1
Изобретение относится к области ллтейного .производст1ва, в частности к оборудовавию для реверсивного способа литья.
Известно устройство для запирания литниковой системы при реверсивном способе литья, включающее стакан с литниковой воранкой, выполненные IB литейной форме, и поворотную запорную задвижку с эксцентричным от1верстием.
Недостатком такого устройства является то, что пр.и (Повороте литейной формы иа 180° жидкий металл действием авоего .гидростатического давления отжимает задвижку от воронки, вследствие чего возможна утечка металла в зазор, образующийся между задвижкой и фор:мой.
Предложенное устройство отличается от известного тем, что стакан и заетарная задвижка снабжены общей кольцевой лолостью, соединенной с вакуумной системой.
Это позволяет по1высить надежность запира1ния жидкого металла в литейной форме.
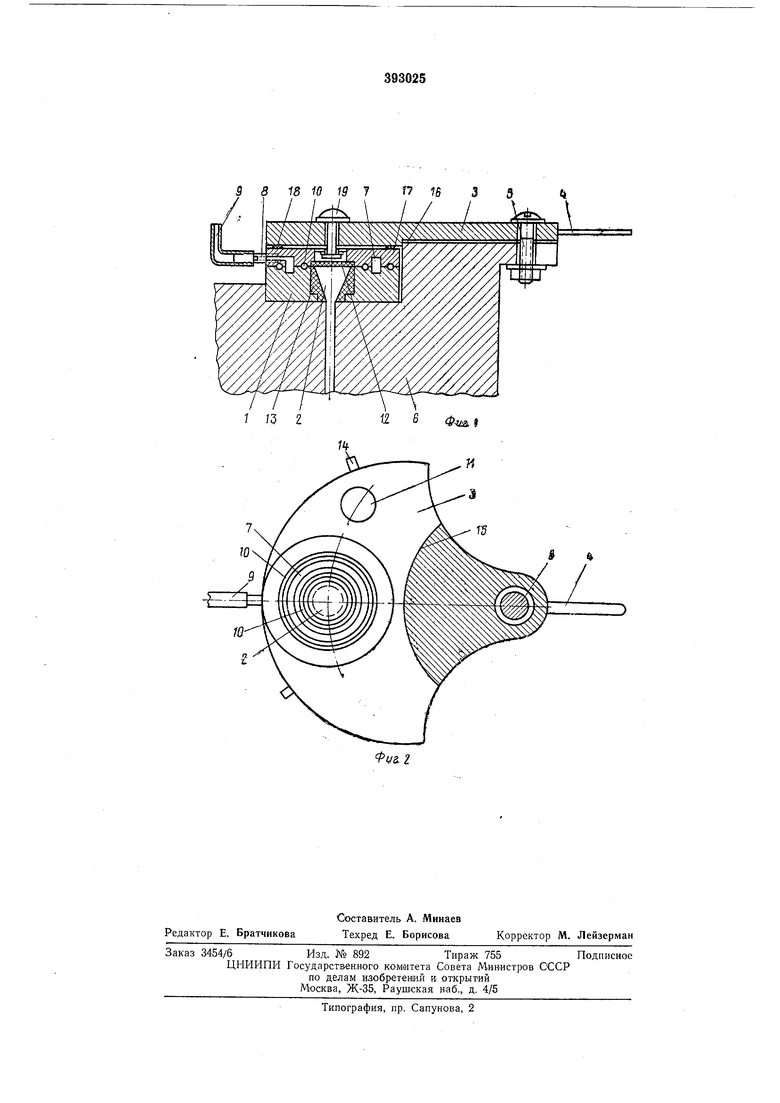
На фи.г. 1 представлен поперечный разрез описываемого устрой ства (литниковая система заперта); на фи;г. 2 - то же, горизонтальный разрез.
Устройство включает стакан 1, IB котором размещена лит1Никовая воронка 2, и поворотную заторную задвижку 3, вращающуюся при помощи рукоятки 4 вокруг оси 5, закрепленной IB литейной форме 6. Задвижка 3 и стакан / имеют общий кольцевой канал 7, соединенный через резьбовое отверстие щтуцером 8 с отсасывающим трубопроводом 9. В задвижке 3 и стакане 1, кроме кольцевого канал-а 7, выполнены кольцевые каналы 10, в которые закладываются уплотнения. Задвижка 3 имеет эксцентрично расположенное относительно диаметра заслонки отверстие 11, равное диаметру воронки 2 и служащее для заливки жидкого металла. В задвижке 5 и стакане 1 имеются огнеупорные вставки 12 и 13, служащие для тепловой изоляции задвижки ,3 и стакана / от воздействия жидкого металла.
Поворот задвижки в обе стороны ограничен упорами М, расположенными на задвижке и литейной форме. Пунктиром на фиг. 2 показано местоположение воронки 2.
