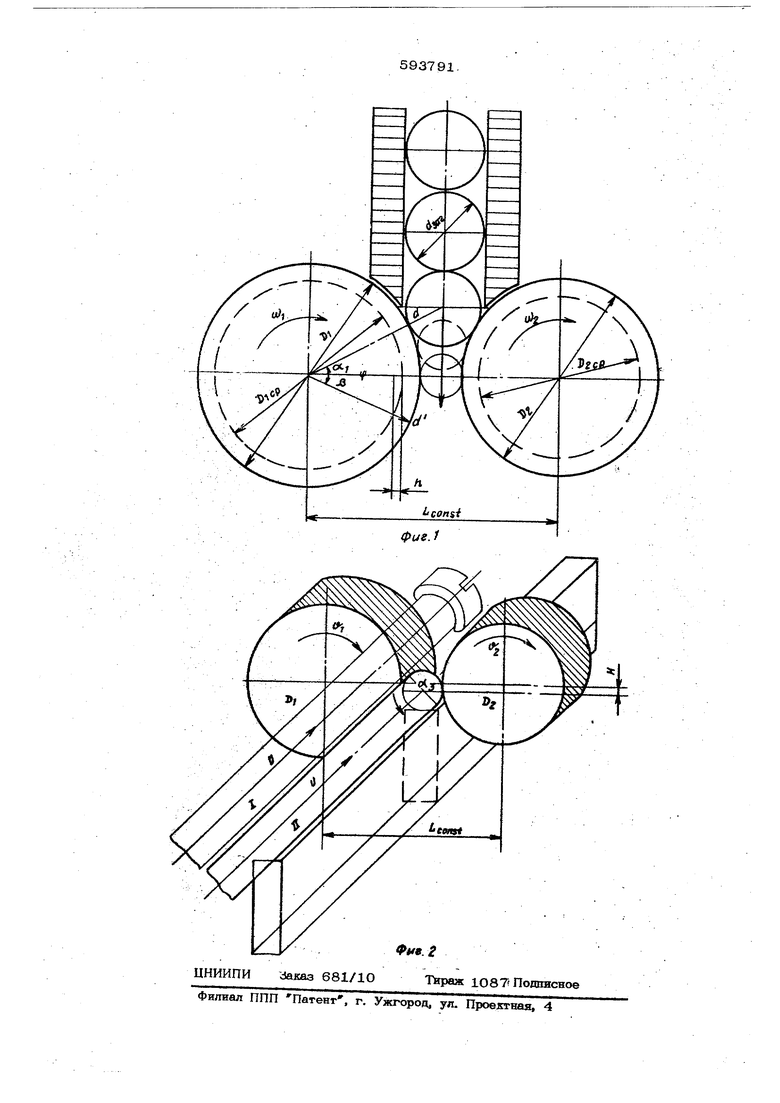
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании резьбы на изделиях. Известен способ накатывания резьбы и .станок для его реализации, при котором на заготовку, подаваемую в зону деформадии, воздействуют вращающимися профилирован- ными резьбовыми цилиндрическими роликами, имеющими диаметры и вращающимися с различными окружными скоростями ,1 Однако отсутствие возможности самозатягивания заготовки накатными роликами при подаче их в зону деформирования вызывает необходимость вводить в устройство для ос ществлен1ш способа механизм для принудительной подачи заготовки и необходимость дополнительной синхронизации механизма подачи заготовки с приводом валков, что исключает возможность непрерывного накатывания резьбы при любых направлениях подачи заготовки. Целью изобретения является обеспечение непрерывности накатывания резьбы не- зависимо от направления подачи заготовки и повышение производйтельност 1 накатывания Это достигается тем, что используют ро- пики различного диаметра, которым сообщают одинаковую угловую скорость, диаметры роликов выбирают из условия их соотноще- ния. 2ср ® - o.. ЧЕО 7С|6 средние диаметры резьбовых роликов. На фиг. 1 показана схема накатывания коротких резьб по предлагаемому способу} на фш. 2 - схема накатывания длинных резьб. Заготовки, нарезанные по требуемой дпи- не, автоматически подают.к роликам,; имеющим разные, диаметры; D Pj со скоростью п(к - Kg) изделий в минуту, где п - число оборотов роликов в минуту;К - кратность среднего диаметра резьбы накатываемой детали и ролика или число заходоЬ ве- дущего ролика; К.Ч- то же, для ведомого ропика. Разность заходов К-К,™ 5-12, Детапь в редупьтате взаимодействия ее с ропикакги захватывается силами трения и в результате разности скоростей Vj и У вращается в сторону, противопопожную ропнкам. Накатываемая заготовка, деформируясь постепенно, продвигается вдоль ропиков ус лием 9 , создаваемым разностью скоросте Внутренний диаметр: издепия постепенно уменьшается, пока не достигнет величины, равной разнице между соединенными радиус ми обоих ропиков и расстоянием между ними. Механических средств для проведения заготовки между роликами не требуется. Теоретически полный профиль резьбы и достижение требуемых размеров получается при прохождении заготовки между роликами по дуге окружности, длина которой соответствует центральному yrnyip Л Л, равному углу захвата детали и половине угла, стрелка которого равна или меньше половин J допуска по среднему диаметру fi и сделает больше одного оборота, , (i-- J+aPCCOS/li- I V гра Подставив