В некоторых случаях, при спаивании металлических полос легкоплавкими припоями, не всегда удобно пользоваться паяльником, тело которого представляет собой сплошной кусок красной меди круглой или иной формы.
В процессе спайки положенных в нахлест двух медных или жестяных пластин длиною в 350 мм и толщиною от 0,3 до 0,5 мм обыкновенным паяльником нельзя получить аккуратного, чистого и равномерного обтекания без пропусков, особенно при массовой пайке, где кроме чистоты работы требуется и быстрота.
По указанию изобретателя, в подобных случаях с большим успехом может быть применен паяльник, у которого рабочая кромка имеет продольный паз с отходящими от него внутрь суживающимися канавками, с целью захватывания припоя за счет капиллярного действия.
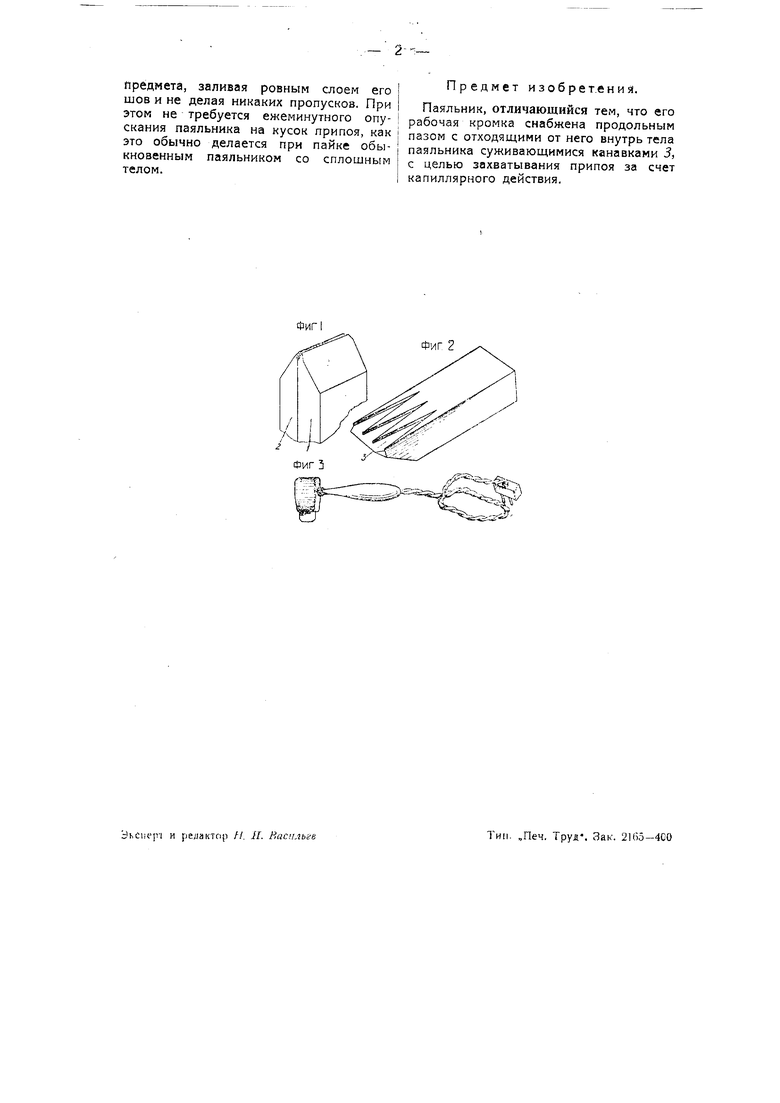
На перспективном чертеже фиг. 1 изображает рабочую часть паяльника; фиг. 2 - одну из двух пластин, образующих эту рабочую часть; фиг. 3 - паяльник в собранном виде.
Тело паяльника состоит из двух плоских сжатых между собою пластин 7 и 2 из красной меди, толщиной каждая от 8 до 12 мм, шириною от 20 до 30 мм и высотою от 80 до 100 мм.
На внутренней стороне каждой пластины имеются канавки 3, идущие внутрь тела паяльника и на расстоянии в 1 AIM до конца кромки сливающиеся между собою.
Эти канавки суживаются и имеют глубину не более 0,5 мм, а ширину 5-8 мм, в зависимости от ширины самого тела. Главное условие при вырезке этих канавок заключается в том, чтобы основания этих треугольных канавок со стороны рабочей кромки паяльника сходились между собою, как бы сливаясь в одну плоскость. Таким образом, если смотреть снизу вверх на сложенные вместе пластины, то между ними будет видна щель, размером в 1 мм.. Благодаря канавкам тело паяльника способно набирать расплавленного тем же паяльником припоя такое количество, которого с избытком хватает на спайку двух полос, положенных внахлестку одна на другую на протяжении длины 350 .if.it и больше.
Для того, чтобы припой легко пошел по канавкам вверх в тело паяльника, нужно расплавить припой в каком-либо сосуде, как, например, в фарфоровой чашке, выдолбленном углублении кирпича или Б куске дерева. Если опустить рабочую часть паяльника в расплавленный припой, паяльник втянет его в себя по канавкам и затем постепенно будет отдавать припой металлу спаиваемого
Предмета, заливая ровным слоем его шов и не делая никаких пропусков. При этом не требуется ежеминутного опускания паяльника на кусок припоя, как это обычно делается при пайке обыкновенным паяльником со сплошным телом.
Предмет изобрегений.
Паяльник, отличающийся тем, что его рабочая кромка снабжена продольным пазом с отходящими от него внутрь тела паяльника суживающимися канавками 3, с целью захватывания припоя за счет капиллярного действия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ В МАГНИТНОМ ПОЛЕ | 1997 |
|
RU2115519C1 |
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СЕКТОРОВ РАЗРЕЗНОГО КОЛЬЦА СОПЛОВОГО АППАРАТА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2194604C1 |
| Автомат для припайки выводов к дисковым керамическим конденсаторам | 1961 |
|
SU144910A1 |
| Способ пайки изделий с вертикальными зазорами | 1989 |
|
SU1660876A1 |
| Устройство для нанесения паяльной жидкости | 1985 |
|
SU1294519A1 |
| Паяльник для пайки и распайки | 1978 |
|
SU766775A1 |
| ПЕЧАТНАЯ ПЛАТА ДЛЯ ПАЙКИ СТОЛБИКАМИ ПРИПОЯ | 2000 |
|
RU2199840C2 |
| Электрический паяльник с камерой для припоя | 1941 |
|
SU69413A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
Фиг

