Предметом изобретения является много шпиндельный копировальнофрезерный станок вертикального типа для одновременной обработки лопаток ТРД со стороны корыта и со стороны спинки.
Известны копировально-фрезерные станки для одновременной обработки нескольких лопаток методом поперечных строчек с одной стороны пера.
Описываемый станок отличается от известных тем, что обработка всех лопаток ведется одновременно со стороны корыта и со стороны спинки, что зттраняет деформацию перьев в процессе фрезерования и способствует повышению производительиости обработки.
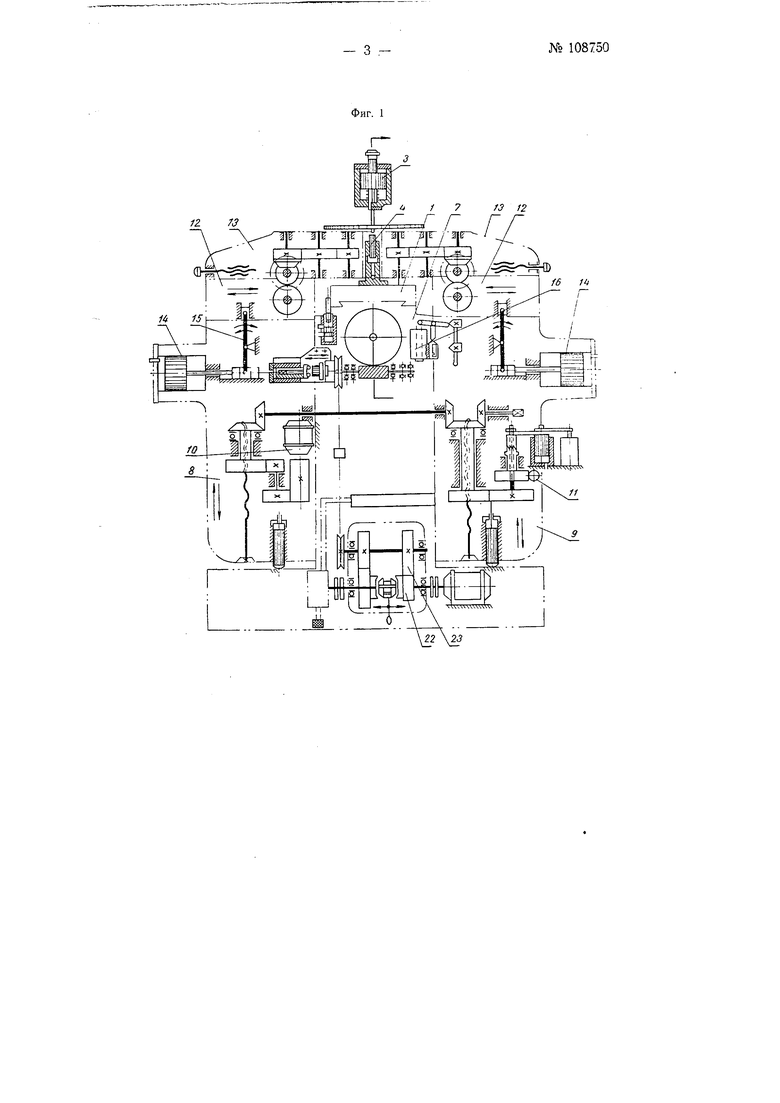
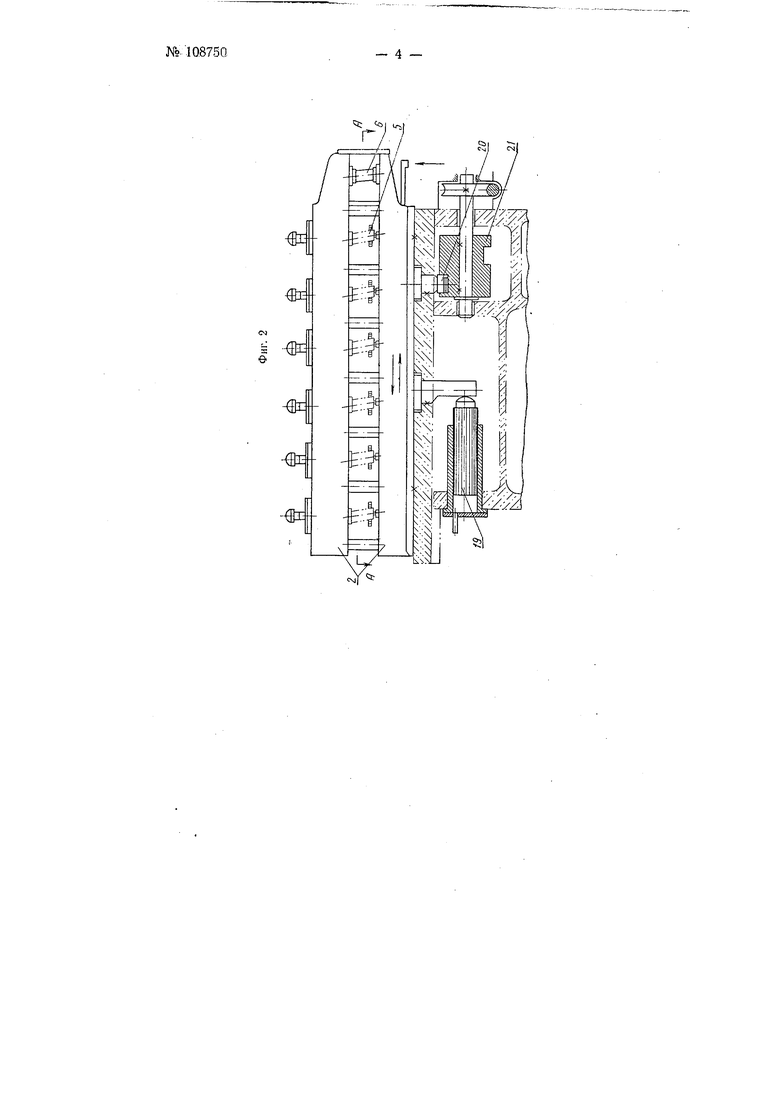
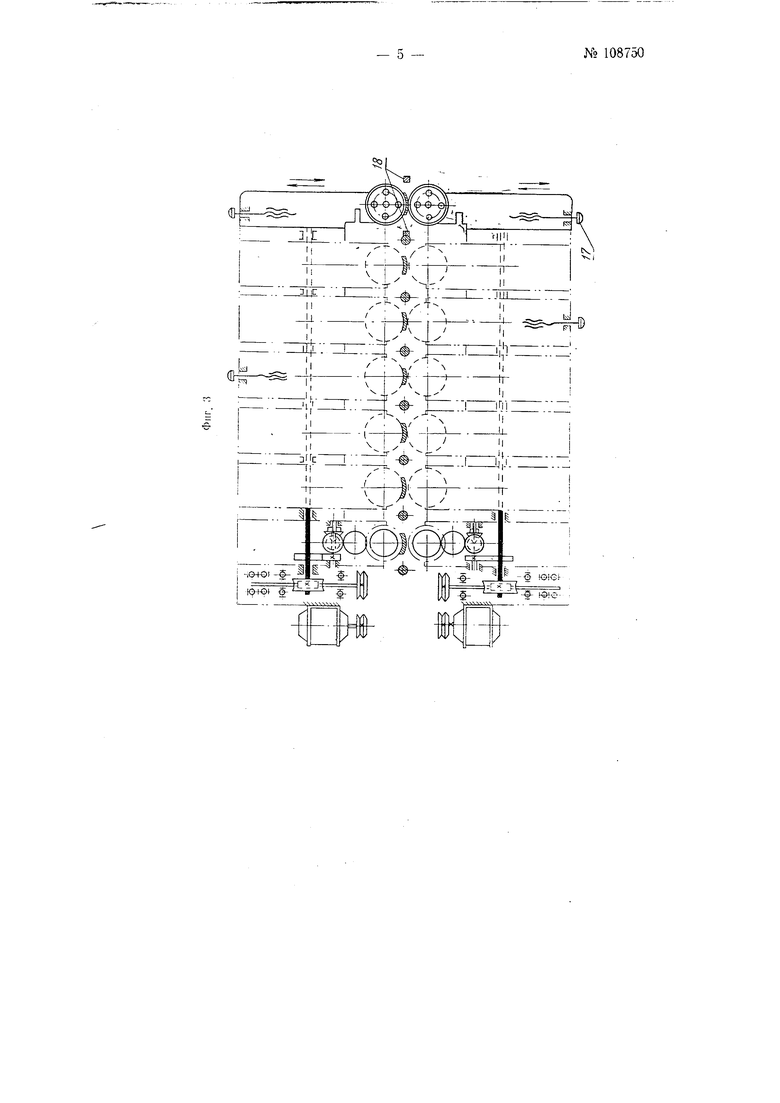
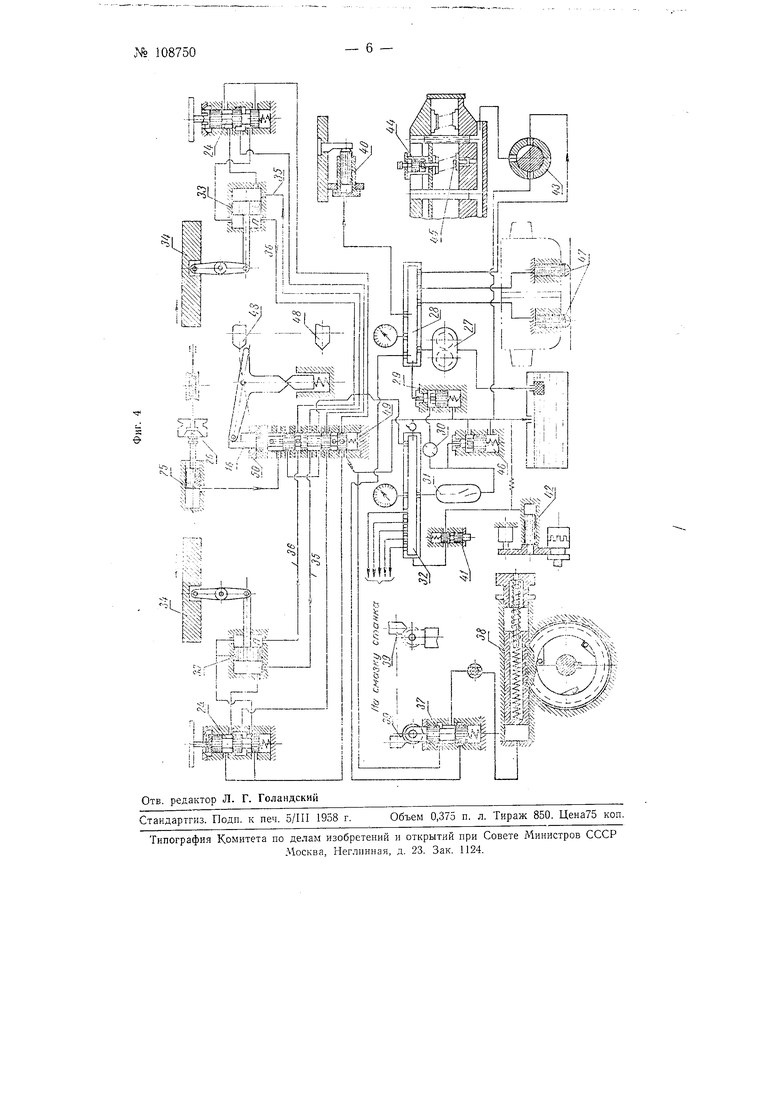
На фиг. 1 показана кинематическая схема станка; на фиг. 2 - схема рабочей зоны станка; на фиг. 3 - разрез по АА на фиг. 2; на фиг. 4 - гидравлическая схема станка.
На стол / станка установлено многоместное приспособление 2 с копиром-эталоном лопатки. Нриспособление состоит из двух балок, связанных штангами. В верхней балке имеются
плунжеры и, г is нижней - плунжеры 4 для зажпма лопаток 5, устанавливаемых в приспособлении вертикально, замком вверх. Копир-эталон 6 устаиовлеи в одну липшо с лопатка ПI. Стол / перемещается вместе с лопатками возвратно-поступательно в горпзонтальном направлении. Это движение при фрезеровании служит продольной подачей. К станине 7 станка с обеих сторон примыкают консоли 8, 9. Консоли имеют только два вертикальных перемещения: одно вверх для ускоренного подъема от электродвигателя 10 и второе вниз от гцдротолкателя // д,-)я рабочей поперечной подачн фрез.
