1
Изобретение относится к накатыванию резьбы цилиндрическими роликами.
Известен способ накатывания резьбы двумя цилиндрическими роликами с винтовой резьбой, врандающимися ъ одну сторону с различными окружными скоростями. Одна1ко при накатывании крупных резьб известным способом качество резьбы невысокое вследствие смещения в осевом направлении нито;; резьбы одного ролика относительно другого.
Цель изобретения - повышение качества резьбы. Это достигается тем, что резьбу накатывают роликами, углы подъема резьбы которых обратно пропорциональны их окружным скоростям.
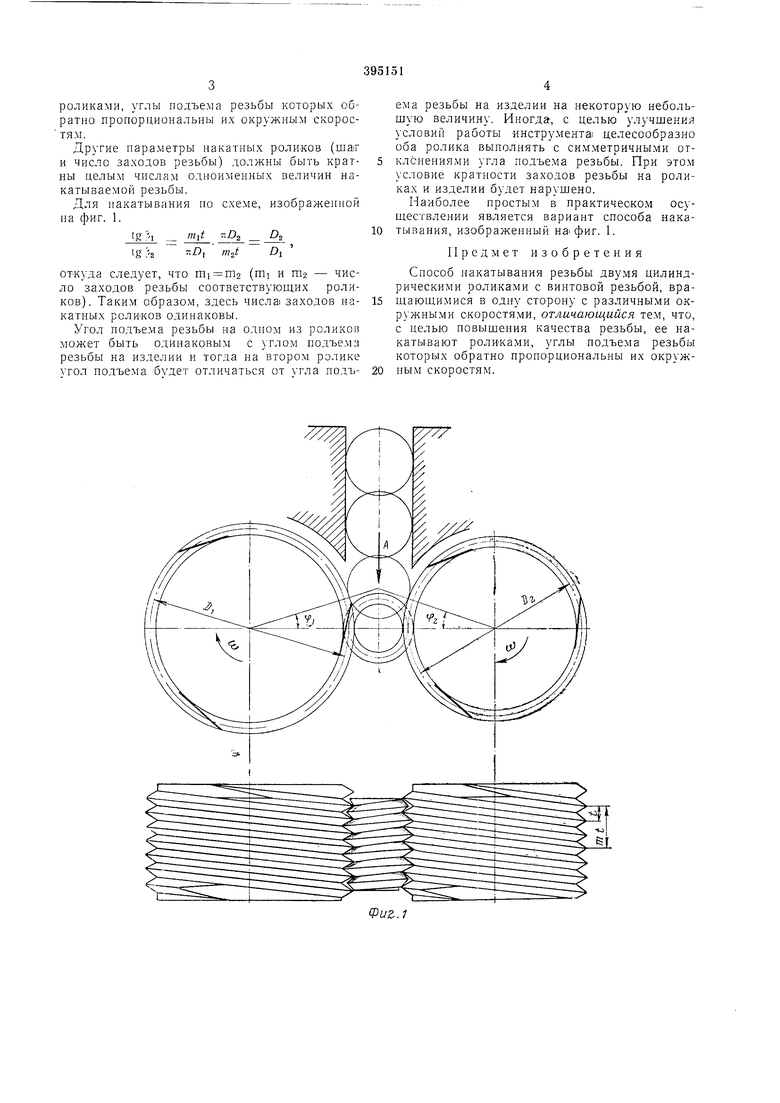
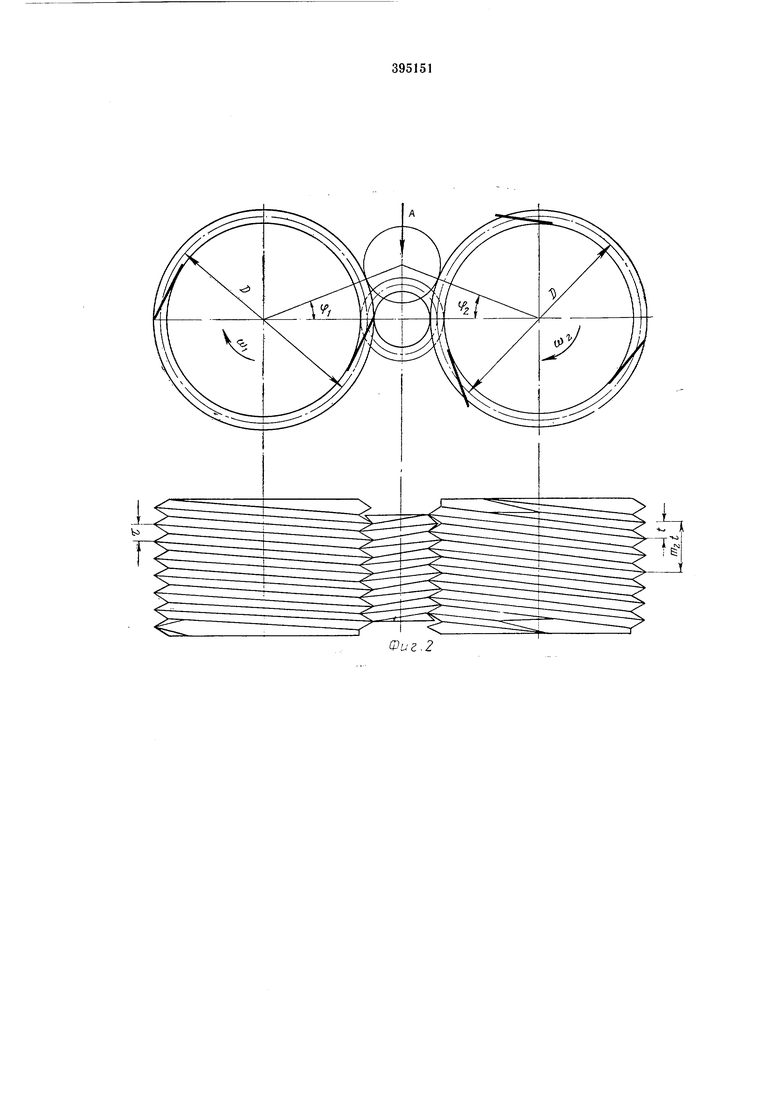
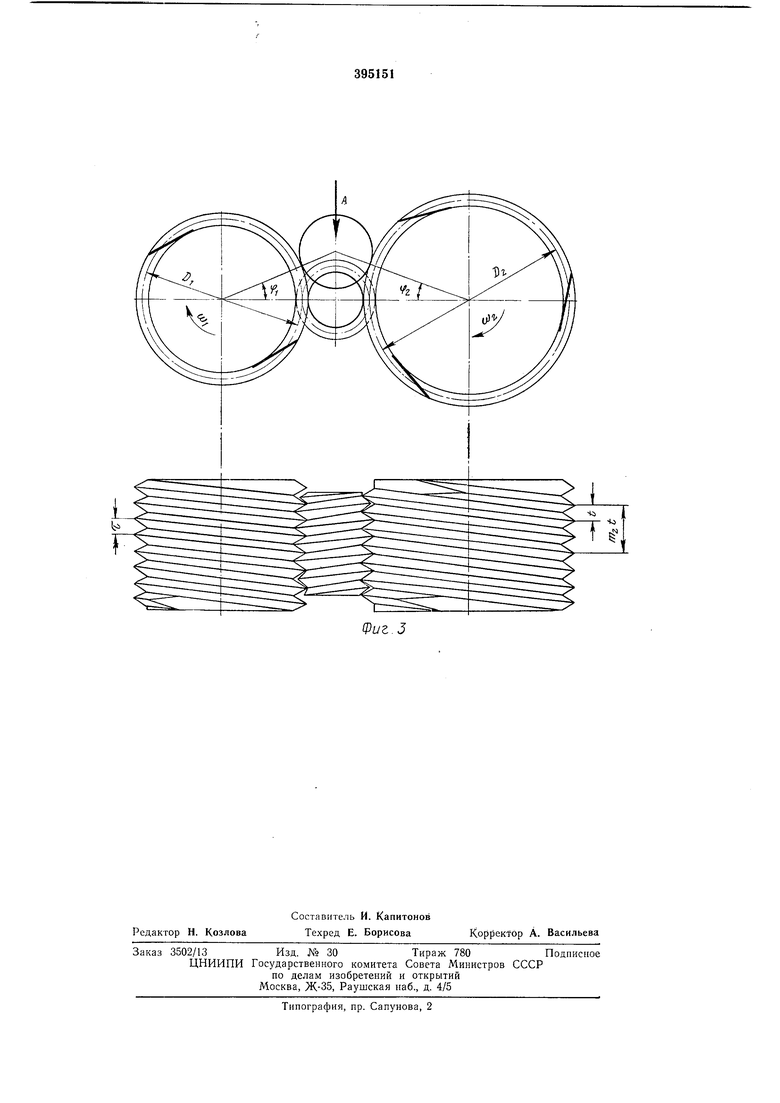
На фиг. 1 изображена схема накатывания резьбы роликами разных диаметров (Di и D2), вращающихся с одинаковой угловой скоростью (i)i на фиг. 2 - схема : роликами одинакового диаметра, вращающимися с разными угловыми скоростями; на фиг. 3 - схема накатывания роли.ками с различными диаметрами, вращающимися с различными угловыл-ти скоростями.
