6
Ч 5
4
тЛ
Ю
О
ю
Фиг.}
Изобретение относнтся к механо- сборке и прецназначепо для монтажа электрических деталей на печатных платах.
Цель изобретения - повышение производительности и надежности в работе.
На фиг.1 представлено предлагаемо устройство, общий вид; на фиг,2 - схема сборки, реализуемая устройством; на фиг.З - устройство, вид сбоку; на фиг.4 - то же, вид сверху; на фиг.5 - схема привода;на фиг.6 В верхней части корпуса закре лен пневматический дебалансный ш ковый вибратор 19, подвод воздух давлением РЗ к внутренней полост которого, где расположен шарик 2
монтажная головка; на фиг.7 - сечение 5 осуществляется по тангенциально
А-А на фиг.6; на фиг.8 - пневматиче екая схема управления монтажной головки; на фиг.9 - гибочная готовка; на фиг.10 - вибропривод кассеты; на фиг.11 - кассета, разрез;на фиг.12- сечение Б-Б на фиг.11;на фиг.13 - положение собираемых деталей и элементов в кассете при ее установке на вибропривод.
Устройство, предназначенное для сборки одновременно двух плат, состоит из основания 1, на котором смонтированы магазин 2, подплатни- ки 3, монтажные 4 и гибочные 5 головки, снабженные индивидуальными приводами 6.
Приводы выполнены на базе двух раздельных цифровых пневмоприводов, выходной элемент 7 первого из которых является основанием для монтажа корпуса 8 второго, выходной элемент 9 которого связан с одним из функциональных органов устройства (магазинов, головками, подплатником).
Первый цифровой пневмопривод имеет поршень 10 с дискретностью перемещения выходного элемента 1,25 мм, а второй- поршни 11 с дискретностью выходного элемента 20 мм. Число точек позиционирования, обеспечиваемое каждым из пневмоприводов 2 , где п - число поршней привода. Например, при наличии в составе каждого йневмопривода четырех поршней, суммарное число точек позиционирования по кординате 2 256 (дискретность 1,25 мм), что позволяет перекрыть поле печатной платы размером 318,75 х X 318,75 мм.
Монтажная головка включает в себя корпус 12 с неподвижными изолированными губками 13 с пазами на внутренних поверхностях под выводь детали 15, выталкиватель 16 с пневмоциполненным отверстиям 21 через ре лируемый дроссель ДЗ и двухходов трехлинейный электропневмоклапан ЭПК, который также распределяет 20 дух давлением Р2 через дроссель к пневмоцилиндру 17 и давлением через дроссель Д1 и генератор им сов ГИ к мембранной-коробке 22, руго связывающей корпус монтажно 25 головки с выходным валом 23 угло г о позиционера, состоящего из дв флажковых пневмоприводов. Устрой также содержит кронштейн 24, при 25 локальных перемещений монтажн jg головки в направлении,перпендикул плоскости расположения платы.
Флажковый пневмопривод состоит корпуса 26, разделителя 27 с упло нием 28,штуцеров 29 с жиклером 30 подвода воздуха и связанного с ходным валом 23 флажка 31 с уплот нием 32 и упорами 33,размещенными три тарельчатых манжет 34.
Гибочная головка, установленн помощью планки 35 на выходном вал флажкового пневмопривода, состоит корпуса 36, являющегося цилиндром пневмопривода, поршень 37 которо связан с разжимным конусом 38, в действующим с роликами 39 привод 45 рычагов 40, установленных с возм стью поворота вместе с охватывающ их губками 41 на осях 42. Между п водными рычагами и губками помещ датчики 43 усилия, например пьез 50 электрические. Кинематическое за кание между рычагами, губками и стинкой датчика осуществляется с мощью тарельчатых пружин 44, уст ленных на осях 45, которые служа 55 также для настройки датчиков.
