На стеклодувных машинах конвейерного типа струя горячей стекломассы подается из фидера через валки на приемочный конвейер машины. При этом выпускаемая валками лента горячей сте-. кломассы, с целью экономии отходов стекла, имеет круглые бонки, более толстые, чем соедкняюш ая лента. Бонки имеют такой объем, чтобы из них можно было выдувать данное стеклянное изделие.
Одним из условий правильного образования стекольных изделий на машине является точная и равномерная подача ленты горячей стекломассы на платформочки приемочного конвейера машины так, чтобы.бонки легли точно на выдувные отверстия в платформочках этого конвейера. С целью регулировки точного совпадения бонок с выдувными отверстиями на конвейере на ходу машины приемные валки снабжаются обычно диференциальной передачей с устройством для производства относительных сдвигов по окружности валков.
Однако, практика показала, что это мероприятие не устраняет неровный ход ленты при выходе из валков, так как выходящая лента, вследствие инерции и силы сцепления, за некоторый короткий промежуток времени следует за правым валком, т. е. валком, в сторону которого переворачивается лента для перехода на
приемочный конвейер. При этом лента идет неравномерными изгибами, что и создает неустойчивый ход ее, крайне вредный для процесса изготовления изделий.
Из практики работы машин данного типа стало известно, что если поднять правый валок выше левого, то при правильном сочетании высот валков к приемочному конвейеру выходяш,ая из валков лента получает достаточно устойчивый ход.
Однако, до сего времени не разрешена проблема конструкции валков, ко торые имели бы, вдобавок к сушествуюшим регулировкам, еш,е и возможность удобно регулировать вертикальные положения и отклонения .от горизонтали, без нарушения сцепления приводных элементов и работы машины.
Предлагаемое приспособление имеет целью устранить перечисленные недостатки в конструкции валков. Достигается это тем, что приемные валки устанавливаются в двойных рамах, причем верхняя рама, несущая приемные валки, опирается на четырех точках основной нижней рамы. Точки опоры на основной раме могут быть перемещены в вертикальном направлении при помощи двух ручных приводов к домкратам, поддерживающим верхнюю раму, так что по.лучается возможность поднять и опустить
