На стеклодувных автоматах конвейерного типа выдувание и формовка стеклянных изделий происходят на ходу трех синхронизированных конвейеров, а именно: в то время, как установленные на верхнем конвейере выдувные механизмы подают горячую стекломассу через выдувные отверстия среднего конвейера, формовочные механизмы на нижнем конвейере отформовывают изготовляемое изделие.
От правильной работы указанных механизмов ЗЗЕИСИТ качество выпускаемых автоматом стеклянных изделий, а также его бесперебойная работа. Между тем на практике регулировка механизмов автомата осуществляется на самих конвейерах, что не обеспечивает исправной работы отдельных механизмов автомата и влечет за собою простои автомата и брак в изделиях.
Предлагаемое приспособление имеет целью создать станд, ка котором возможно было бы подвергать каждый формозочный механизм предварительному испытанию со скоростями и в условиях работы, аналогичных условиям работы на конвейере, но до установки механизма на конвейере.
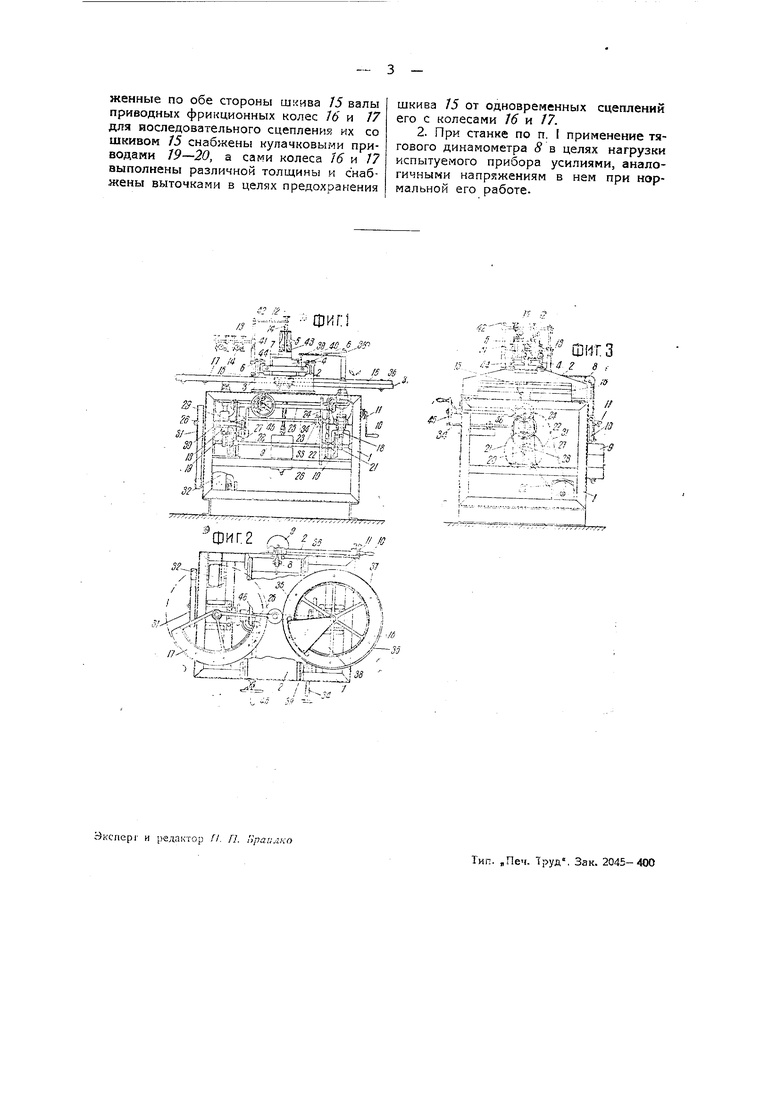
На чертеже фиг. 1 изображает общий вид станда с места обслуживания; на фиг. 2-вид станда сверху; на фиг. 3- вид его сбоку.
На металлическом каркасе 7 установлена основная плита 2, на рельсах 3 которой устанавливается испытуемый; механизм 4. Опоры 6 ограничивают подъем механизма.
С левой стороны, по фиг. 1 и 3, испытуемый механизм сцеплен с тяговыми крюками поперечной планки 7, а с правой стороны посредством тягового приспособления-с блочным подвесом 8, слу«(ащим тйгоБым динамометром. Груз 9 для блока выбирается таким, чтобы тягозыг элементы испытуемого механизма подверглись таким же тяговым усилиям, как м на конвейере автомата.
Рукоятки /1/ и собачна П для подъе 1а груза 9 во ергмя снятия и установки испытуемых мехг низмов.
