(54) АГРЕГАТ ПРЕРЫВНО-ПОТОЧНОГО ПРОИЗВОДСТВА СТРОИТЕЛЬНБ1Х ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU975405A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1984 |
|
SU1206018A1 |
| Линия для производства строительных изделий | 1985 |
|
SU1306718A1 |
| Конвейерная линия для изготовления строительных изделий | 1980 |
|
SU897517A1 |
| Конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1742051A1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |

1
Изобретение относится к производству изделий сборного бетона и железобетона.
Наиболее близким к предлагаемому является агрегат прерывно-поточного производства строительных изделий, содержащий смонтированный на основании конвейер для перемещения форм-вагонеток, вдоль которого в технологической последовательности расположены посты распалубки, чистки, смазки и сборки, установки арматуры, укладки и уплотнения бетонной смеси, и соединенную по торцам с концами конвейера передаточными тележками с толкателями камеру тепловлажностной обработки 1.
Недостатком известного агрегата являются больщая длительность изготовления изделий вследствие больших потерь времени на загрузку камеры тепловлажностной обработки и непроизводительные расходы тепла на входе и выходе последней.
Цель изобретения - сокращение времени изготовления и уменьшения потерь тепла.
Указанная цель достигается тем, что в агрегате прерывно-поточного производства строительных изделий, содержащем смонтированный на основании конвейер для перемещения форм -вагонеток, вдоль которого в технологической последовательности расположены посты распалубки, чистки, смазки и сборки, установки арматуры, укладки и уплотнения бетонной смеси, и соединенную по торцам с концами конвейера передаточными тележками с толкателями камеру тепловлажностной обработки, каждый торец камеры тепловлажностной обработки выполнен с подвижными в поперечном на,0 правлении щитами с упорами, а передаточные тележки - с контактирующими с последними выдвижными захватами.
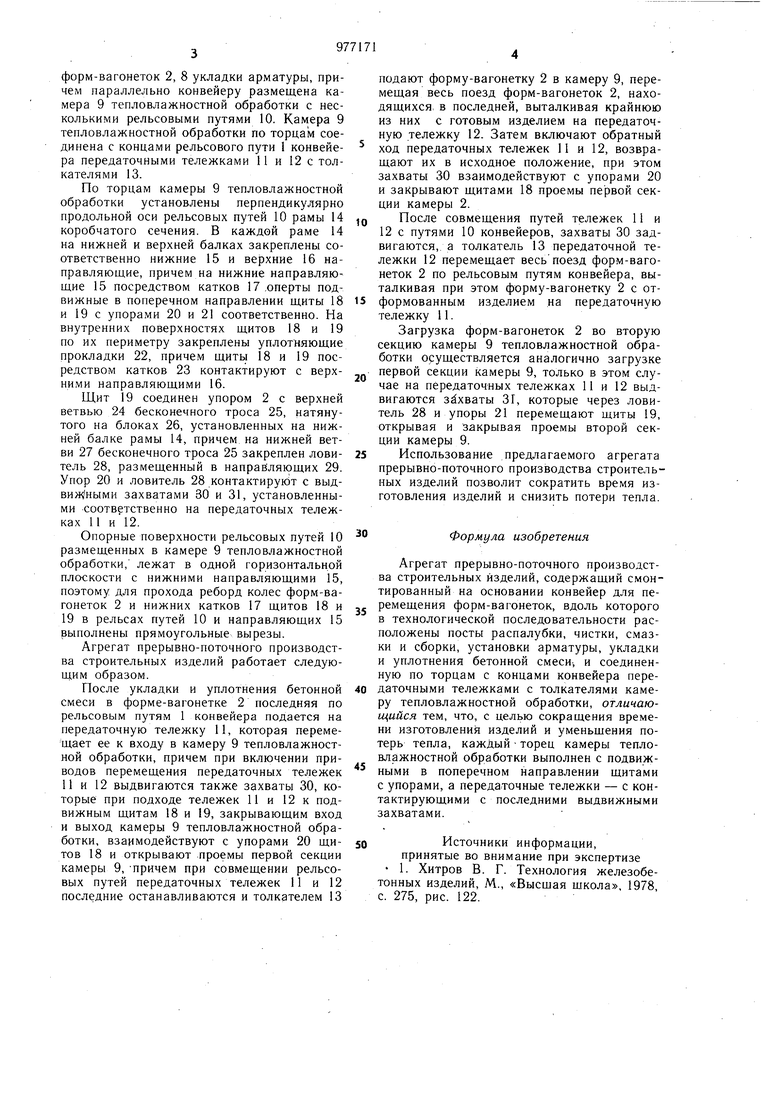
На фиг. 1 схематично изображен агрегат прерывно-поточного производства строительных изделий,вид в плане; на фиг. 2 -
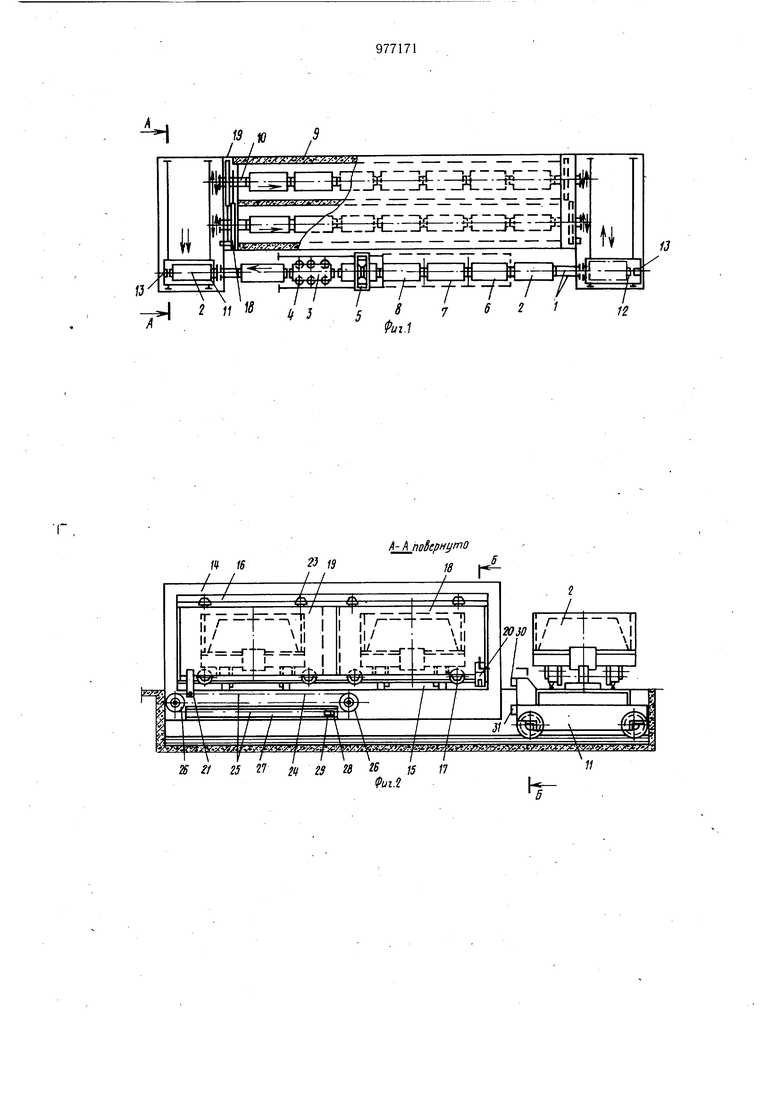
15 разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3.
Агрегат прерывно-поточного производства строительных изделий состоит из конвейе2Q ра с рельсовыми путями 1, на которых установлены формы-вагонетки 2, причем вдоль конвейера в технологической последовательности расположены посты 3 формования (с виброплощадкой 4 и бетоноукладчиком 5),6 распалубки, 7 чистки и смазки
форм-вагонеток 2, 8 укладки арматуры, причем параллельно конвейеру размещена камера 9 тепловлажностной обработки с несколькими рельсовыми путями 10. Камера 9 тепловлажностной обработки по торцам соединена с концами рельсового пути 1 конвейера передаточными тележками 11 и 12 с толкателями 13.
