Известны коиировально-фрезерные станки для обработки основного ирофиля турбинных лонаток.
Предлагаемый станок отличается от нзвестных тем, что в целях обеспечения последовательного фрезерования входных и выходных кромок лопатки, стол станка связан посредством реечной передачи с двумя копирами, взаимодействующими с рейками. Рейки вводятся в коитакт с коинрами посредством гидроцилнндров н поворачивают реечное колесо, соедииенное через зубчатые передачи со шпинделями станка.
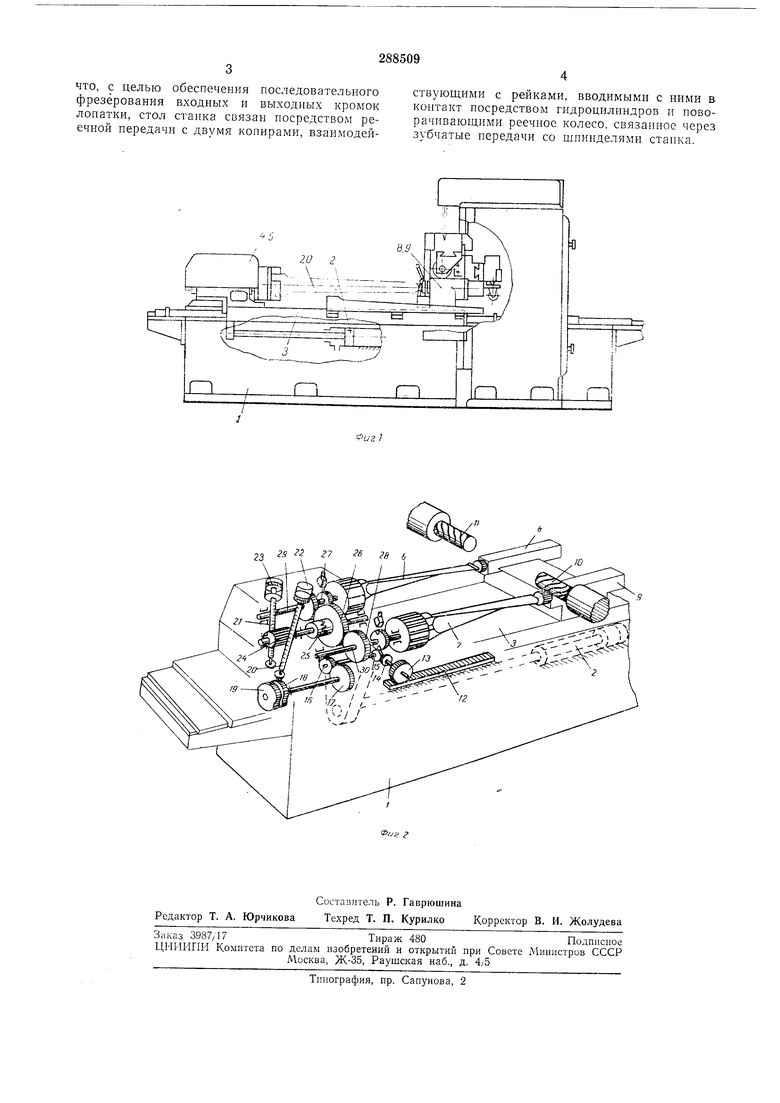
На фиг. 1 представлен общий вид предлагаемого станка; на фнг. 2 - его кинематическая схема.
По стаине 1 станка от гидроцилиндра 2 перемещается стол 3, несущий бабки 4 и 5 изделий 6 и 7, другой конец которых закреплен в задних бабках 8 и 9. Пнструменты (фрезы) 10 и 11 установлены в инструментальных бабках (на чертеже не показаны), иеремещаемых с помощью следящим систем. Па столе размещена рейка 12, связанная посредством зубчатых колес 13, 14, 15, 16 и 17 с плоскими коиирами 18 и }9, с которыми поочередно (в зависимости от обрабатываемой кромки) взаимодействуют рейки 20 н 21. Перемещеиие последних до контакта с копирами осуществляется гидроцилиндрами 22 н 23. Рейки 20 и
21 зацепляются с шестерней 24, которая посредством муфты 25 сцепления и зубчатых колес 26, 27 и 28 передает вращение па шииилели 29 и 30 бабок зделия.
Станок работает следующим образом.
