Изобретение относится к области металлообработки давлением и может быть использовано при изготовлении внутренних резьб как резьбонакатной инструмент.
Известен инструмент для накатки внутренней резьбы, состоящий из хвостовика и деформирующего элемента и снабженный одной цилиндрической вставкой, установленной на хвостовике. При этом деформирующий элемент выполнен в виде свободно вращающихся роликов, установленных внутри цилиндрической вставки (см. FR 2429630, В21Н 3/08, 1980).
К недостаткам известного технического решения относится то, что количество одновременно обрабатываемых ниток резьбы определяется количеством ниток накатного ролика, установленного в одной вставке, которая ограничена недостаточной жесткостью конструкции при повышенных нагрузках в процессе обработки, что приводит к снижению стойкости инструмента и производительности обработки, тем самым ограничивая технологические возможности и все преимущества данного метода резьбообразования.
Задачей изобретения является расширение технологических возможностей путем обеспечения достаточной жесткости инструмента, а также значительного снижения сил при обработке, что дает возможность повысить производительность и стойкость инструмента. Это достигается тем, что количество одновременно обрабатываемых ниток резьбы обеспечивается, по меньшей мере, одной (и более) дополнительной цилиндрической вставкой, в которой свободно вращается накатной ролик, при этом основная вставка установлена на хвостовике посредством остроугловых двухсторонних направляющих, выполненных в форме клина с возможностью обеспечения ее заклинивания относительно хвостовика в процессе обработки.
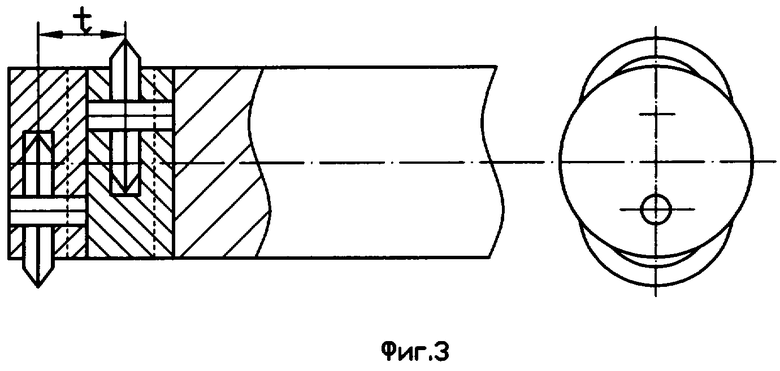
Инструмент для накатывания внутренней резьбы состоит из хвостовика и одной-двумя и более цилиндрическими вставками. Вставка имеет паз, в который на ось устанавливается свободно вращающийся накатной ролик. Для соединения вставок с хвостовиком инструмента или между собой соединяющиеся торцевые поверхности имеют остроугловые двухсторонние направляющие, соответственно внутреннюю или наружную. Стороны направляющих выполнены в виде клина под углом ω так, что нагрузка от сил накатки совпадает с направлением заклинивания.
Устройство поясняется графическими материалами.
