1
Изобретение относится к области прокатного производства.
Известны устройства для смены прокатных клетей, выполненные в виде приводных поворотных платформ, на которых установлены сменяемые клети.
Рольганги и желоба в этом случае выполняются отодБигпюш.имися поворотными, либо съемными, что усложняет и удлиняет процесс перевалки.
Описываемое устройство отличается от известных тем, что поворотная платформа снабжена приводом ее подъема, благодаря чему разворот ее происходит над уровнем рольганга, устраняя необходимость в его съеме.
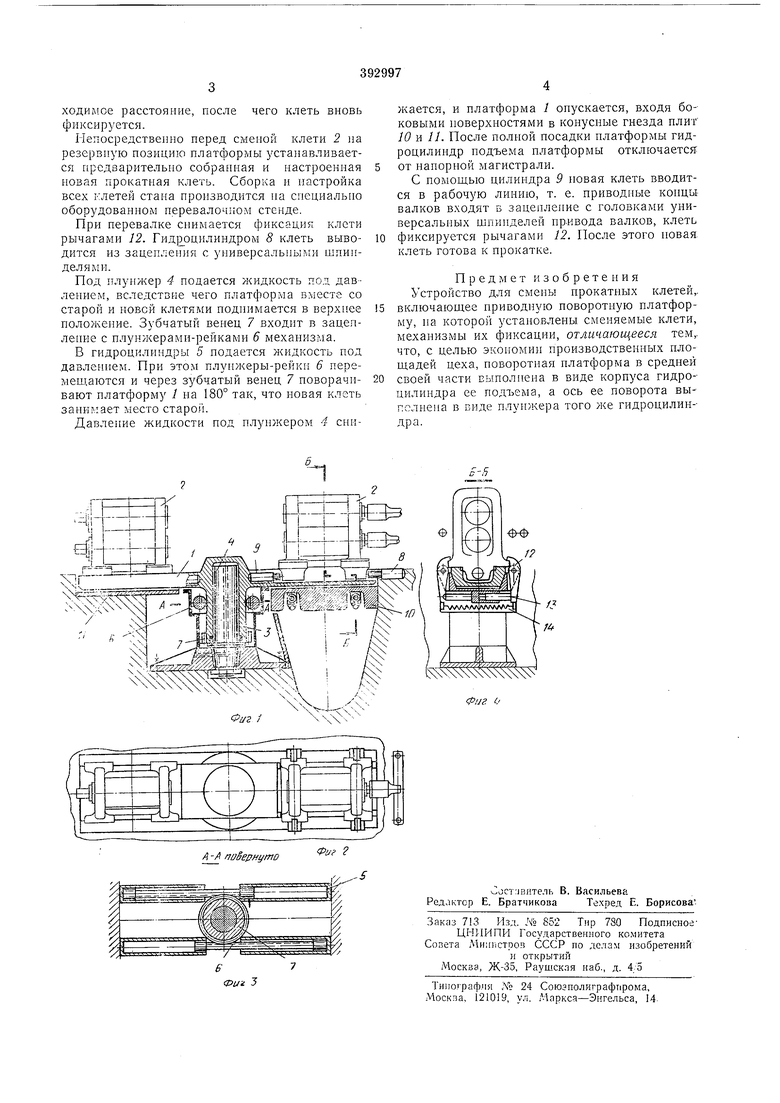
На фиг. 1 схематично изображено описываемое устройство; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - разрез по Б-Б на фиг. 1.
Устройство содержит платформу 1, на которой установлены сменяемые клети 2.
В своей средней части платформа выполнена в виде корпуса гидроцилиндра 3 ее подъема. Ось поворота платформы выполнена в виде плунжера 4 того же цилиндра.
Механизм поворота платформы выполнен в виде реечной передачи, двух пар гидроцилиндров 5 с плунжерами-рейками 6, а нижняя часть корпуса гидроцилиндра - с зубчатым венцом 7.
2
Устройство снабжено гидроцилиндрами 8 и 9 осевого перемещения клети в рабочей линии.
Платформа установлена на опорных плитах 10 и //, соответствующих рабочей и резервной позициям.
Плита W снабжена двумя приливами с проущинами, в которых размещаются оси поворотных рычагов 12, распираемых парой плунл ерцилиндров 13 и стягиваемых пружиной 14, боковые поверхности платформы выполнены в соответствии с конзсообразной формой гнезд опорных плит 10 и 11.
Во время прокатки платформа находится в крайнем нижнем положепии, ее боковые поверхности входят в конусные гнезда плит, давление под плунжером 4 гидроцилиндра подъема плиты отсутствует, прокатная клеть . вместе с платформой / (рабочая позиция) к плите 10 рычагами 12 механизма фиксации клети, приводные концы прокатных валков клети 2 находятся в зацеплении с универсальными щпинделями привода валков, сообщающими им вращательное движение.
При необходимости осевого перемещения хлети 2, например для перехода на другой калибр валков, снимается давление жидкости в цилиндрах /5, и под действием растягивающих пру/кин 14 рычаги 12 поворачиваются вокруг оси, освобождая клеть. Затем с помощью гидроцилиндров 8 и 9 клеть перемещают на необ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СМЕНЫ КЛЕТЕЙ МНОГОКЛЕТЬЕВОГО ПРОКАТНОГО СТАНА | 2009 |
|
RU2404870C1 |
| Устройство для смены валков прокатной клети | 1981 |
|
SU995939A1 |
| Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто | 1981 |
|
SU971542A1 |
| Устройство для смены рабочих валков прокатной клети | 1980 |
|
SU884758A1 |
| Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто | 1983 |
|
SU1080893A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1991 |
|
RU2068743C1 |
| БЕССТАНИННАЯ ПРОКАТНАЯ КЛЕТЬ | 1965 |
|
SU174138A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU381197A1 |
| ПРОКАТНАЯ КЛЕТЬ БЕЗ СТАНИНЫ | 2001 |
|
RU2208487C2 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
