1
Изобретение относится к области механосборочного производства, в частности к сборке в транспортной промышленности.
Известен способ изготовления автомобильных дисковых колес, включающий операции выполнения крепежных отверстий в диске, запрессовки диска в обоо, и сварки диска с ободом.
Предлагаемый способ отличается от известного тем, что крепежпые отверстия на диске выполняют с фасками до запрессовки диска в обод, а при запрессовке обода на диск, последний фиксируют по базовым поверхностям, при этом за базовые поверхности принимают фаски крепежных отверстий и торцовую поверхность диска, после чего диск и обод сваривают.
Это позволяет уменьшить радиальное и осевое биения колес и увеличить долговечность шин.
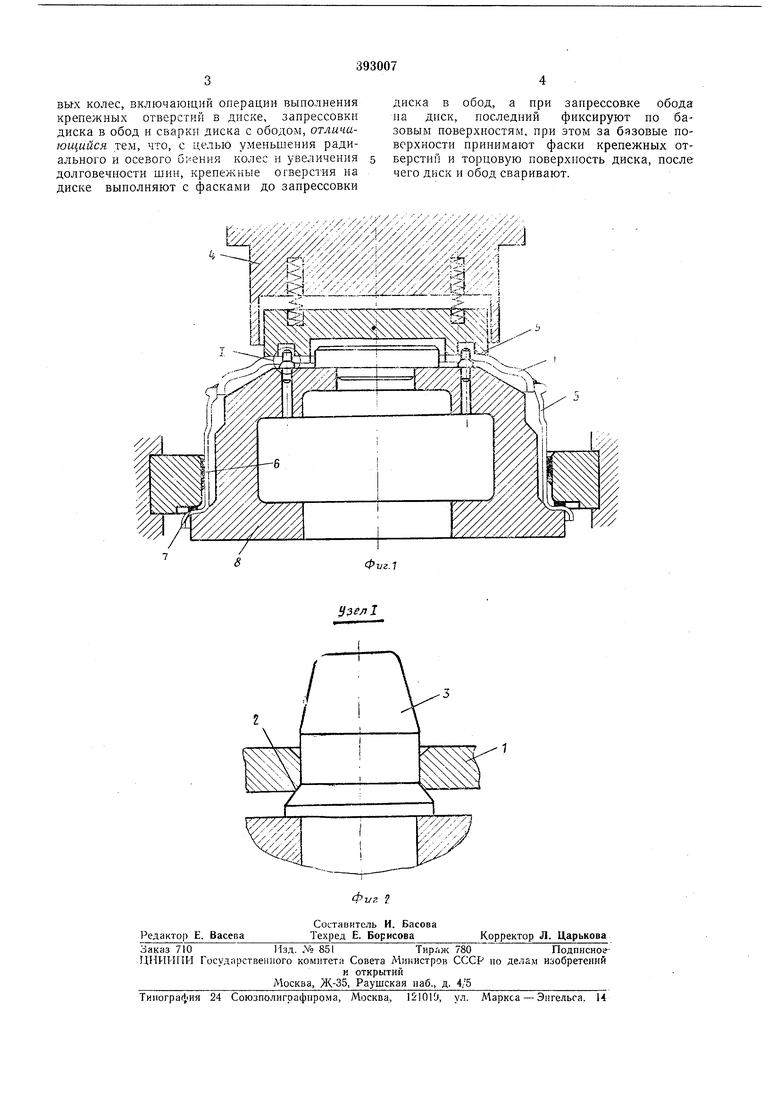
На фиг. 1 изображен диск и обод в зафиксированном по базовым поверхностям положении перед сваркой; на фиг. 2 - узел I на фиг. 1.
В диске / выполняют крепежные отверстия G фасками 2, затем диск устанавливают на фиксаторы 5 приспособления 4 для сборки так, чтобы диск базировался по фаскам.
Обод 5 свободно насаживают на диск, который фиксируется в приспособлении по поверхностям б и 7.
Пуансон 8 приспособления 4 при своем движении поджимает диск к фиксаторам 3 по фаскам и по торцовой поверхности 9, при этом происходит запрессовка обода на диск, после чего соединение сваривают, например, электродуговой сваркой.
Проверку радиального и осевого биений поверхностей обода колеса в месте посадки шины (поверхности 6 7) производят при установке колеса по фаскам (базовые поверхности 2) крепежных отверстий диска с прижимом по его базовой поверхности 9, т. е. при базировании и фиксации, при которых производилась сварка колеса.
На ступицу автомобиля колесо устанавливается также при фиксации по дискам (базовые поверхности 2) крепежных отверстий с
прижимом по торцовой поверхностей (базовой поверхности 9) диска.
