УСТРОЙСТВО для ЛОКАЛЬНОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ
(54) ОБРАБОТКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для локальной электролитической обработки деталей | 1971 |
|
SU384436A1 |
| Ванна навесная | 1977 |
|
SU668982A1 |
| ГИДРОСИСТЕМА ЭЛЕКТРОКАПЛЕСТРУЙНОГО ПРИНТЕРА И ЕЕ ЭЛЕМЕНТЫ | 2002 |
|
RU2212633C1 |
| Устройство для монтажа радиодеталей на печатную плату | 1985 |
|
SU1412027A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ | 1999 |
|
RU2153961C1 |
| ЭЛЕКТРОД ДЛЯ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2064537C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ВНУТРЕННИХ ПОЛОСТЕЙ ИЗДЕЛИЙ ИЗ СПЛАВОВ МЕТАЛЛОВ ВЕНТИЛЬНОЙ ГРУППЫ | 2022 |
|
RU2803795C1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| Устройство для изготовления хроматографических колонок | 1980 |
|
SU947757A1 |
| Установка для восстановления и упрочнения валов | 1989 |
|
SU1673647A1 |
Изобретение касается гальванической обработки металлов.
Известно устройство для электролитической обработки деталей, содержащее рабочий орган, выполненный в виде многоместной кассеты с системой каналов для подвода электролита и сливным каналом, бКл очающий штуцер с уплотнением, определяющим :размер зоны обработки, систему подачи и :циркуляции электропита, прижимное приспо|еобление и токоподвод.
Однако в известном устройстве нельзя обрабатывать детали, имеющие сквозные отверстия.
иель изобретения - создание такого устройства, в котором бы обеспечивалась обра ботка одновременно нескольких зон деталей, имеющих сквозные отверстия.
Для этого в предложенном устройстве уплотнение, определяющее размер зоны обра |ботки, выполнено в виде сопла, гчстема :каналов для подвода электролита расположена в верхней части многоместной кассеты, а прижимное приспособление выполнено в виде прижимной планки, снабженной уплотне|ниямн для изоляции зон обработки детали снизу, с установленными в ней жиклерами.
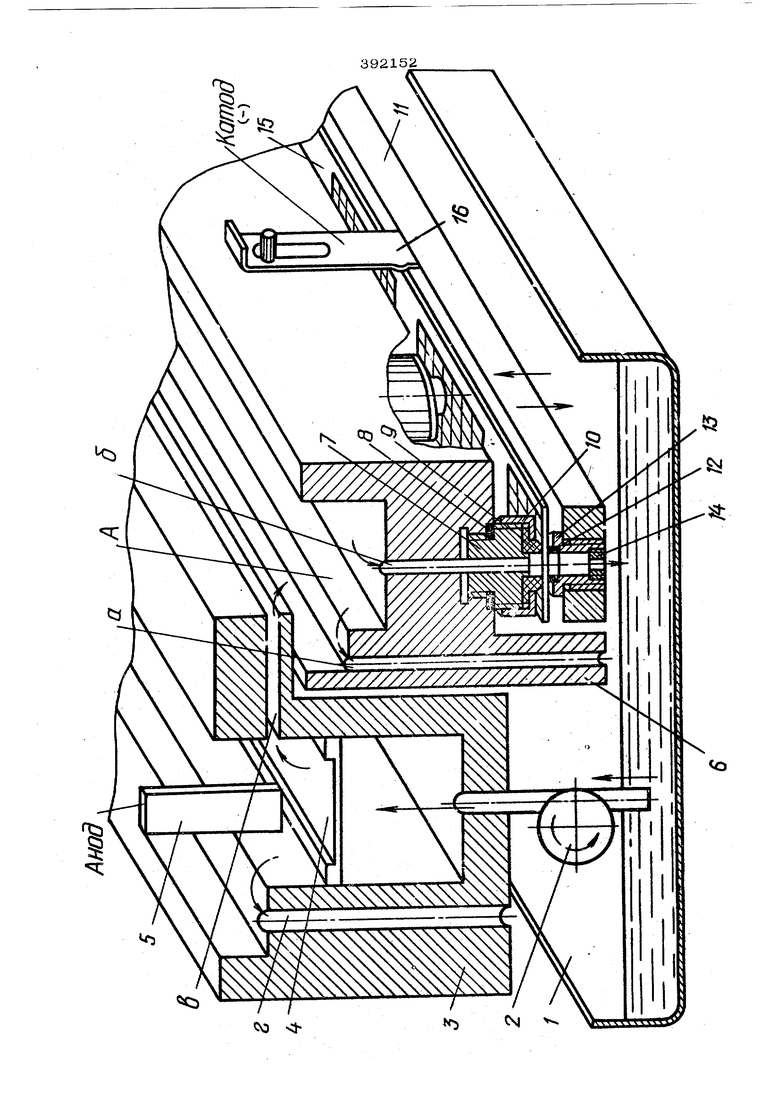
На чертеже схематически показано оп сываемое устройство.
Устройство состоит из емкости 1, помпы 2, промежуточной емкости 3 с фильтром 4 и анодом 5, и рабочего органа гальванопокрытия, выполненного в виде многоместной кассеты 6, где имеются каналы Л и о и сообщающаяся с Ъими полость А, а снизу смонтированы штуцера 7, прокладки 8, резиновые сопла 9, гайки 1О. В нижней части многоместной кассеты расположена подвижная прижимная планка 11, в которой смонтированы нижние уплотнительные шай- бы 12, подвижные втулки 13 и жиклеры 14
Локальное покрытие деталей осуществл ется следующим образом.
Электролит иземкости 1 с помощью помпы 2 подают в промежуточную емкость 3. ;Пройдя через фильтр 4, электролит направлв.ется через щель & в многоместную кассету 6. Излишки электролита из промежуточной емкости 3 сливают в емкость 1 через ка- jj.eai Z .Из полости А, обеспечивающей стабильыую портачу электролита к зонам о6ра .боткя, электролит по каналам через штуцер 7 и резиновое соппо 9, зажатое на UiTynepj гайкЫ 10, управляют к местам йокальнш о покрытия на детали 15. PaaMiep отверстия резинового сопла определяет разйер зоны обработки.
Уплотнение зоны покрытия, т.е. ее изо шиия, достигается за счет резинового соп- ла и резиновой шайбы 12.
Деталь к соплам прнжнмв$бт подвижной в вертикальном направлении прижимной плакксхК 11. С помощью плоской пружины 16 к детали подводят отрицательный тенциал .ерез жиклеры 14 электролит отводят от -зон обработки и сливают обрати но в емкость 1.
В таком устройстве одновременно покрывается несколько локальных участков необходимых размеров и обеспечивается постоянная скорость потока электролита. Формула изобретения
рабочий орган, выполненный в, виде многоместнЫ кассеты с системой «аналов; для I подвода электролита и сливным канал6м, клю5Ьющий ffiryi®) с уплотнелием, опреде
дающим рдэмер зоны обработки, систему :подачи и циркуляции электролита, прижи1м ное приспособление и токопрдвод, о т л и чающееся тем, что, с целью обеспечения одновременной обрабогки несколь:КИх зон детали, имеющей сквозные отверстия, уплотнение, определяющее размер |эоны обработки, выполнено в виде сопла, система кандлов для подвода электролита расположена в верхней части многоместной
кассеты, а прижимное приспособление выполнено в виде прижимной планки, снаб. уплотнениями для изоляции зон обработки детали снизу,