Магазин кассет состоит из стол 46, на котором закреплены дебала шариковые виброприводы по числу
40
линдром 17 одностороннего действия, поршень 18 которого размещен в гильзе с гарантированным зазором, обеспечивающим перетечку рабочего тела из бесштоковой в штоковую полость и в атмосферу. Губки 13 электрически связаны с устройством контроля параметров собираемых деталей.
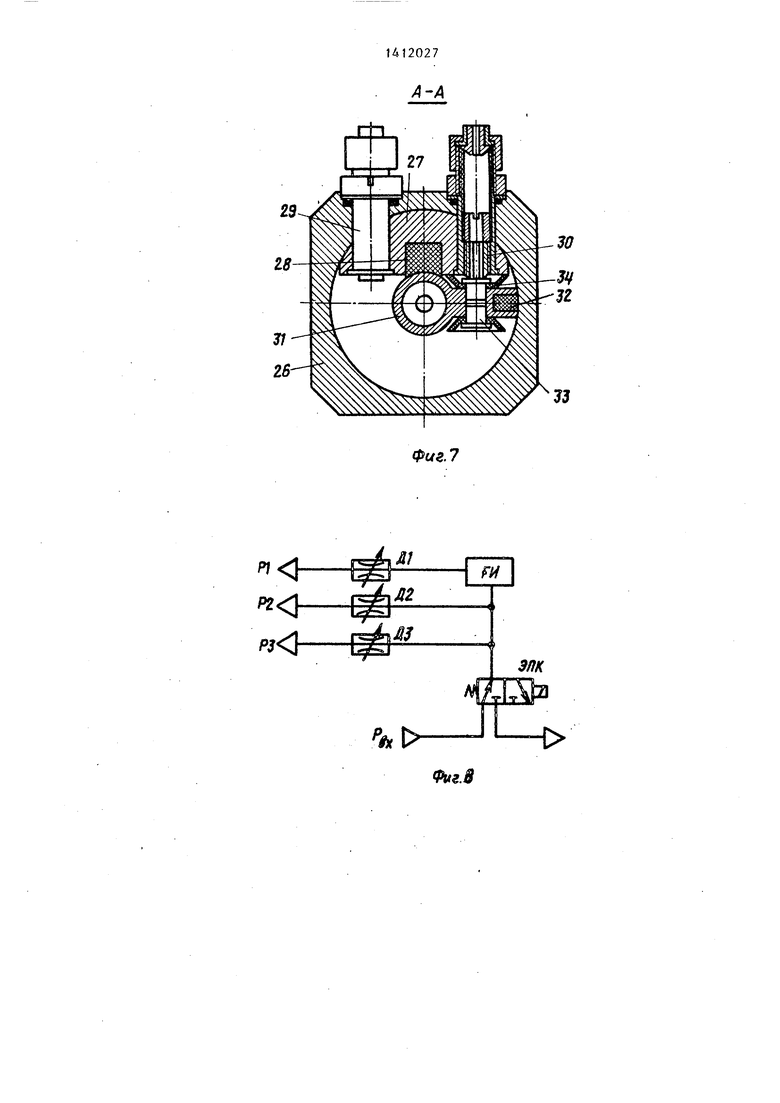
В верхней части корпуса закреплен пневматический дебалансный шариковый вибратор 19, подвод воздуха давлением РЗ к внутренней полости которого, где расположен шарик 20,
осуществляется по тангенциально
выполненным отверстиям 21 через регулируемый дроссель ДЗ и двухходовой трехлинейный электропневмоклапан ЭПК, который также распределяет воз- дух давлением Р2 через дроссель Д2 к пневмоцилиндру 17 и давлением Р1 через дроссель Д1 и генератор импульсов ГИ к мембранной-коробке 22, упруго связывающей корпус монтажной головки с выходным валом 23 углово- г о позиционера, состоящего из двух флажковых пневмоприводов. Устройство также содержит кронштейн 24, привод 25 локальных перемещений монтажной головки в направлении,перпендикулярном плоскости расположения платы.
