1
Изобретение относится к обработке металлов и может быть использовано при производстве заготовок гильз дизель-моторов из труб.
Известен способ производства заготовок изделий, типа гильз дизель-моторов, включающий порезку трубы на мерные заготовки и ноперечно-виптовую прокатку последних с нолучением профилированной заготовки, кратной нескольким гильзам.
Цель изобретения - сократить расход металла и повысить технологичность способа.
Это достигается тем, что перед отрезкой каждой мерной заготовки от трубы производят предварительное пластическое деформирование коица трубы путем закатки его валками на удерживаемой перехватами оправке.
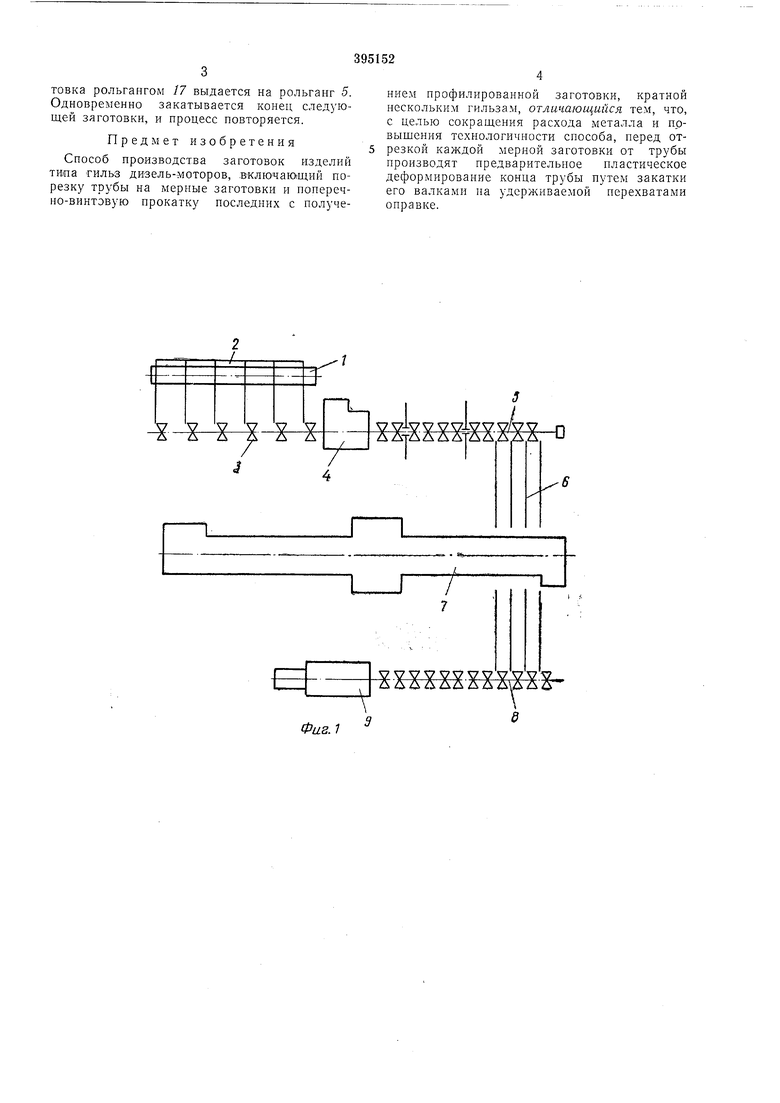
На фиг. 1 показана схема производства заготовок гильз дизель-моторов из труб; на фиг. 2 - схема закатки переднего конца заготовки.
Трубы-заготовки / укладывают пакетом с помощью крана на загрузочную решетку 2, где определяют среднюю толщину стеики заготовок и их длину (фиг. 1). В соответствии с данными замеров определяется длина отрезаемых заготовок (раскрой). С загрузочной решетки трубы по одной с помощью рольганга 3 задают в машину 4, где передний конец трубы закатывают и разрезают на мерные длины. Заготовку, подготовленную к прокат«е рольгангом 5, подают иа загрузочную решетку 6 стана 7 поперечной прокатки, где ее насаживают на длинную, подвижную в осевом направлении оправку. Оправка упирается передним концом в закатанный бурт заготовки и проталкивает ее через периодически сводимые и разводимые по заданной программе валки стана для получения промежуточной заготовки с повторяющимся по шагу
переменным профилем.
Далее эту промежуточную заготовку по рольгангу 8 подают в трубонарезной станок 9 и при двухопорном закреплении заготовки разрезают прокатанную профильную трубу
на отдельные гильзы заготовки.