Таким образом, предлагаемый способ позволяет уменьшить радиальное и осевое биения поверхностей посадки шины относительно посадочных фасок крепежных отверстий диска автомобильного колега.
Предмет изобретения Способ изготовления автомобильных диско30
вых колес, включающий операции выполнения крепежных отверстий в диске, запрессовки диска в обод и сварки диска с ободом, отличающийся тем, что, с целью уменьшения радиального и осевого б:-:ения колес и увеличения долговечности шин, крепежные огверстия на диске выполняют с фасками до запрессовки
диска в обод, а при запрессовке обода ла диск, последний фиксируют по базовым поверхностям, при этом за базовые поверхности принимают фаски крепежных отверстий и торцовую поверхность диска, после чего диск и обод сваривают.
/ / / //
,,.,ШР 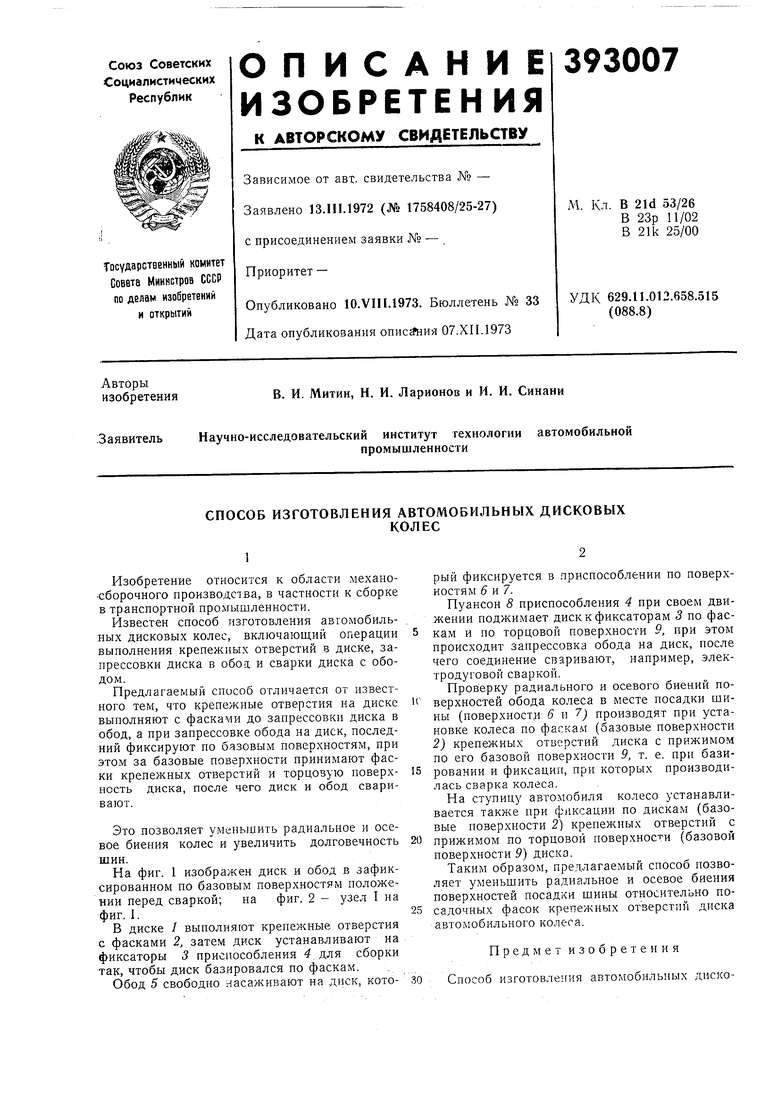
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЬНЫХ ДИСКОВЫХКОЛЕС | 1967 |
|
SU199821A1 |
| АВТОМОБИЛЬНОЕ КОЛЕСО | 2006 |
|
RU2323834C1 |
| Поточная линия для сборки и сварки дисковых колес легковых автомобилей | 1985 |
|
SU1311896A1 |
| Колесо транспортного средства | 1981 |
|
SU1096131A1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ЭЛЕМЕНТОВ ОБЪЕМНОЙ КОНСТРУКЦИИ | 1971 |
|
SU315555A1 |
| СПОСОБ СБОРКИ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2009 |
|
RU2432443C2 |
| АВТОМОБИЛЬНОЕ КОЛЕСО | 2014 |
|
RU2578916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| ВСПОМОГАТЕЛЬНЫЙ ДИСК "ALPO" ДЛЯ ПОВЫШЕНИЯ ПРОХОДИМОСТИ ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2088420C1 |