На стеклодувных автоматах конвейерной системы выдувание и отделка стекланных изделий происходит на крнвейepei расположенном между двумя .конвейерами: верхним, несущим выдувательные механизмы, и нижн,им с вращающимися отделочными формами.
Подаваемая вальцами на средний конвейер горячая стеклянная лента в tiaчале конвейера получает от собственного веса провисание через отверстия в платформочках конвейера. После достаточного провисания горячего стеклаавтоматически насаживается выдувательная головка и с этого места начинается вы.дувание стеклянных болванок, которые до момента закрывания очередной отделочной формы должны иметь определенный размер.
В существующих машинах и.иеется возможность лишь регулировать пути провисания, для получения, в завимости от скорости работы машины и размера выдуваемого стеклянного изделия, к моменту насаживания вьйувательной головку, требуемого размера
провисания. Невозможность изменения длины пути выдувания болванок в существующих 1иашинах сильно ограничивает производительность последних, так как скорость конвейеров при неизменной длине пути выдувания диктуется временем, необходимым для выдувания болванок. Также трудно, при постройке машины, точно определить длину этого пути, даже Для одного определенного размера стеклянного изделия; так как трудно точно учесть все факторы, влиять на врем$ выдувания изделия.
С целью устранения вышеизложенных недостатков и установления наивыгоднейшей длины путем выдувания и скорости работы выдувания стеклянных болванок в предлагаемом приспособлении д,ля посадки выдувательных головок имеется возможность изменения места посадки и на ходу машины, для -чего салазки, несущие направляющие кривые, связаны винтовым сцеплением со шпинделями, находящимися в сцеплении с вращаемым от руки валом.
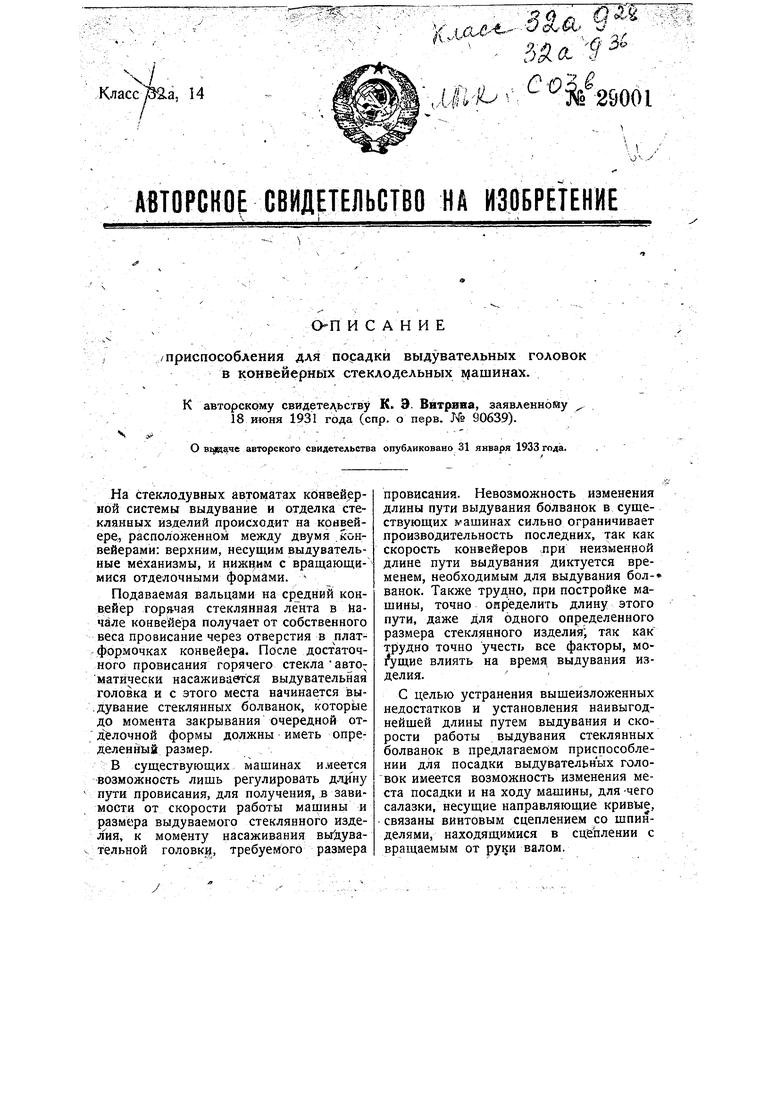
На чертеже фиг. 1 изображает вид сбоку устройства для йзмевения длины пути выдувания болванок в момент прохода выдувательного механизма на кон. вейере; фиг. 2 - тоже, в частичном поперечном разрезе; фиг. 3 - кинематическуюсхему устройства по фиг. 1 и 2; фиг. 4-схематическое изображение действия конвейеров машины.