Флажковый пневмопривод состоит из корпуса 26, разделителя 27 с уплотнением 28,штуцеров 29 с жиклером 30 для : подвода воздуха и связанного с вы- ходным валом 23 флажка 31 с уплотнением 32 и упорами 33,размещенными вну-. три тарельчатых манжет 34.
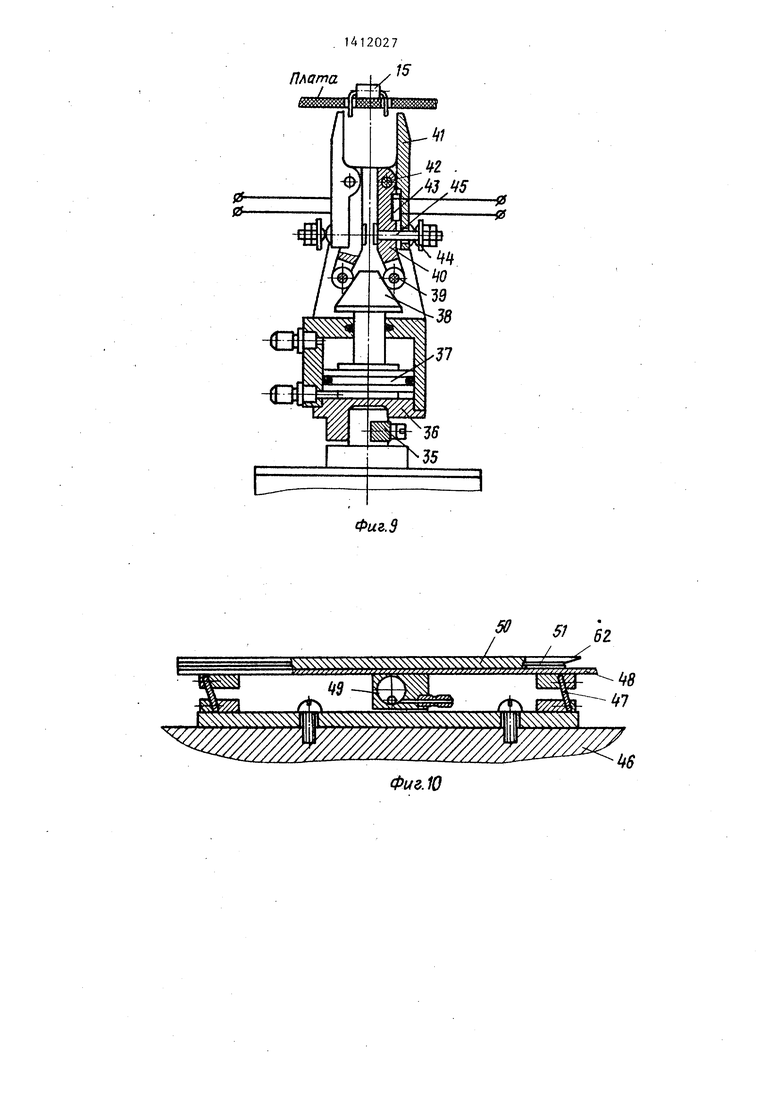
Гибочная головка, установленная с помощью планки 35 на выходном валу флажкового пневмопривода, состоит из корпуса 36, являющегося цилиндром пневмопривода, поршень 37 которого связан с разжимным конусом 38, взаимодействующим с роликами 39 приводных рычагов 40, установленных с возможностью поворота вместе с охватывающими их губками 41 на осях 42. Между приводными рычагами и губками помещены датчики 43 усилия, например пьезо- электрические. Кинематическое замыкание между рычагами, губками и пластинкой датчика осуществляется с помощью тарельчатых пружин 44, установленных на осях 45, которые служат также для настройки датчиков.
