Изобретение .может быть июпользовано в станкостроении для об.ра1бот1ки сложных криволинейных |новерхностей типа турбинных лопато к и изделий подобного типа.
Известны (копировально-фрезерные стайки со стойкой, Несущей направляющие для блока фрез, и устройством для за креплевия детали.
Для улучшения условий эюсплуатащш в предлагаемом |СтаН|ке стойка снабжена дополнительны-ми на1клонньши напра вляющими, по которым перемещается вышолневное IB виде стола. ус11ройство для за1крвпления детали, ;а направляющие для блока фрез расположены .горизонтально и фрезы установлены -пер п вндй1ку л я р н о и М.
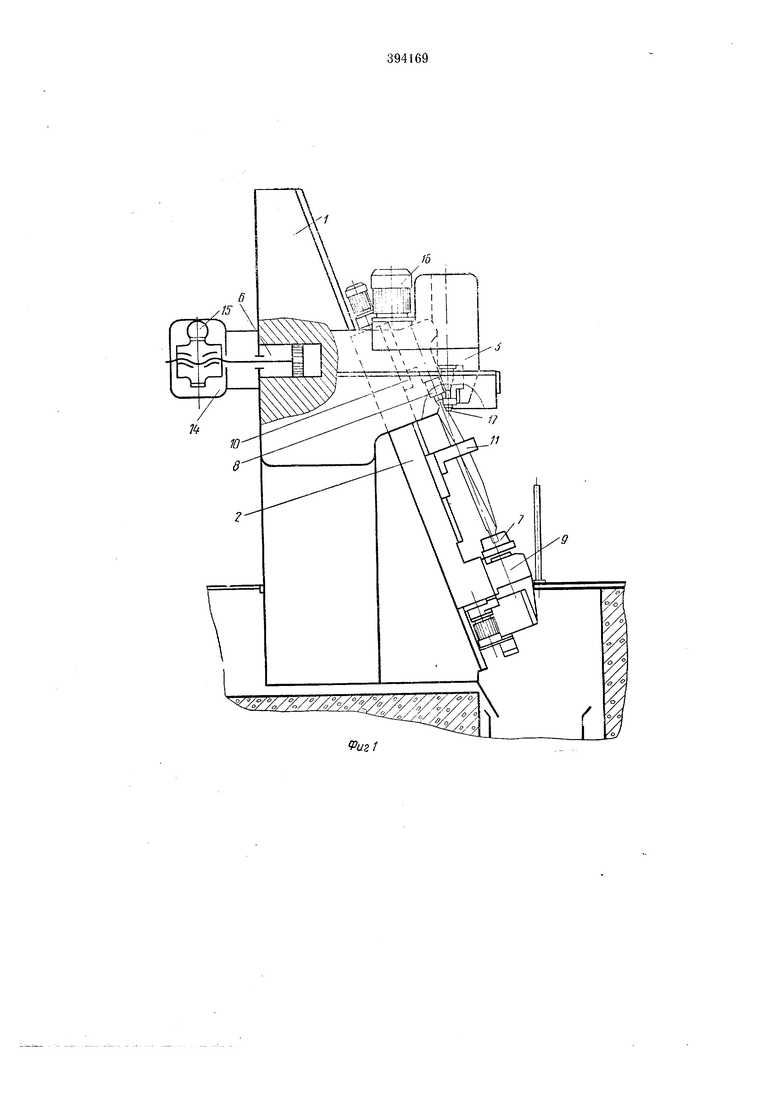
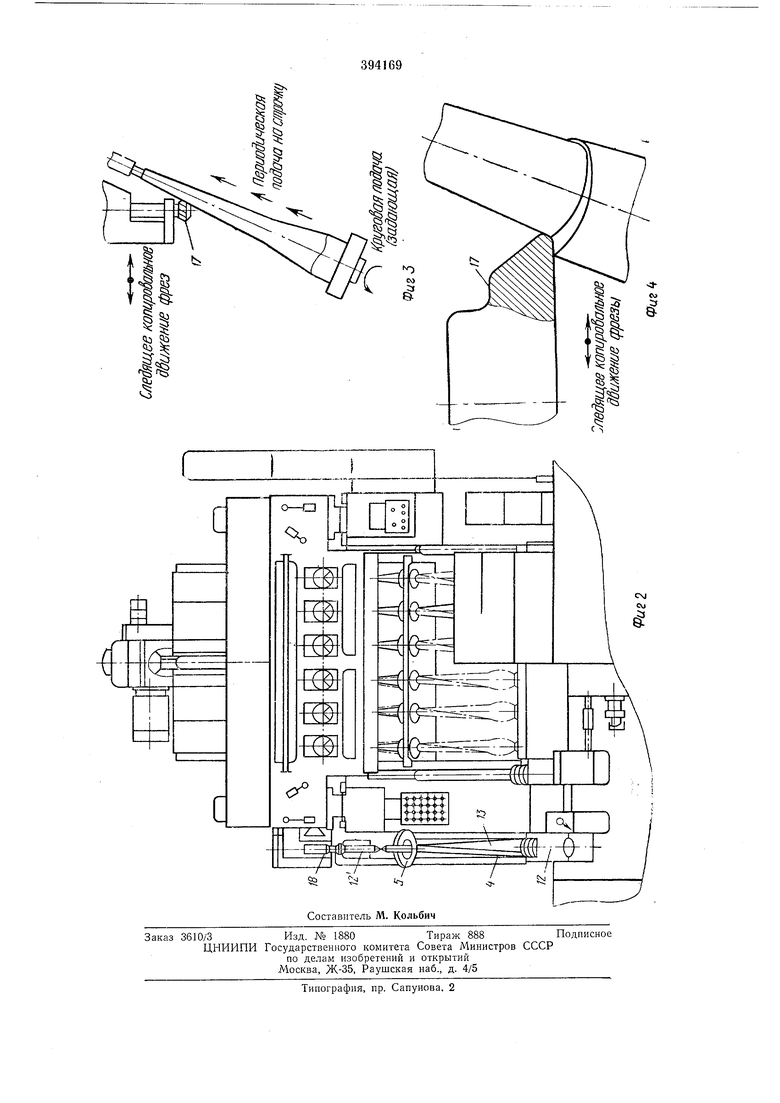
На фиг. 1 Показам оп-исьиваемый стаяак, вид слева; на фиг. 2 - то же, вид опереди; на фиг. 3 - схема лодач юри фрезеровании; на фиг. 4 - схема расположения фрезы относителыно обрабатываемой детали.
На передней ллоокости стойки / шод углом 20° а верТ1И1кал:И размещены -натравляющие для стола 2 изделия. С боковых сторон стойки / размещены горизонтальные натравляющие, предназначенные для пере-мещения рамы 3.
С левой стороны стойки / заафеплена стойка стола 4 модели и указатель 5 кромок, IKOторый представляет собой следящее устройство, управляющее режимом работы станка. Внутри стойки / расположено устройство коиировальных ПОдач - цилиндр 6. Стол 2 изделия нредиазпачен для установки на нем
обрабатываемых изделий в зажимных приспособлениях 7. Верхние 8 п нижние 9 прнводы ло:пато:К размещены на санях 10. Люнеты //, используют в качестве подводи.мых опор для обрабатываемых лопаток. Люнеты
// выполнены подвижными относительно фрез и снабжены незавиои:МЫМ регулируемым приводом.
К столу 2 изделия ирисоедниен стол 4 модели, на котором установлены нижняя бабка
12 модели, верхняя бабка 12 модели и модель 13. Предусмотрено реверсирование .движения модели (для обработки правых левых лопаток). На за.тией балке рамы 3 закреплен суммируюиип мехаиизм 14 с щарижовой гайкой, иредназначенный для суммирования движеиия от главного копировального цилиндра 6 и от корректируюидего цилиндра 15. На передней балке рамы 3 расположен главный привод 16 движения фрез
17, а также гидродатчик 18.