в формулу угол р , можно, определить, что число оборотов детали за врем накатывания всегда больше единицы Kf2K2 2 ф , Производительность А при разности заходов роликов К-К,2-6 , об/мин; б 24О шт. изд. в минуту. При накатывании длинной резьбы на заГотовке с буртиком (на фиг. 2 обозначено заготовка при подаче, достигнув ножа и накатываясь, будет двигаться вдоль своей ос со скоростью u.i IK-KJ.) , lOOOct cC где A. - угол подъема винтовой линия макс 1ср Гфи накатывании длигшой резьбы на заготовке без буртика заготовка захватывается торцами роликов, после чего также движется со скор остью и. ;°2со° 0,875;D -0,8-0,875кс| р Конкретный .пример осуществления способа накатывания цилиндрическими накатниками резьбы Мб X 1 на ст. 45. Диаметр Заготовки под накатывание выбран 5,35-О,О2. Для осуществления накатывания выбраны ролики разных диаметров. Ведущий ролик диаметром J) 171,2мм1 с числом заходов к Ведомый ролик D. 139,1 с числом заходов Кп 26-2О.-п Соотношение диаметров 2ср ™ 0,8. Ролики установлены на шпинделе станка и им сообщается одинаковое вращательное движение, определяемое частотой вращения шпинделей - роликов, например, ПрггбЗ об/мин. Формула изобретения 1 .Способ накатки резьй 1, при котором на заготовку, подаваемую в зону деформации, воздействуют вращающимися профилированными резьбовыми цилиндрическими роликами, т л и ч а ю щи и с я тем, что, с целью обеспечения непрерывной накатки резьбы независимо от направления подачи заготовки и повышения производительности, используют ролики различного диаметра, которым сообщают одинаковую угловую скорость. 2. Способ по п. 1, о т л и ч а ю щ и йс я тем, что диаметры роликов выбирают из условия их соотношения D/ -itfi. 0,8 - О.875, 22ср itti аср средние диаметры резьбовых роликов. Источники информации, принятые во вни-манне при экспертизе: 1, ПатентГермании № 545346, кл. 7f 9, 1932.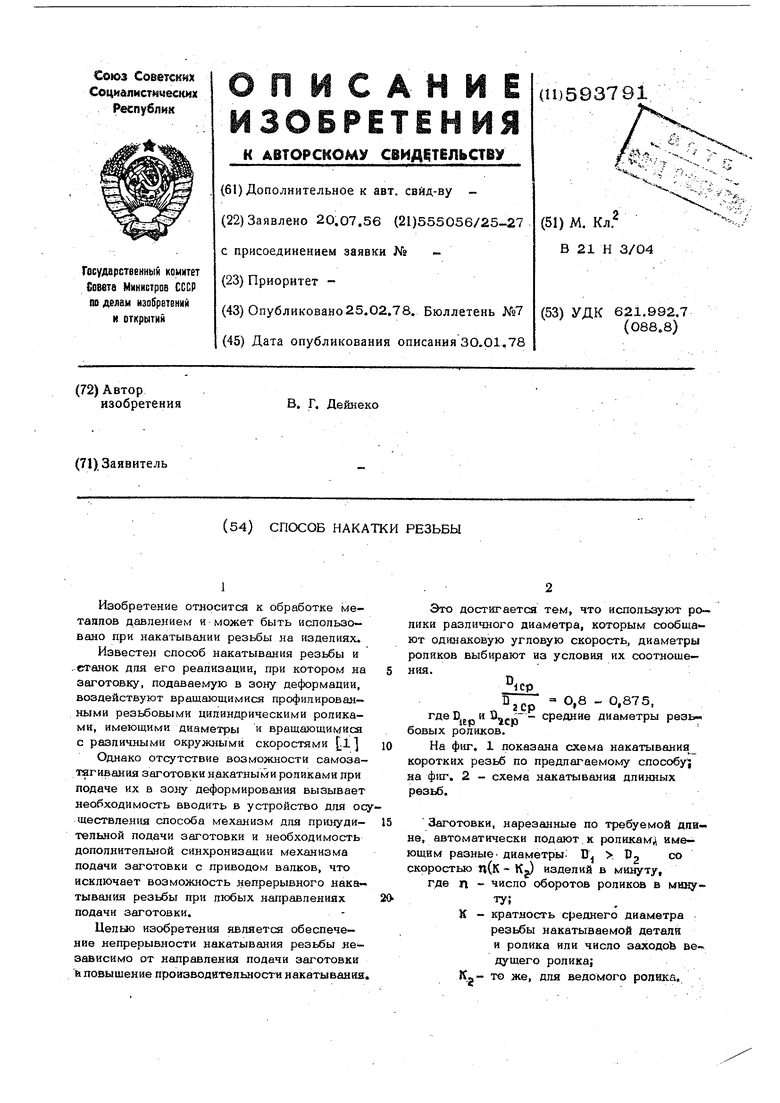
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНЫЙ ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ РЕЗЬБ | 2008 |
|
RU2384382C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| ОСЦИЛЛИРУЮЩИЕ РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2277990C1 |
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ РЕЗЬБ | 2008 |
|
RU2371273C1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| Способ накатывания резьбовых профилей двумя роликами | 1989 |
|
SU1726100A1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБ | 2011 |
|
RU2467822C1 |
| Способ накатывания конической резьбы | 1980 |
|
SU948505A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253534C1 |