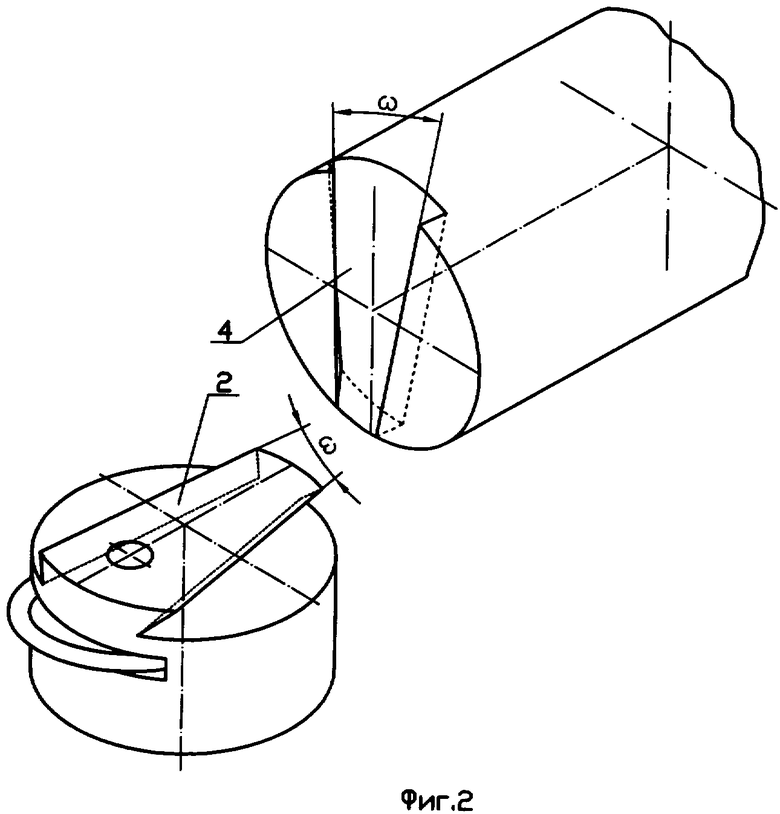
На фиг.1 изображена схема обработки и конструкция инструмента для накатки внутренней резьбы.
На фиг.2 изображена конструкция крепления вставки с хвостовиком, выполненная в виде внутренней и наружной остроугловой двухсторонней направляющей.
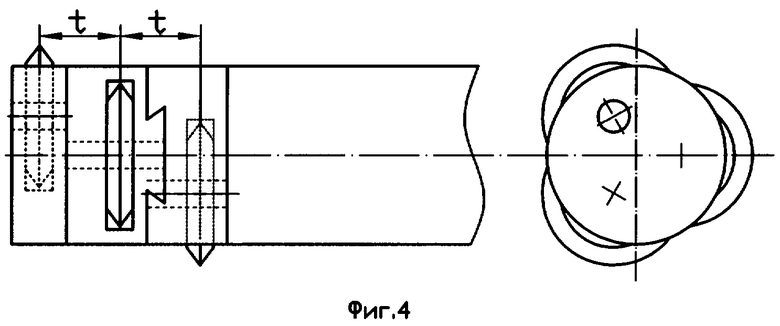
На фиг.3 изображено устройство с двумя накатными роликами.
На фиг.4 изображено устройство с тремя накатными роликами.
Предлагаемый инструмент для накатки резьбы устанавливается на станке, который с помощью программного управления обеспечивает вихревую обработку внутренней резьбы.
Устройство содержит хвостовик 1, на торце которого имеется внутренняя остроугловая двухсторонняя направляющая 2, выполненная в виде клина с углом ω, цилиндрическую вставку 3, на торце которой имеется наружная остроугловая двухсторонняя направляющая 4, выполненная в виде клина с углом ω. В пазу цилиндрической вставки 3 на оси 5 установлен свободно вращающийся накатной ролик 6, наружный профиль которого соответствует профилю накатываемой резьбы. Цилиндрическая вставка 3 с помощью направляющих 2 и 4 закрепляется на хвостовик 1. Хвостовик 1 относительно предварительно обработанного отверстия под накатку резьбы устанавливается так, чтобы при вращении вокруг своей оси накатной ролик 6 внедрялся в деталь на глубину Н, где Н - высота профиля накатываемой резьбы за вычетом припуска под накатывание.
Устройство, совершая одновременно вращение вокруг своей оси, планетарное движение по окружности отверстия и осевое перемещение, равное шагу накатываемой резьбы Р, производит резьбонакатывание.
Для обработки резьб больших диаметров или с большим шагом, а также для снижения нагрузок в процессе накатки резьб малых диаметров или большой длины предлагаемое устройство может снабжаться двумя, тремя и более круглыми вставками. Крепление между собой обеспечивается соответственно внутренними и наружными остроугловыми двухсторонними направляющими, выполненными с торцевых сторон. В этом случае в осевом направлении расстояние между роликами будет равняться величине t=P*i, где i любое целое число. Диаметр первого ролика будет меньше диаметра второго ролика на величину Н при устройстве с двумя роликами. Диаметры первого и второго ролика будут меньше диаметра третьего ролика соответственно на величину 2/3Н и 4/3Н при устройстве с тремя роликами. Таким образом, нагрузка будет распределяться между роликами.