Посадка выдувательдых головок 8 (фиг. 1 и 2) получается от набега роли ов // чередующихся выдувательных механизмов на направляющие кривые /3.
Последние укреплены к салазкам J3, установленным на параллелях f4. Салазки с кривыми /2 могут быть передвинуты вращением винтовых шпинделей /5 Б шпиндельных гайках 16, сцепленных с салазками J3. Для возможности передвижения кривых /2 с одного места оба шпинделя 75 сцеплены посредством зубчатой передани 17- с поперечным валом7Я имеющим ручной маховичок 2 (фиг. 3). Чтобы при насадке выдуватеЛьной.головки 8 на горячее стекло выдувательный механизм не мог подняться с нижних рельсов 27, параллели /4 снабжены строганными под рельс краями 22. Параллели 74 установлены выступами 25 в укрепленных к корпусу машины держателях 18 посредством винтов 25. С целью получения мертвой точки рычагов 29 и 28 при насаживании выдувательных головок 8, на всех чередую° щихся механизмах положения рычагов 24 с роликами /7 могут быть отрегулированы посредством закрепительных винтов 26; при этом рычаг 24 может поворачиваться на переставном шарнире 27, .соединяющем его с рычагом 28 так, чтобы различие в выполнении отдельных механизмов в отношении положения роликов 77 к кривым 72 могло быть
уточнено. Против самоотвинчивания виитов 26 служат винты 30.
На фиг. 4 дано схематическое изобра-. жение действия механизмов в месте-а- провисания горячего стекла и на участке b-пути выдувания болванок. Как видно, выдувательные головки 8 могут быть насажены на горячее стекло б в любом месте, предназначенном для регулировки пути b выдувания стеклянных болванок 10. Первые три головки 8 на рисунке не опущены. Если передвинуть кривую 72 в ту или другую сторону, то изменяется длина пути Ь. Ныход воздуха, для выдувания осуществляется при отпускании головок 8 на горячее стекло.
Изменение длины пути b может произойти без остановки автомата, во время его рабогы, что особенно важно для стеклодувных автоматов данной системы.
Предмет изобретения.
1.Приспособление для посадки выдувательных головок в конвейерных-стеклодельных машинах посредством кулачных направляющих, служащих для передвижения рычагов посадочного механизма, отличающееся тем, что для возможности изменения места посадки на.ходу мащины, салазки 75 (фиг. 1, 2 и 3), несущие направляющие кривые 72, связанывинтовым гаечным сцеплением с винтовыми шпинделями J5, находящимися в коническом зубчатом сцеплении с вращаемым от руки валом 7Р.
2.В посадочном приспособлении по п. 1 рычажный механизм для опускания и подъема выдувательной головки, отличающийся тем, что рычаг 24, несущий набегающий на направляющую кривую ролик 77, соединен с рычагом 28 посредством переставного шарнира 27 и закрепительными винтами 26.
ль фиг 5
c4J: l------Ji,.j,,, -ir tt ГТ
i4j