Магазин кассет состоит из стола 46, на котором закреплены дебалансные шариковые виброприводы по числу кас
314
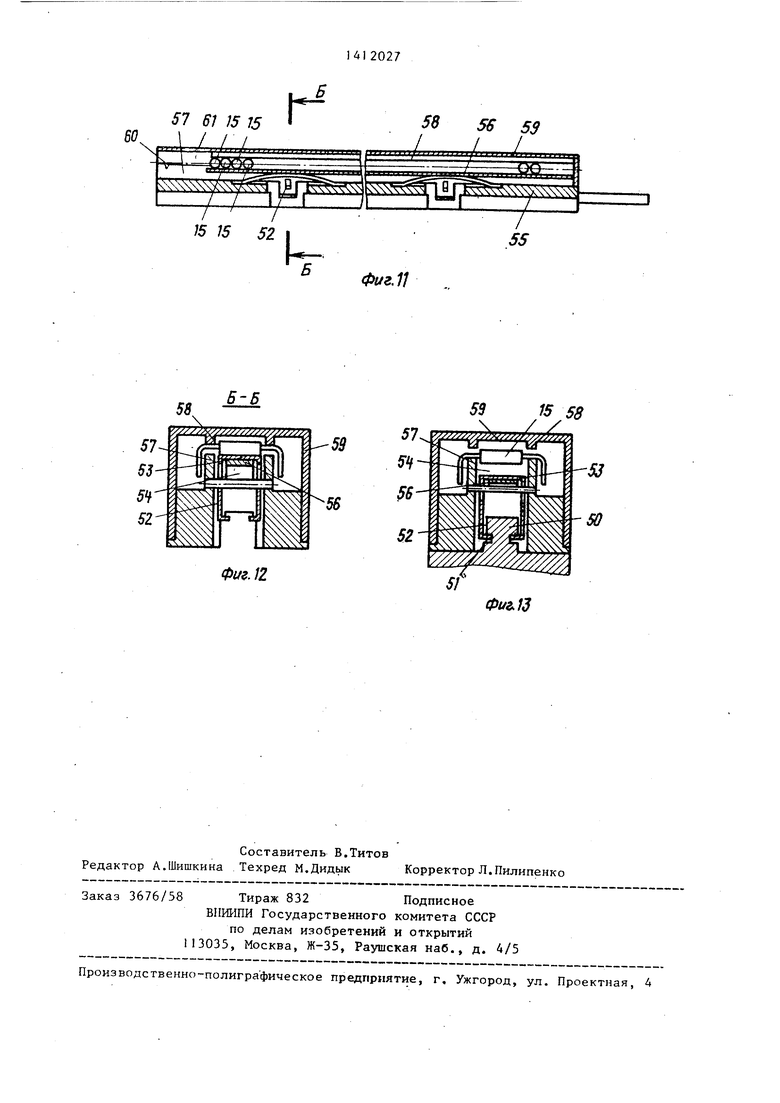
сет, в которых размещаются, в зависимости от номинала, до 200.деталей. Виброприводы представляют собой установленную на плоских пружинах 47 подвижную платформу 48 с закрепленным на нижней стороне шариковым пневматическим дебалансным вибратором 49, Платформа имеет продольный выступ 50 с пазом 51, в котором размещаются отогнутые концы консолей 52 прижимной планки 53, размещенной в пазу 54 направляющей 55 кассеты и поджимаемой Б направлении деталей 15 плоскими пружинами 56. Направляю1цая 55 имеет выступы 57 под выводы деталей, расположенные напротив идентичных ПО ширине выступов 58 на внутренней стороне крьпики 59.
Для подхода губок 13 монтажной головки к выводам захватываемой детали, располагаемой в выемках 60 на концах выступов 57, в крышке предусмотрено окно 61. Для лучшего сопряжения отогнутых концов консолей 52 с продольным пазом 51 участок 62 выступа 50 со стороны установки кассет выполнен скошенным.
Устройство работает следующим образом.