Способ накатывания заключается в том, что резьбу накатывают двумя роли.ками с параллельными осями, установленными с постоянным мегицентровым расстоянием. Ролики вращаются в одном направлении, причем с различными окружными скоростями.
Заготовки по одной проходят между роликами в тангециональном направлении. За счет разности окружных скоростей и выбора на.длежащих величин углов захвата ф и ф2 заготовка захватывается роликами, получает вращение и поступательное перемещение в направлении стрелки А. При этом происходит постепенное выдавливание на заготовке резьбы.
Осевое относительное смещение ниток резьбы роликов будет отсутствовать, если для схемы, изображенной на: фиг. 1, Ditgpi-
D2tg|32 0
Og
gs Dj
где pi и p2 - углы подъема резьбы роликов. Для схемы, изображенной на фиг. 2, coitgpi- -a)2tgp2 0 и, следовательно,
tg а gi2 Ч
Для схемы, изображенной на фиг. 3,
DiCuitgfj,-D2U)2tgP2 0
иt.Q -I DZ-Z
g2 ,
Из приведенных соотношений следует, что для устранения смещения в процессе накатывания ниток резьбы одного ролика относительного другого, накатывание следует вести
3
роликами, углы подъема резьбы которых обратно пропорциональны их окружным скоростям.
Другие параметры пакатиых роликов (шаг и число заходов резьбы) должны быть кратны целым числам одноименных величин накатываемой резьбы.
Для накатывания по схеме, изображенной на фиг. 1.
tg;-) т it DZ
Ig
откуда следует, что mi m2 (mi и m2 - число заходов резьбы соответствующих роликов). Таким образом, здесь числа: заходов накатных роликов одинаковы.
Угол подъема резьбы на одном из роликов может быть одинаковым с углом подъе.ма резьбы на изделии и тогда на втором ролике УГОЛ подъема будет отличаться от угла подъема резьбы на изделии на некоторую небольшую величину. Иногда, с целью улучшения условий работы инстру.мента целесообразно оба ролика выполнять с симметричными отклснепиями угла подъема резьбы. При этом условие кратности заходов резьбы на роликах и изделии будет нарушено.
Наиболее простым в практическом осуш,ествлении является вариант способа накатывания, изображенный на: фиг. 1.
Предмет изобретения
Способ накатывания резьбы двумя цилиндрическими роликами с винтовой резьбой, вращающимися в одну сторону с различными окружными скоростями, отличающийся тем, что, с целью повышения качества резьбы, ее накатывают роликами, углы подъема резьбы которых обратно пропорциональны их окружным скоростям.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ накатки резьбы | 1956 |
|
SU593791A1 |
| ОСЦИЛЛИРУЮЩИЕ РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2277990C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| Способ накатывания резьбовых профилей двумя роликами | 1989 |
|
SU1726100A1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ РЕЗЬБ | 1968 |
|
SU217353A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ ВНУТРЕННЕЙ РЕЗЬБЫ | 2008 |
|
RU2373017C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253534C1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КРУПНЫХ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253535C1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| Способ определения усилий при накатывании резьбы на автоматах типа ролик-сегмент | 1983 |
|
SU1091971A1 |
Фиг-2