валки или же поднять правый валок выше левого. Маятниковый указатель при этом указывает отклонение валков от горизонтали.
Приводные элементы валков находятся в нижней раме, причем против расцепления приводных шестерен валков, во время вертикальных регулировок, неподвижные оси валков соединены при помощи двух тяг с точками, совпадающими с осями вращения приводного вала, идущего параллельно к осям валков. Кроме того, точки опоры рамы с валками имеют щаровую форму. Эти шариковые точки опоры входят в горизонтальные цилиндрические пазы верхней рамы так, чтобы рама с валками могла беспрепятственно двигаться при регулировках, но не подниматься с точек опоры под действием нагрузки привода.
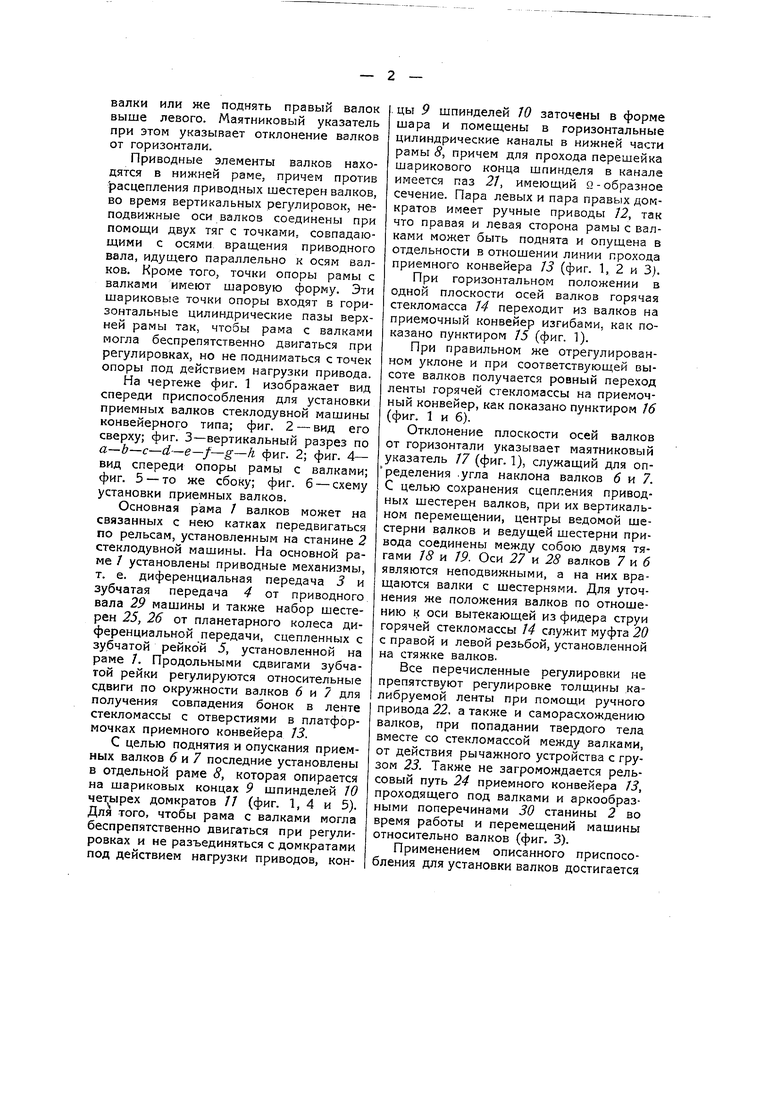
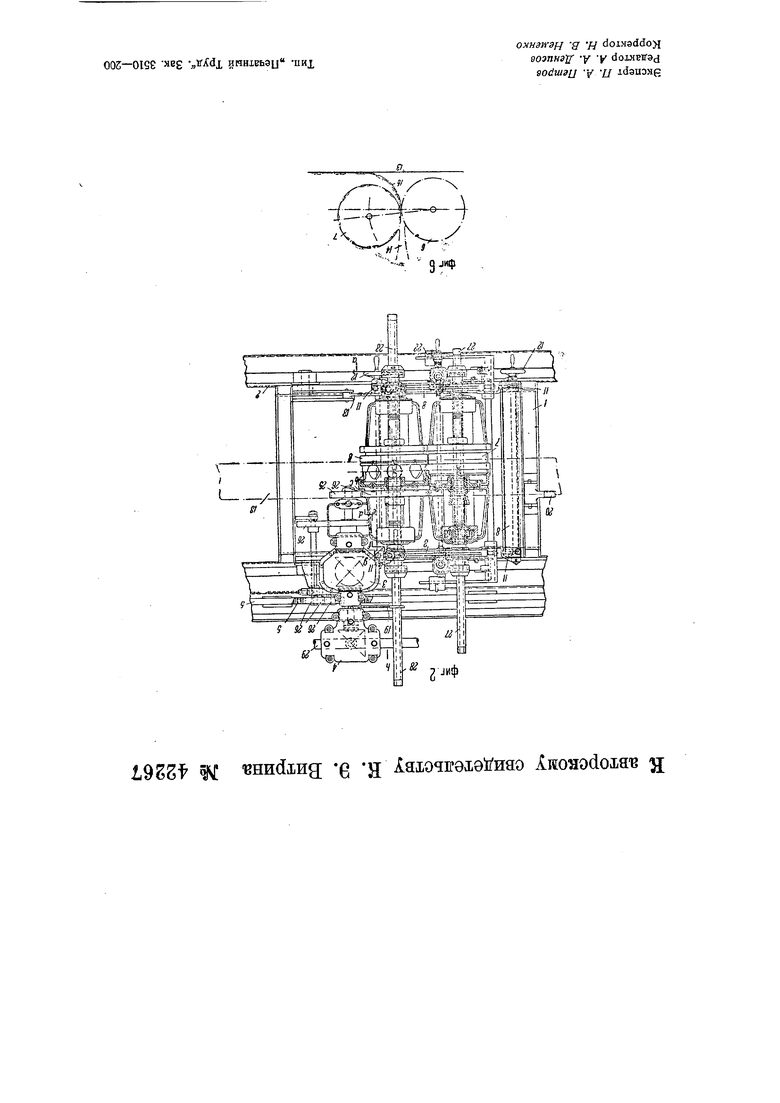
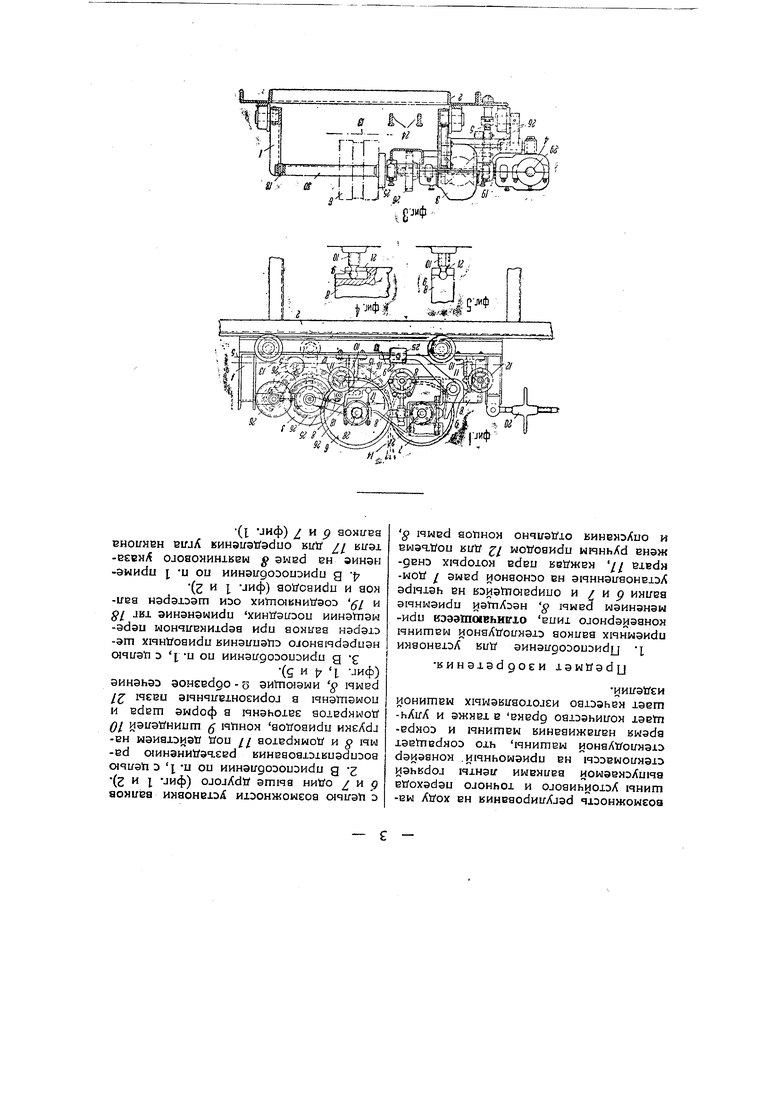
На чертеже фиг. 1 изображает вид спереди приспособления для установки приемных валков стеклодувной машины конвейерного типа; фиг. 2 - вид его сверху; фиг. 3-вертикальный разрез по a-b-c-d-e-f-g-fi фиг. 2; фиг. 4- вид спереди опоры рамы с валками; фиг. 5 -то же сбоку; фиг. 6 - схему установки приемных валков.
Основная рама / валков может на связанных с нею катках передвигаться по рельсам, установленным на станине 2 стеклодувной машины. На основной раме 7 установлены приводные механизмы, т. е. диференциальная передача 3 и зубчатая передача 4 от приводного вала 29 машины и также набор шестерен 25, 26 от планетарного колеса диференциальной передачи, сцепленных с зубчатой рейкой 5, установленной на раме /. Продольными сдвигами зубчатой рейки регулируются относительные сдвиги по окружности валков б и 7 для получения совпадения бонок в ленте стекломассы с отверстиями в платформочках приемного конвейера /5.