Детали 15, находящиеся в кассетах, под действием вибрации перемещаются к концам направляющих 55 и западают- своими выводами в выемки 60. По команде от- системы управления приводы выводят соответствующие отверстия в плате, монтажную и. гибочную головки и кассету с соответствующей деталью 15 на одну линию, после чего монтажная головка перемещается к кассете, а гибочная устанавливается под отверстиями в плате.
С помощью привода 25 вертикальных перемещений монтажная головка опускается на захватываемую деталь .15 так, что выводы последней размещаются в пазах 14 губок 13 и удерживаются в них трением, создаваемым за счет сил упругости вывода. Затем деталь извлекается из кассеты, контролируется и,в случае годности, носится к соответствующим отверстиям в плате. Если необходим разворот детали на 90 для установки в расположенное соответствующим образом отверстие в плате, подается команда верхнему флажковому пневмоприводу углового позиционирования. При переориентации диодов с целью обеспечения тре-
7
буемой полярности их вытюдов 1);л1пча( -1 - ,ч нижний флажковый пневмопривод 26, обеспечивающий поворот головки на
180 . Устранение ударов (демпфирование) в конце перемещения флажков 31, а следовательно, и инерционных nai py- зок на головки, достигается тем, что прежде, чем упор 33 входит в контакт
с торцом жиклера 30, тарельчатая ма))- жета 34 перекрывает выход воздуха и атмосферу из полости, в которой она расположена, способствуя тем самым уменьшению скорости перемещения флпжка в конце хода и плавному (без удара) упора 33 в контакт с жиклером 30.
Кроме того, наличие манжеты данной конфигурации позволяет устранить
влияние перетечек воздуха из одной полости в другую через уплотнение 32 на величину усилия, развиваемого приводом в завершающей стадии отработки заданного углового перемещения.
Снижаются требования к точности изготовления элементов привода и уплотнению флажка.
После опускания головки до расположения концов губок 13 на уровне
платы ЭПК подается воздух к мембранной коробке 22, дебалансному вибратору 19 и приводу выталкивателя 16, который осуществляет сборку выводов детали 15 с отверстиями в плате, содержащую следующие стадии: поджим выводов детали к плате с усилием, величина которого регламентирована интенсивностью перетечки воздуха из бесштоковой полости привода в штоко- вую через гарантированный зазор, и усилием,создаваемым пружиной возвра-. та поршня 18 в исходное положение, что исключает деформацию выводов; угловая адаптация головки к местным неровностям платы, обеспечиваемая за
счет упругости мембранной коробки; осевые колебания головки с деталью, создаваемые мембранной коробкой,способствующие уменьшению трения между выводами и платой; радиальные колебания головки, создаваемые дебалансным вибратором, обеспечивающие автопоиск выводами детали отверстий в плате и их сопряжение.
Фиксация детали на плате осуществляется гибочной головкой, губки 41 которой, сводимые конусом 38, подгибают концы выводов. Контроль качества сборки осуществляется датчиками
514
43 усилия, например пьезоэлектрическими, обладающими малыми габаритами, простотой конструкции и монтажа, надежностью в работе, возможностью измерения быстропеременных величин, высокой точностью преобразования механических напряжений в электрический заряд. Отсутствие одного или обоих кондов выводов в зона подгибки вызывает появление на выходе датчиков сигналов наличия брака, фиксируемых системой управления.
В момент фиксации детали позиционер магазина выводит следующую кассету на линию расположения монтажной головки. После завершения фиксации монтажная головка перемещается за новой деталью, а позиционер подплатни- ка вьгоодит соответствующие отверстия в плате на линию расположения монтажной головки и кассеты. Таким образом обеспечивается перекрытие транспортных перемещений магазина и подплатни- ка рабочими ходами монтажной головки
Формула изобретения
1. Устройство для монтажа радиодеталей на печатную плату, содержащее размещенные на основании и соединенные с приводами магазин для кассет с радиодеталями, стол для плат,монтажную головку с приводом вертикаль- ного перемещения и гибрчную головку с губками и приводными рычагами, о т- личающееся тем, что, с целью повышения производительности и надежности в работе, магазин для кассет с радиодеталями и стол для плат размещены в одной горизонтальной плоскости с возможностью перемещения в направлении, перпендикулярном направлению перемещения монтажной и гибочной головок.