На каждую из консолей установлена плита 12 с фрезернымн головками 75, получающими по отношению к столу ноперечное перемещение от гидроцилиндра 14 через рычаг 15. Цилиндр управляется золотником 16, установленным на суппорте плиты 12.
Фрезерные головки 13 имеют общий для каждой стороны привод. Каждая головка может независимо перемещаться вдоль оси для компенсации разности д;{аметров фрез. Перемещение золотника по суппорту с пониусом 17 дает возможность регзлировать глубину резания i количество проходов.
Копирование корыта и спимки происходит от дву.к разных золотников, а для предупреждения набегания фре; друг на друга при выходе служат уиоры 18.
Фрезерование происходит в обе стороны: по гюд,аче и против подачи, причем .люфт устраняется гидравлическим поджимом стола 19 через ролик 20 к враи1аюш,емуся барабану 21 со спиральной канавкой. Таким образом осуществляется возвратно-поступательное движепис стола. В конце каждого хода стола происходит опускание консолей, т. е. поперечная подача фрез. Редуктор с зубчатыми колесами 22, 23 служит для умеиьгиенпя числа двойных ходов стола.
На фиг. 4 золотник 16 изображен в крайнем верхнем поло}кеиин. При этом копировальный золотник 24 отключен, а плунжер 25 соединен на слив, ко - усиый фрикцион 26 выключен и продольная подача стола прекраи ;ена.
В этом положении масло от насоса 27 поступает в колодку 28 и, пройдя через редукционный клапан 29, поступает через фильтр 30, гаситель пульсаций 31 и колодку 32 п золотник 16. Затем масло проходит в задние по.юсти цилиндров 33. а из передних полостей выходит на слив. При это.м фрезы, установ. иа плитах 34, отводятся.
Для осуществления рабочего процесса золотник 16 переключается до отказа вниз, при этом трубопроводы 35 и 36, служаnuie для отвода фрез, выключаются, а копировальные золотннкн 24, с помон1ью которых подводятся фрезы и осуществляется копирование, а также плунжер 25, вКоТючаготся.
Через фрикцион плунжер 25 включает продольную подачу стола. Золотник 37 служит для включения рейки 38, опускающей консоли для поперечгюй подачи фрез на строчку. Опускание осуществляется при каждом крайне.м положении стола от упоров 39. Плунжер 40 осуществ.чяет выборку зазора для возможности фрезерования по подаче и против подачи. Гидрокнопка 41 и плунжер 42 включают ускоре1И1ЫЙ подъем консолей вверх.
Кран 43 и плунжеры 44 и 45 осуществляют зажим .юпаток. Клапап 46 служит для сливания избытка масла в бак. Плунжеры 47 облегчают вес консолей. Упоры 48 подводят или отводят фрезы от .топаток по окончании рабочего хода. Пружщта 49 уравновещивает золотиик 16, а кольцо 50 предупреждает переме1цение золотника после переключения.
Предмет и з о б р е т е п и я
Копирова.тьно-фрезерный вертикальный многошпиндельный станок для обработки фасоиных поверхностей пера лопаток ТРД, снабженный гидравлическим следящим устройством, управляюи:им одновременно всеми подвижными фрезериыми головками, работающими по способу узких поперечных строчек, о т л и ч ающнйся тем, что, с целью устранения деформаций тонких иерьев лопаток в процессе фрезерования и повышения производительпости обработки, фрезерные головки помещеиы по обе стороны ряда заготовок со стороны корыта и со стороны спинки таким образом, что точки контакта фрез с обрабатываемой поверхностью с обеих сторои каждой заготовки располагаются па обшей нопмали к направлению горизонтального переметцення по ипфине пера лопаток.
II
.
4./7
« /г
i г г
S ВЦ / 3IE / /

| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный копировально-фрезерный станок для двусторонней обработки фасонных поверхностей | 1976 |
|
SU619298A2 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1973 |
|
SU394169A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК | 1965 |
|
SU174498A1 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |
| Станок с программным управлением | 1980 |
|
SU901001A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Способ копирной обработки криволинейных профилей на металлорежущих станках | 1956 |
|
SU107790A1 |