согласно которому пакеты сердечника собирают на нижних нажимных гребенках, а затем лрессуют переноаньш миогоцилиндровым гидравлическим шрессом, сочле«енным со стяжными шпильками, соединяющими нижние нажимные гребенки с верхними и воздействующи1м с одной стороны на лолку статора, а с другой - на пакет через верхнюю нажимную гребенку, отличающийся тем,
что, с целью (повышения качества прессовки, снижения трудоемкости процесса и уменьшения Объема технологической оснаст1ки, перед сборкой (Пакета стяжные шпильки крепят к полкам статора путем усиленных косынок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки сердечника статора вертикальной электрической машины | 1985 |
|
SU1410198A1 |
| Гидравлический пресс для опрессовки сердечников статоров гидрогенераторов | 1976 |
|
SU614502A1 |
| Статор гидрогенератора | 1990 |
|
SU1781771A1 |
| Статор электрической машины | 1989 |
|
SU1676006A1 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| Статор вертикальной электрической машины | 1990 |
|
SU1711291A1 |
| Гидравлический пресс для опрессовки секции активной стали статоров мощных гидрогенераторов | 1960 |
|
SU137170A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1993 |
|
RU2065655C1 |
| Статор электрической машины | 1987 |
|
SU1617537A1 |
| Статор электрической машины и способ его сборки | 1991 |
|
SU1836776A3 |