По торцам камеры 9 тепловлажностной обработки установлены перпендикулярно продольной оси рельсовых путей 10 рамы 14 коробчатого сечения. В каждой раме 14 на нижней и верхней балках закреплены соответственно нижние 15 и верхние 16 направляющие, причем на нижние направляющие 15 посредством катков 17 .оперты подвижные в поперечном направлении щиты 18 и 19 с упорами 20 и 21 соответственно. На внутренних поверхностях щитов 18 и 19 по их периметру закреплены уплотняющие прокладки 22, причем щитьг 18 и 19 посредством катков 23 контактируют с верхними направляющими 16.
Щит 19 соединен упором 2 с верхней ветвью 24 бесконечного троса 25, натянутого на блоках 26, установленных на нижней балке рамы 14, причем на нижней ветви 27 бесконечного троса 25 закреплен ловитель 28, размещенный в направляющих 29. Упор 20 и ловитель 28 контактируют с выдвил ными захватами 30 и 31, установленными соответственно на передаточных тележках 11 и12.
Опорные поверхности рельсовых путей 10 размещенных в камере 9 тепловлажностной обработки, лежат в одной горизонтальной плоскости с нижними направляющими 15, поэтому для прохода реборд колес форм-вагонеток 2 и нижних катков 17 щитов 18 и 19 в рельсах путей 10 и направляющих 15 выполнены прямоугольные вырезы.
Агрегат прерывно-поточного производства строительных изделий работает следующим образом.
После укладки и уплотнения бетонной смеси в форме-вагонетке 2 последняя по рельсовым путям 1 конвейера подается на передаточную тележку 11, которая перемещает ее к входу в камеру 9 тепловлажностной обработки, причем при включении приводов перемещения передаточных тележек 11 и 12 выдвигаются также захваты 30, которые при подходе тележек 11 и 12 к подвижным щитам 18 и 19, закрывающим вход и выход камеры 9 тепловлажностной обработки, взаимодействуют с упорами 20 щитов 18 и открывают проемы первой секции камеры 9, -причем при совмещении рельсовых путей передаточных тележек II и 12 последние останавливаются и толкателем 13
подают форму-вагонетку 2 в камеру 9, перемещая весь поезд форм-вагонеток 2, находящихся, в последней, выталкивая крайнюю из них с готовым изделием на передаточную тележку 12. Затем включают обратный
ход передаточных тележек 11 и 12, возвращают их в исходное положение, при этом захваты 30 взаимодействуют с упорами 20 и закрывают щитами 18 проемы первой секции камеры 2.
После совмещения путей тележек 11 и 12 с путями 10 конвейеров, захваты 30 задвигаются, а толкатель 13 передаточной тележки 12 перемещает весь поезд форм-вагонеток 2 по рельсовым путям конвейера, выталкивая при этом форму-вагонетку 2 с отформованным изделием на передаточную тележку 11.
Загрузка форм-вагонеток 2 во вторую секцию камеры 9 тепловлажностной обработки осуществляется аналогично загрузке первой секции камеры 9, только в этом случае на передаточных тележках 11 и 12 выдвигаются захваты ЗГ, которые через ловитель 28 и упоры 21 перемещают щиты 19, открывая и закрывая проемы второй секции камеры 9.
Использование предлагаемого агрегата прерывно-поточного производства строительных изделий позволит сократить время изготовления изделий и снизить потери тепла.
Формула изобретения
Агрегат прерывно-поточного производства строительных изделий, содержащий смонтированный на основании конвейер для перемещения форм-вагонеток, вдоль которого в технологической последовательности расположены посты распалубки, чистки, смазки и сборки, установки арматуры, укладки и уплотнения бетонной смеси-, и соединенную по торцам с концами конвейера передаточными тележками с толкателями камеру тепловлажностной обработки, отличающийся тем, что, с целью сокращения времени изготовления изделий и уменьщения потерь тепла, каждый торец камеры тепловлажностной обработки выполнен с подвижными в поперечном направлении щитами с упорами, а передаточные тележки - с контактирующими с последними выдвижными захватами.
0Источники информации,
принятые во внимание при экспертизе 1. Хитров В. Г. Технология железобетонных изделий, М., «Высщая щкола 1978 с. 275, рис. 122.
2i 13
W 16
I I
I t
T/
/ / ф---. I r T Л I I 2S 21 25 27 2i( tS гъ № /5 /7
A- f( па ернцто
r 18 j / Ф I/ r