Длз точной установки выдувнь;х формр предусмотрено устройство, состоящее ;з поворотных держателей- /2 к /3 с установленными на них измерительными мндикаторвми 4. С целью предотвращения качаний поворотных держателей с измеригелытыми индикаторами, поворотные деря;атели установлены на конических осях в конических подшипниках, затянутых гайками 4/ и 42. Шкалы измерительны .индикаторов 75 и 7 устанавливаются на ноль при помощи контрольных индикаторов.
Индикаторы на нижнем держателе 75 служат для проверки точности расстояния между центрами оси ската испытуемого механизма и центром первой выдувной формы, а также для проверки точности расстояния между центрами выдувных форм. Кроме того эти же индикаторы служат для определения степени биения опорной плоскости форм 43 в раздвижных щеках 44 испытуемого формовочного механизма. Индикаторы на верхнем держателе 13 служат для измерения степени биения самих выдувных форм. Для этих измерений испытуемому механизму сообщается вращение ручным маховичком 45.
Регулировка испытуемого механизма, а также его механическое испытание производятся следующими приемами.
Приводной шкив 15 испытуемого механизма помещают между фрикционным колесом 16 и сегментом фрикционного колеса 77. Вертикальные валы колеса и сегмента своими подпятниками 18 опираются при помощи роликов на кулачные шайбы 19. Вал 20 кулачных шайб 19 сцеплен шестернями 21 к 22 с передаточным валом 23, а последний при помощи зубчатой передачи 24 с валом 25, соединенным коническими зубчатыми приводами с валами колеса 16 и сегмента 17. Отношение указанных шестеренных передач выбрано таковым, что при каждом полном обороте колеса и сегмента происходит последовательный и периодический подъем и спуск их. Ручной привод от маховичка 45 связан с валом 25 посредством конических шестерен 46. Моторный привод состоит из последовательно сцепленных между собой шестерен 26-27-28-29, передаточного валика 30, шкива 31 и приводного ремня от электромотора 32. Переключение привода с ручного на моторный производится при помощи рычага 34 кулачковой муфтой 33.
Фрикционное колесо 16 и сегмент фрикционного колеса 17 вращаются и имеют поступательные перемещения одновременно в направлениях обратных друг другу.
Обод фрикционного колеса 16 снабжен по верхней окружности сцепления выточкою 35 (фиг. 1), которая расположена так, что во время сцепления фрикщионного сегмента 17 со шкивом /5, выемка 55 исключает возможность сцепления колеса 16 со шкивом 15. На фиг. 2 фиксирован момент выхода сегмента 17 из сцепления со шкивом 15 и тогда наступает момент сцепления колеса 16 со шкивом /5; во время вращения шкива 15 против выточки 55 обода колеса 16 последнее поднимается вверх до полного сцепления со шкивом 15 своего выступа 37 и затем опускается; в период сцеггления шкива /5с колесом 16 фрикционный сегмент 77 поднимается, обращенный к шкиву 75 своей осью, и потому сегмент 77 в этот период не находится в сцеплении со шкивом 75.
На верхнем конце вала фрикционного колеса 1б установлен сегментный держатель 38 с нажимным рычагом 39. Это устройство аналогично подобному устройству автомата и служит для воздействия рычага с роликом 40 формовочного механизма на защелку его при раскрывании выдувных форм.
Фрикционные колеса 16 и 77 снабжаются по ободу обшивкой из дерева или кожи; колес1а 16 и 77 могут быть и с зубчатым венцом-в случае применения в механизмах испытаний на станде призодной шестерни 75 вместо фрикционного шкива.
Предлагаемый станд мо1кет служить как для испытания и приемки новых формовочных механизмов, так и при ремонте запасных механизмов, работающих на автомате в производстве, причем испытуемый формовочный механизм в том и другом случае работает на станде, как на конвейере автомата, т. е. выдувные формы закрываются, вращаются и далее опять раскрываются последовательно и непрерывно до выключения привода станда.
Предмет изобретения.
1. Станд для испытания стеклодувных форг/1овочных приборов, с использованием шаблонов контрольных и установочных, а также индикаторов, отмечающих степень неуравновешенности образца, отличающийся тем, что в целях испытания приборов в условиях, аналогичных нормальным рабочим, применена возвратно вращательная фрикционная передача движения приводному шкиву 75 прибора, в которой расположенные по обе стороны шкива 15 валы приводных фрикционных колес 16 и 17 для иоследовательного сцепления их со шкивом 15 снабжены кулачковыми приводами 19-20, а сами колеса 16 и 17 выполнены различной толщины и снабжены выточками в целях предохранения
шкива 15 от одновременных сцеплений его с колесами 16 и 17.
2. При станке по п. I применение тягового динамометра 8 в целях нагрузки испытуемого прибора усилиями, аналогичными напряжениям в нем при нормальной его работе.
r , .- ,,:
5 -- 3 - iij---- «3 .V ШИ1.3
:s .: 15Ш; / s ,r - :::::.:,
-.- . ,.J .- с
- - .