С целью предотвращения (возможности смещения каналов, расположенных в задвижке 5 и стакане 1, вследствие смещения задвижки относительно оси 5 (в результате люфта), в з,адвижке выполнен секторный уступ 15 но окружности, центр которой находится на оси 5. По такому же радиусу выполнена ириле;гающая к задвижке бокова1Я часть 16 формы 6. При вращении задвижки уступ 15 скользит ио боковой части 16 формы 6, что предотвращает смещение кольцевых каналов. С целью более надежного совпадения ка«алов 7 и 10 при возможиасти коробления задвижки 3 (от теплавото воздействия), каналы 7 Е 10 размещены в диСке 17, закрепленном в большой задвижке 3 через резиновую про- 5 кладку 18 вИНтом 19. Устройство работает следующим образом. Паред з аливкой .металла в форму рукояткой 4 устанавливают задвижку IB положение, при котором отверстие // совмещается с от- ю верстием воронки 2. По окончании заливки металла в форму 6 рукояткой 4 поворачивают задвижку 3 в положение (до упора), при котором задвижка 3 полностью перекрывает воронку 2 и происходит совпадение 7, 15 и отк1рыва1ют кран отсасывающего трубоеровода 9. После включения отсоса в кольцевой полости создается вакуум, и задвижка 3 плотно лрилсимается к стакану 1 литейной формы 6 (благодаря силе атмосферного дав- 20 ления) и плотно запирает жидкий металл в литниковой воронке 2. Фор;Му iHOsopaqHiBatot на 180° для кристаллизащии металла. ВСЯ операция занимает 2-3 сек. После з атвердевалия металла и по:ворота формы 6 в пер.воначальное положение ловоротам крана на трубоироводе 9 стравливают вакуум и поворачиаают задвижку 3 в нервоначальное положение для повторной зали1Вки. Предмет изобретения Устройство для запирания Литнико1вой системы при реверсивном способе литья, включающее стакан с литниковой воронкой, выполяенные в литейной форме, и поворотную запорную задвижку с эксцентричным отверстием, отличающееся тем, что, с целью повыщения надежности затирания жлдкого металла в литейной форме, стакан и залорная задвижка сна|бжены общей кольцевой полостью, соединенной с вакуумной системой.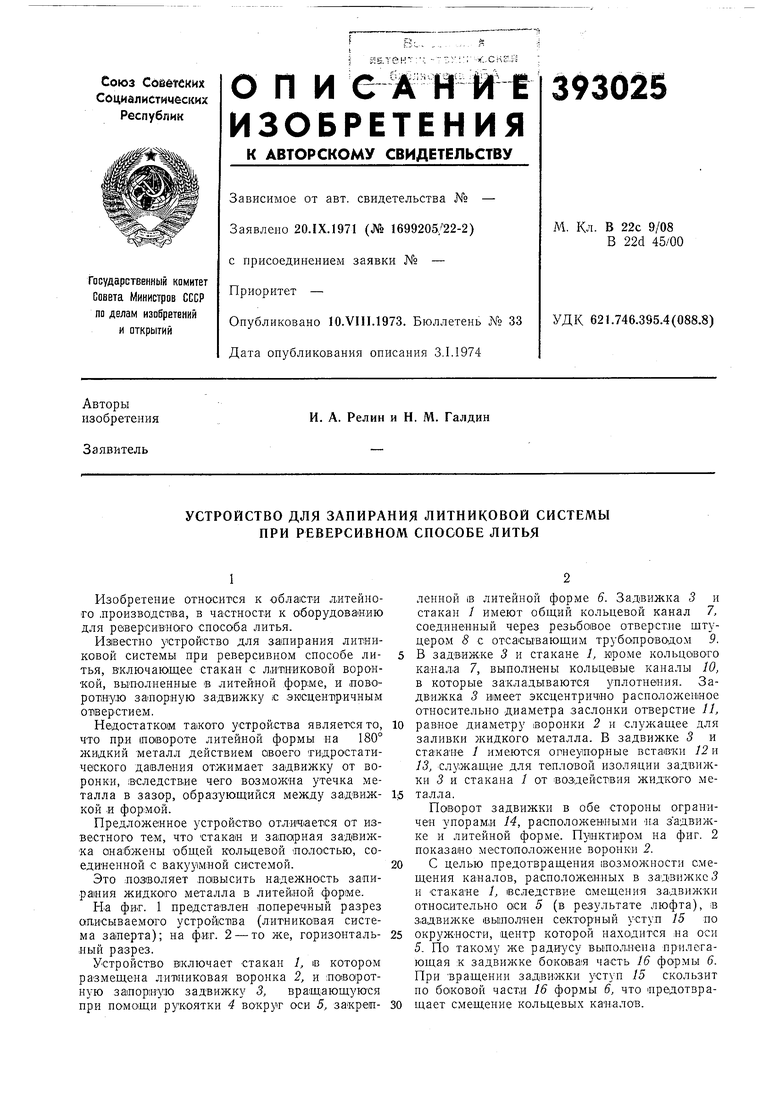
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2004 |
|
RU2274546C1 |
| Устройство для отливки зубных протезов под давлением | 1989 |
|
SU1662545A1 |
| ФОРМА ДЛЯ РАЗЛИВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА, СОДЕРЖАЩАЯ МЕХАНИЗМ СОЕДИНЕНИЯ ДЛЯ ЗАЩИТНОГО КОЖУХА, ЛИТЕЙНАЯ УСТАНОВКА ДЛЯ РАЗЛИВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА И СПОСОБ РАЗЛИВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2022 |
|
RU2840555C2 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2005 |
|
RU2299782C2 |
| СИСТЕМА ЛИТЬЯ | 2018 |
|
RU2760016C2 |
| Универсальный блок для сменных пакетов литья под давлением | 1987 |
|
SU1593779A1 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| Устройство для литья" | 1976 |
|
SU556893A1 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |