1
Извест&и способ дуговой юварки t колебаниямй электрода поперек стыка н выдержкой его на кромках, однако известный способ «е обеопечивает автоматической многопроходной iCBaipiKH В 1потол10Ч1НО;М положении н иа верти.кальной -плоскости на -.подъем.
С целью устранения указанных недостатков предлагается сообщать электроду дололнительные колебания ino кромкам сты1ка, обеспечивая .возвратнонпоступательное шеремещени« дупи вдоль каждой из свари:ваемых кромок, Причем частота дополнительных колебаний должна быть В два раза больше частоты колебаний элекирода тапврек стыка.
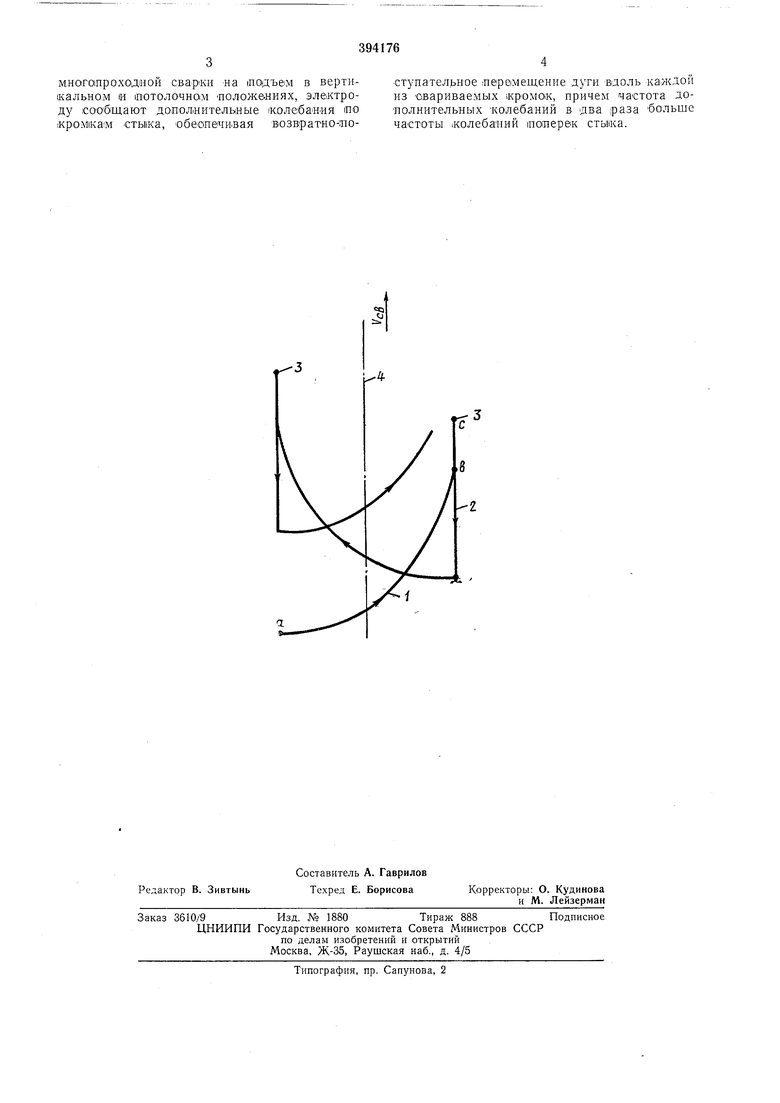
На чертеже -изображена траектория inepeмещения электрода Относите яьно оси шва, где: / - траектория перемещения электрода поперек стыка, 2 - траектория дополнительного 1пе|рем€Щения электрода, 3 - крайние ТО-Ч1КИ траектории, 4 - ось Ш1ва.
,Toi4iKH а, 6, с и а ограничительные уча. траектарии.
П|редла-гае.мый способ осуществляется следующим образам.
П-осле возбуждения .сварочной дуги электр«д (перемещают: одновременно (В поперечно-м и продольном, совпадающем со скоростью сварки, направлении, IB результате чего получают траекторию 1. При подходе электрода к кромке стыка iR точ1ке b таперечное |перемещение электрода прекращают и сообщают ему дополнительные колебания по прямой 2, параллельной оси щва 4, с частотой в два раза большей частоты поперечных колебаний, обеспечивая тем самым возвратно-1поступательное перемещение дуги от точки с до точки а . При этом эффективную тепловую мощность дуги уменьшают на 5-35% от номинальной за счет, например, увеличения ее длины.
В результате вдоль 1кромки стыка получают узкий валик с плавным переходом к основному металлу, обеспечивающий подп)1тку основной сварочной ванны с ее боковых поверхностей.
При этом, изменяя соотношение между скоростями перемеи1.ения электрода в направлении сварки и нао.борот, можно регулировать .профиль поперечного сечения шва и глубину проплавлени я.
По достижении точки а весь цикл повторяют при непрерывном и равнол1ерном перемешении сварочной головки вдоль стыка.
Предмет и з о б р е т сн и я
Способ дуговой сварки, преимущественно пла вящи1мся .электродом с колебания1ми поперек стыка и выдержкой его иа кром1ках, огличаю1цийся тем, что, с целью обеспечения
многопроходной сварачи на подъе в вертикальном и 1ПЮТОЛОЧНОМ положениях, электроду сообщают дополиительные (колебания по жром1кам €ты1ка, обеспечивая возвратно-поступательное лерамещенне дуги вдоль каждой из свариваемых :кромо1к, причем частота дополнительных колебаний в два раза больше частоты |КолебаИий поперек стьика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ автоматической дуговой сварки швов с переменной шириной разделки кромок | 1979 |
|
SU859071A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1530374A1 |
| Способ автоматической дуговой сварки | 1980 |
|
SU941052A1 |
| Способ управления перемещением сварочной горелки относительно стыка | 1980 |
|
SU975276A1 |
| Способ автоматической электродуговой сварки стыковых соединений | 1980 |
|
SU963757A1 |
| Способ многоэлектродной сварки | 1984 |
|
SU1316766A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТАЛЬНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬС (ВАРИАНТЫ) | 1998 |
|
RU2136465C1 |