При движении стола, закреиленная на ием рейка 12 вращает коинры. В зависимости от обработки входной нли выходной кромок, гидроцилиндры 22 и 23 вводят в контакт с соответствующими копирами 18 пли 19 рейки 20 или 21. Профили копиров определяют характер связи между 11еремеи;ением сгола и поворотом изделия (6 и 7), обеспечивая тем самым фрезерование кромки по заданному закону.
Гндроцилиндры 22 и 23 обесиечивают также поворот щиииделей на фиксированный угол при переходе с обработки входной на выходную кромки. Муфта сцеилеиия paз U5lкaeт цепп поворота
шпинделей в том случае, если ведется обработка лопаток уирощенпого профиля.
Предмет изобретения
Конировально-фрезериый станок для обработки турбинных лопаток со шпиндельными бабками, управляемымп следящими системами н столом, Г1еремещаемым возвратно-поступательно, с установленнымп на нем бабкой
что, с целью обеспечения последовательного фрезерования входных и выходных кромок лопатки, стол станка связан посредством реечной нередачи с двумя копирами, взаимодействующими с рейками, вводимыми с ними в контакт посредством гидроцилиндров и поворачивающими реечное колесо, связанное через зубчатые нередачи со шпинделями станка.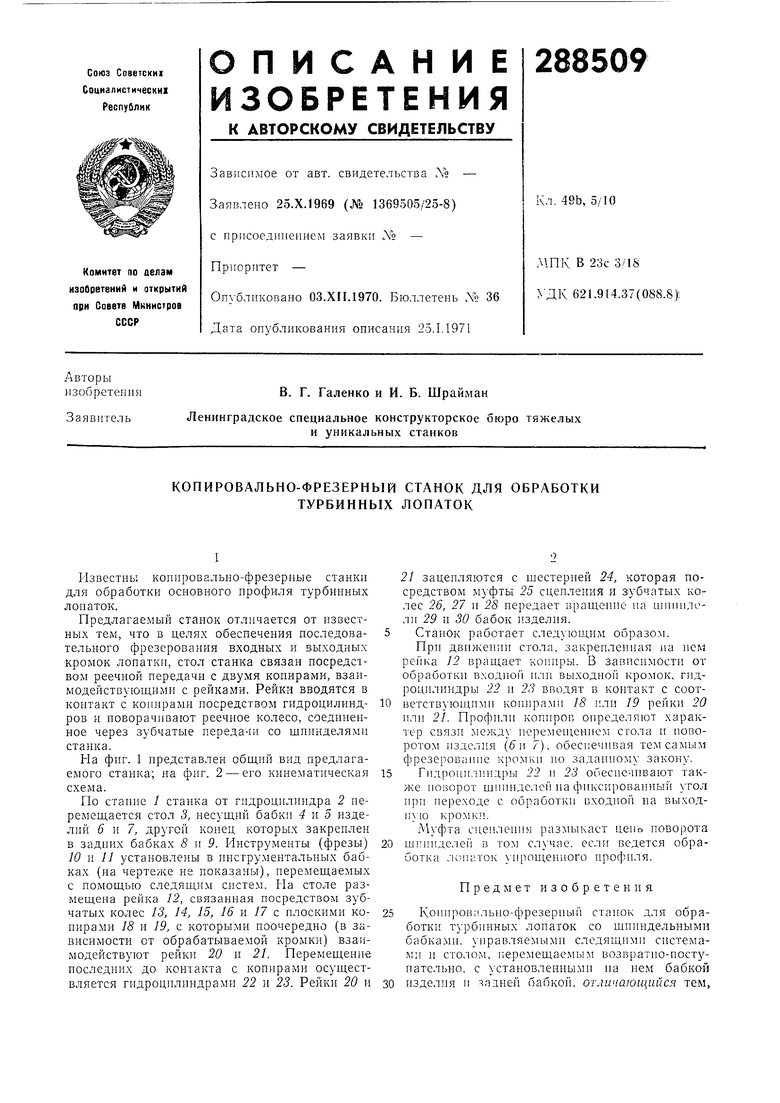
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Полуавтоматический гидрокопировально-фрезерный станок для обработки лопастей воздушных винтов | 1959 |
|
SU133351A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Копировальный станок | 1979 |
|
SU795898A1 |
| Станок для фрезерования червяков | 1980 |
|
SU984750A2 |