С целью поднятия и опускания приемных валков 5 и 7 последние установлены в отдельной раме 8, которая опирается на шариковых концах 9 шпинделей 10 четырех домкратов /7 (фиг. 1, 4 и 5). Для того, чтобы рама с валками могла беспрепятственно двигаться при регулировках и не разъединяться с домкратами под действием нагрузки приводов, кон, цы 9 шпинделей W заточены в форме шара и помещены в горизонтальные цилиндрические каналы в нижней части рамы 6, причем для прохода перешейка шарикового конца шпинделя в канале имеется паз 21, имеющий о-образное сечение. Пара левых и пара правых домкратов имеет ручные приводы /2, так что правая и левая сторона рамы с валками может быть поднята и опущена в отдельности в отношении линии прохода приемного конвейера 75 (фиг. 1, 2 и 3).
При горизонтальном положении в одной плоскости осей валков горячая стекломасса 74 переходит из валков на приемочный конвейер изгибами, как показано пунктиром 75 (фиг. 1).
При правильном же отрегулированном уклоне и при соответствующей высоте валков получается ровный переход ленты горячей стекломассы на приемочный конвейер, как показано пунктиром 75 фиг. 1 и 6).
Отклонение плоскости осей валков от горизонтали указывает маятниковый указатель 77 (фиг. 1), служащий для опзеделения .угла наклона валков б и 7. С целью сохранения сцепления приводных шестерен валков, при их вертикальном перемещении, центры ведомой шестерни валков и ведущей шестерни привода соединены между собою двумя тягами 78 и 79. Оси 27 и 2S валков 7 и 5 являются неподвижными, а на них вращаются валки с шестернями. Для уточнения же положения валков по отношению к оси вытекающей из фидера струи горячей стекломассы /4 служит муфта 20 с правой и левой резьбой, установленной на стяжке валков.
Все перечисленные регулировки не препятствуют регулировке толщины калибруемой ленты при помощи ручного привода 22. а также и саморасхождению валков, при попадании твердого тела вместе со стекломассой между валками, от действия рычажного устройства с грузом 23. Также не загромождается рельсовый путь 24 приемного конвейера 73, проходящего под валками и аркообразными поперечинами 30 станины 2 во время работы и перемещений машины относительно валков (фиг. 3).
Применением описанного приспособления для установки валков достигается
OOS-0199 ЯВЕ -„trXdi иинхвьэи пи
o -H3ivdf-{ -д // doiMsddo
яоэпнэу -у V doiMBffad
soduiau -у -jj idauoHg
. 19SSf -KHndiHe: 6
//- x
3j«ti
и iMoaodoia