Благодаря удароподобному процессу накатки материал постепенно все время в пределах малых отрезков профиля резьбы вытесняется от основания профиля к его вершине, что приводит к значительному снижению усилий накатывания. Накатной ролик обеспечивает минимальное трение с деталью, что дает возможность производить накатку резьбы при больших скоростях вращения инструмента. Испытания предлагаемого устройства, проведенные в лабораторных условиях, показали снижение нагрузки на инструмент с увеличением скорости вращения инструмента.
Использование предлагаемого инструмента дает возможность производить накатку резьбы на более высоких скоростях и с меньшими нагрузками на накатные ролики, что значительно расширяет технологические возможности данного метода обработки и повышает производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для накатки внутренней конической резьбы | 2023 |
|
RU2814868C1 |
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| Резьбонакатная головка | 1982 |
|
SU1058697A1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| Резьбонакатная головка для накатывания внутренних резьб | 1959 |
|
SU125459A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РОТОРНАЯ ЛИНИЯ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБ ИЛИ ПРОФИЛЕЙ | 1991 |
|
RU2019353C1 |
| Способ получения внутренних резьб на тонкостенных трубах | 1984 |
|
SU1389919A1 |
Инструмент состоит из хвостовика и цилиндрической вставки и деформирующего элемента в виде по меньшей мере одного свободно вращающегося ролика, установленного внутри цилиндрической вставки. Для расширения технологических возможностей путем обеспечения достаточной жесткости инструмента он снабжен по меньшей мере одной дополнительной цилиндрической вставкой. При этом основная вставка установлена на хвостовике посредством остроугловых двухсторонних направляющих, выполненных в форме клина, с возможностью обеспечения ее заклинивания относительно хвостовика в процессе обработки. 4 ил.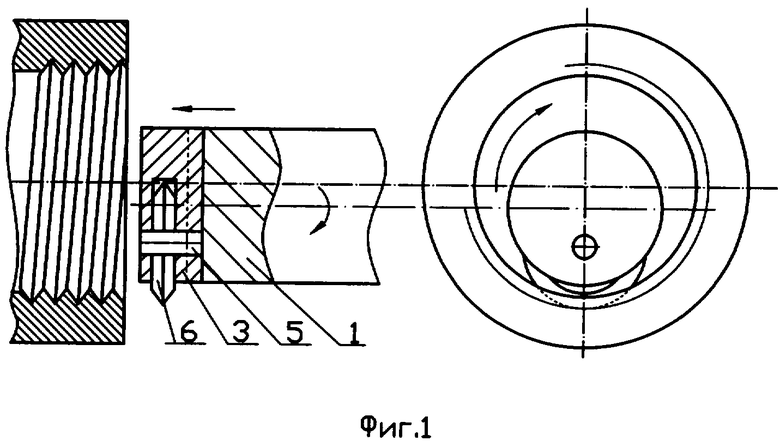
Инструмент для накатки внутренней резьбы, состоящий из хвостовика и цилиндрической вставки и деформирующего элемента в виде по меньшей мере одного свободно вращающегося ролика, установленного внутри цилиндрической вставки, отличающийся тем, что он снабжен по меньшей мере одной дополнительной цилиндрической вставкой, при этом основная вставка установлена на хвостовике посредством остроугловых двухсторонних направляющих, выполненных в форме клина, с возможностью обеспечения ее заклинивания относительно хвостовика в процессе обработки.
| СПОСОБ ПОЛУЧЕНИЯ ХЛЕБОБУЛОЧНОГО ИЗДЕЛИЯ | 2010 |
|
RU2429630C1 |
| Способ накатывания внутренних резьб | 1952 |
|
SU100427A1 |
| Резьбонакатная головка для накатывания внутренних резьб | 1959 |
|
SU125459A1 |
| ИНСТРУМЕНТ ДЛЯ КАЛИБРОВАНИЯ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ | 0 |
|
SU217354A1 |
| ЕР 1655090 A1, 10.05.2006 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