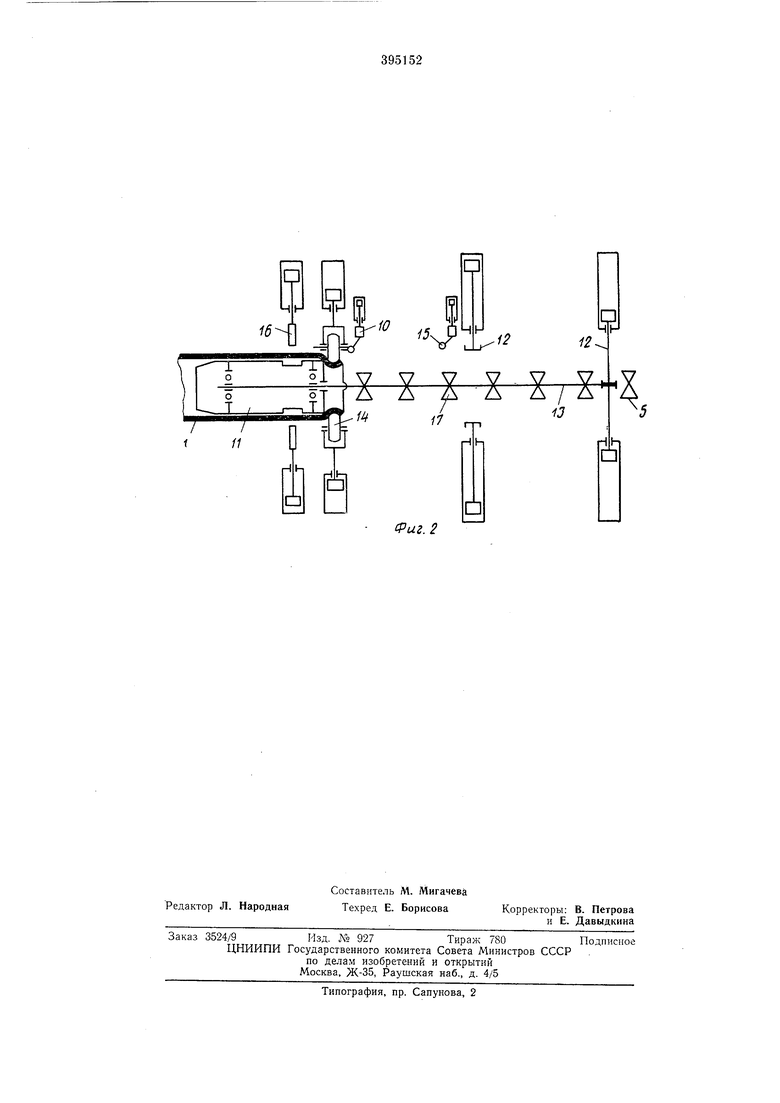
Закатку переднего конца заготовки осуществляют в машине 4 следующим образом (фиг. 2). Трубу / задают в машииу 4 до электроупора 10. Оправка 11 вдвинута внутрь трубы, перехват 12 удерживает стержень IS. Затем производят предварительную пластическую деформацию - закатку переднего конца трубы валками 14 (фиг. 2).
Далее валкп разводятся, труба подается до электроупора 15 и ее разрезают резцами 16. Отрезанная заготовка передается в осевом направлении рольгангам 17 до заднего перехвата. Переднпй перехват закрывается,
задний - открывается, и отрезанная заготовка рольгангом 17 выдается на рольганг 5. Одновременно закатывается конец следующей заготовки, и процесс повторяется.
Предмет изобретения
Способ производства заготовок изделий типа гильз дизель-моторов, включающий порезку трубы на мерные заготовки и поперечно-винтовую прокатку последних с получением профилированной заготовки, кратной нескольким гильзам, отличающийся тем, что, с целью сокращения расхода металла и првыщення технологичности способа, перед отрезкой каждой мерной заготовки от трубы производят предварительное пластическое деформирование конца трубы путем закатки его валками на удерживаемой перехватами оправке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства заготовокиздЕлий ТипА гильз дизЕль-MOTOPOB | 1979 |
|
SU837519A2 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
| Способ изготовления мерных труб на пилигримовом стане | 1975 |
|
SU550188A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| Способ прокатки труб | 1983 |
|
SU1113193A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2545935C2 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ РАЗМЕРОМ 244,5×7,9, 244,5×9 И 244,5×10 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2508955C1 |
Фаг. 1
I/
J L
п
41
7 V - У
Л / А
ЛА
А
//
3
а
П
Фиг. 2