Станок работает следующим образом. Одновре енное фрезерование профиля шести турбинных лоиаток производится кругоВЫЛ1 методом - поиеречны,ми строч1ками -при
помощи объемного копира.
Копировальное устройство .гидравлическое.
Гидравлическая следящая еистема -станка построена ню при1нци1иу жеспкой связи между котировальной (движение фрез) « задающей (вращение лоиатки) ;подачами.
За ОДНИ оборот каждой об рабаты ваеМОЙ лопатки происходит равномерное снятие припуска с корыта и ОПИН1КИ Л01пат1ки ((поочередно). При этом скорость вращения лопато к, т. е. задающая подача, .иаменяется в за висиLMOCTin от радиуса обра6от1КИ;.
Режим задающей лодачи сту1пенчато 1меняется ,в зависимости от форумы обра.батьвваемой поверхности. При .ке спиики скорость задающей 1иодачи выше, лри обработке исорыта - ииже. Это необходимо для сохранения юостояняой технологической скорости лодачи при o.6pai6oTiKe сииеки и корыта лапатки. Кроме того, когда фреза находится против кром1ки лопатки (лоиатка обладает наибольшей жесткостью) происходит подача на строчку.
Изменение скорости вращения лопатки в .момент (Прохождения -через 1кром1ку, а таасже иодача иа стрОЧ1ку производится ,по сипналу указателя 5 :кромак, приео.димого во вращение моделью.
iBo время одного оборота турбияных лопаток фрезы .последовательно переходят со спинок лопаток на .кромасу, затем на корыто лопато1К и вновь иа кромку. О.бработка сиинки и кромок лопатки вадется на уакоре.нн10;м режиме, а абра:бот1ка корыта лопатки иа .дленно-м. Изменение режима .осуществляется следующим Oi6pai30M.
При переходе .фрезы со опивк-и «а .корыто вращающейся модели проходит (МИмо
ролика гидродатчика, лапесток указателя кромок 5 проходит через беско та1ктный .конечный (выключатель. В результате подается си1гнал о переходе на замедленный режим вращения лопатки, а та.кже подается К01манда о 1пере1меще.нии стола 2 на одну строчку и о перемещении люнетов также на одну строчку, но IB сторону, противоположную движению стола.
При переходе .фрезы с корыта на спинку «ро.мка 1Вра:щающеЙ1ся :М.одели проходит ми|МО ролика Гидродатчика, лепесток указателя кромок 5 проходит через бесконтактный конечиый выключатель. :В результате подается сигнал о переходе на ускоренный ре.жим вращения лопатки, а также команда о перемещении стола 2 еще на одну строч.ку и соответствую.щем перемещении люнетов .// на
строч|ку в сторону, противоположную двил ению стола.
П р е д ,м е т изобретения
.Копировально-фрезерный станок для о.бработки деталей типа турбинных лопаток со стойкой, -несущей напра.вляющие для блока фрез, и устройством для .закрепления детали,
отличающийся тем, что, с целью ул-учшения условий эксплуатации станка, стойка снабжена дополнительными наклонными направляЕощими, по которым перемещается вьшолнеияое В виде стола устройст1во для закрепления
детали, а направляющие для блока фрез расположены горизонтально и фрезы установлены перпендикулярно им.
Vuzi
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Копировально-фрезерный вертикальный многошпиндельный станок для обработки фасонных поверхностей пера лопаток ТРД | 1955 |
|
SU108750A1 |
| Способ обработки пера лопаток и устройство для его осуществления | 1976 |
|
SU555995A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК | 1965 |
|
SU174498A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ НА СТАНКАХ С ЧПУ МОДЕЛЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2011 |
|
RU2481177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2012 |
|
RU2498883C1 |
| Копировально-фрезерный станок | 1980 |
|
SU904917A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК | 1970 |
|
SU288509A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| АЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК | 1969 |
|
SU248448A1 |