2. Устройство по п.1, отличающееся тем, что каждый привод выполнен в виде цифровых пневмоприводов, выходной шток одного из которых соединен с подвижной платформой, на которой установлен другой пневмопривод, а результирующая дискретность перемещений выходных щто- ков пневмоприводов равна шагу координатной сетки печатных плат.
3. Устройство ПОП.1, отличающееся тем, что монтажная головка снабжена мембранной коробкой, угловым позиционером и пневматическим
0276
дебалансным шариковым вибратором и выполнена в виде корпуса с изолированными губками, в верхней части которого установлен пневматический де- балансньй шариковый вибратор, соединенный через мембранную коробку с выходным валом углового позиционера.
4.Устройство по П.1, о т л и чающееся тем, что магазин для кассет выполнен в виде -стола с платформами с дебалансными шариковыми- приводами по числу кассет, расположенных параллельно плоскости перес мещения монтажной головки и выполненных в виде закрытой крышкой направляющей с выступами, разделенными сквозным продольным пазом, в котором размещена подпружиненная прижим0 ная планка с консолями, отогнутые концы которых расположены в продольном пазу выступа подвижной платформы вибропривода, а на внутренней поверхности крьш1ки выполнены продольные
5 выступы, расположенные напротив выступов направляющей.
5.Устройство по П.1, отличающееся тем, что гибочная головка снабжена пьезоэлектрическим датчиком усилия гибки, установле.н- ным между губками и приводными рычагами гибочной головки, причем рычаги подпружинены относительно губок.
I .
5 .6. Устройство по п.З, отличающееся тем, что угловой позиционер выполнен в виде двух флажковых пневмоприводов, выходной вал первого из которых, установленного на выходном элементе привода вертикальных перемещений монтажной головки и размещенного на конце выходного щтока цифрового пневмопривода, жестко связан с корпусом вто рого,а флажки снабжены двусторонними упорами с тарельчатыми манжетами.
7. Устройство по п.З, отличающееся тем, что мембранная коробка снабжена регулируемым
0 дросселем, пневматическим генератором импульсов и двухпозиционным трехлинейным электропневмоклапаном, при этом внутренняя полость мембранной коробки связана через регулируемый
5 дроссель, пневматический генератор импульсов и двухпозиционный трехлинейный электропневмоклапан с источником давления.
0
0
W
73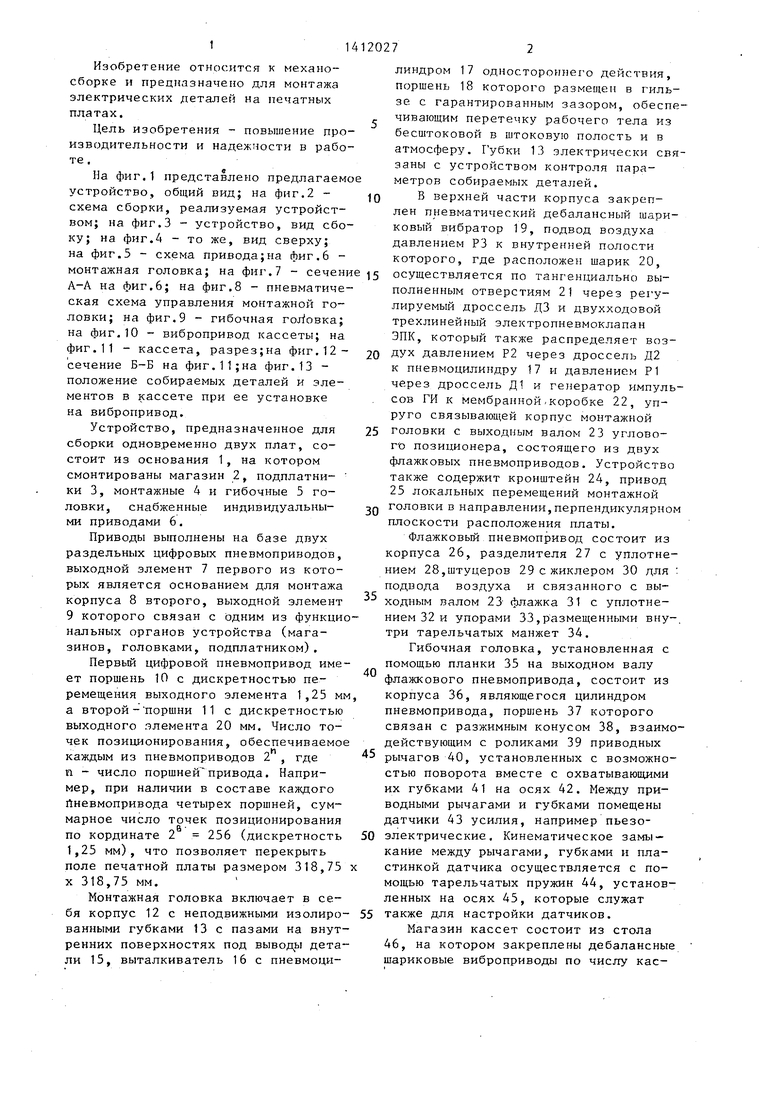


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МОНТАЖА ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ НА ПЕЧАТНУЮ ПЛАТУ | 2001 |
|
RU2216887C2 |
| Устройство для установки многовыводных радиоэлементов,преимущественно микросхем,на печатные платы | 1986 |
|
SU1457186A1 |
| Устройство для установки навесных радиодеталей на печатные платы | 1978 |
|
SU748933A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для установки навесных радиодеталей на платы с печатным монтажом | 1973 |
|
SU491228A1 |
| Устройство для установки радиодеталей на платы с печатным монтажом | 1960 |
|
SU133932A1 |
| Схват для сборки радиодеталей | 1979 |
|
SU812568A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| Устройство для установки радио-элЕМЕНТОВ HA пЕчАТНыЕ плАТы | 1979 |
|
SU834954A1 |
| Устройство для контроля электрических параметров радиодеталей | 1987 |
|
SU1619349A1 |


Изобретение относится к меха- носборке. Устройство содержит магазин 2 для кассет с радиодеталями с приводом и размещенный с ним в одной горизонтальной плоскости стол для плат, перемещающийся перпендикулярно направлению перемещения монтажной и гибочной головок 4 и 5 соответственно, имеющих индивидуальные приводы 6. Каждый привод выполнен в виде цифровых пневмоприводов (ПП). Выходной шток одного из ПП соединен с подвижной платформой, на которой ус- .тановлен другой ПП, а-результирую1цая дискретность перемещений выходных штоков ПП равна шагу координатной сетки печатных плат. В описании изобретения приведены конструктивные особеннсЛти монтажной головки, магазина 2 для кассет, гибочной головки. Устройство имеет повышенную производительность за счет одновременной сборки двух плат и надежно в работе. 6 з.п. ф-лы, 13 ил. iP (/)
P1 .
Фиг.7
Mf
fH
лг
&
ЗПИ
,
{
.в
Плата
/
кяяяяяяхяяя
Фиг. 9
Фиг. Ю
fff/rff f Cl
rc/0ffvf cf/9
PLfe.2
5 Z
k
ff 5,
.6 .g
6-Д
Фие.З
Ю 10
Фиг.5
25
51 61 15 15
SO. I I I
r
Б-В
0U9.1Z
SB 56 53
II I
Фиг. 11
59
5/ l y y- /y vyvyx.
15 58
52
Фиг. 13
| 0 |
|
SU80512A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для питания воздухом подводной лодки в погруженном состоянии | 1924 |
|
SU12067A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
