Заточка заборной кромки является одной из важнейших операций, от которой больше чем от других операций, зависит будущая работа плашек. Поэтому приспособления для заточки режущей кромки являются необходимыми для соответствующего массового производства.
Показанные на чертеже тиски предназначены для укрепления шести комплектов (24 плашки). Тиски устроены таким образом, что дают надежное закрепление плашек в правильном положении. Подвижная губка тисков выполнена поворотной, и в промежутках между комплектами плашек имеются параллельные ей поворотные пластины. Тиски могут поворачиваться для заточки заборной части плашек под требуемым углом. При установке плашек в тиски на них сверху нажимают пружинные пальцы.
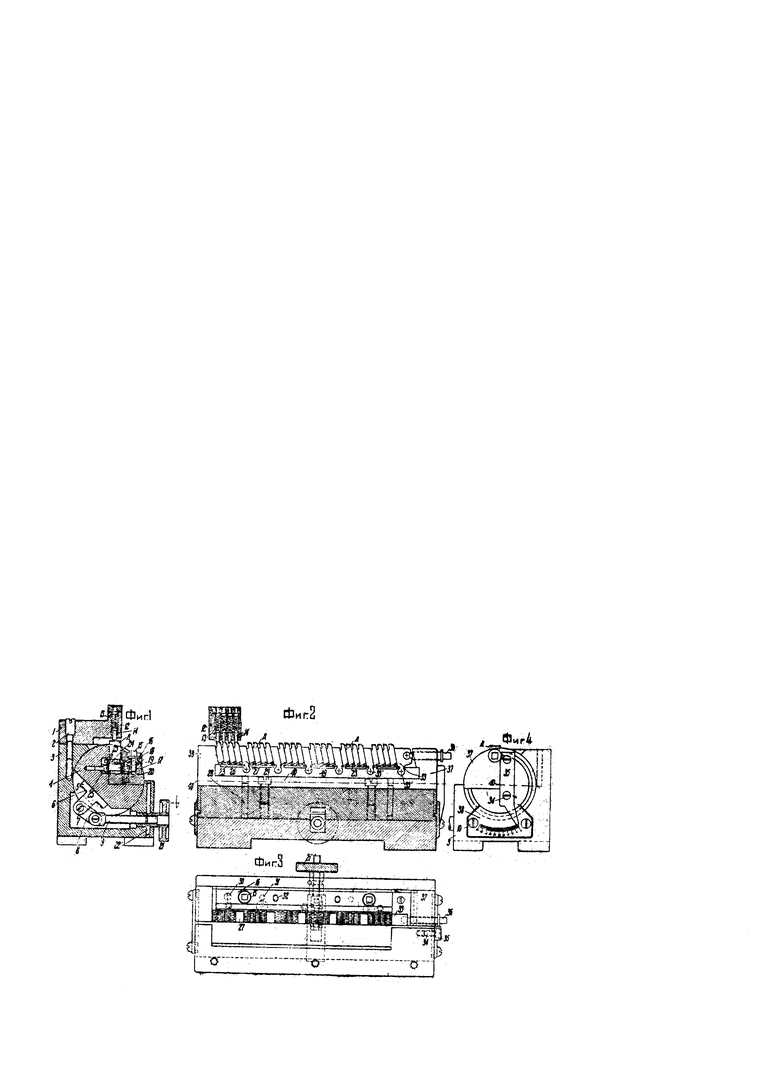
На чертеже фиг. 1 изображает поперечный разрез тисков; фиг. 2 - продольный разрез; фиг. 3 - вид сверху, и фиг. 4 - вид с торца.
В основании 3 тисков имеется круглое отверстие для поворотного вокруг своей оси 40 корпуса 4 и второе отверстие для механизма, состоящего из плеча 5, прикрепленного к корпусу 4 винтами 6 и связанного серьгой 8 и 7 с винтом 9, ввинченным в дисковую гайку 21, имеющую на поверхности накатку для облегчения ее вращения от руки,
Поворот гайки 21 в ту или иную сторону даст требуемый поворот корпуса 4 с указателем 35 (фиг. 4), для которого на корпусе имеется пластина 38 со шкалой.
Корпус 4 имеет паз, в который вложен роликовый держатель 25, прикрепленный винтами 24 и имеющий прорезы, в которые входят оси роликов 23.
В другом пазу корпуса 4 имеется пластина 27, прикрепленная к корпусу 4 винтами 29 и штифтами 25. В пазы пластины 37 вставлена опорная линейка, рядом с ней к корпусу прикреплена винтами 30 и штифтами 31 планка 17; в ней имеются отверстия, в которые вставлены пальцы 18, подпираемые пружинами 20. На планку 17 с правой стороны опирается линейка 16, которая с левой стороны подпирается пальцами 18. Линейка 16 под действием винтов 15 зажимает плашки Д.
В опорную линейку 19 вставлены точно обработанные закаленные пластины 26, на которых и лежат вышеуказанные ролики 23.
Линейка 16 имеет шесть круглых отверстий, в которые вставлены пластины 27. Зажимание плашек Д производится губкой 33, поворотной вокруг оси 33′. Для нажимания на губку 33 служит винт 36. Цифрой 39 обозначена неподвижная губка.
Для надежной установки плашек Д и во избежание постукивания по ним молоточком при установке применяется вспомогательный установ 1, прикрепленный к основанию 3 винтом 2. С передней стороны установ 1 имеет столько отверстий, сколько в данном приспособлении вмещается плашек. В каждое отверстие вставлен палец 14, нажимаемый пружиной 13.
Рабочему нужно знать, под каким углом следует поставить на заточку данные плашки. Прежде всего он ставит корпус 4 под прямым углом (фиг. 2), затем укладывает плашки Д и слегка поджимает винтом 36 подвижную губку 33, благодаря чему все вставленные плашки с пластинами 27 прилягут друг к другу. После этого рабочий ставит вспомогательный установ 1, производя последний равномерное давление на плашки Д и через них на ролики 23. Далее плашки закрепляют линейкой 16 и окончательно зажимают винтом 36, после чего поворачивают на определенный требуемый угол корпус 4 вместе с плашками.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ШЛИФОВАНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ ВИНТОРЕЗНЫХ ПЛАШЕК КОМПЛЕКТОВ | 1933 |
|
SU40186A1 |
| ПАКЕР-ПРОБКА | 2004 |
|
RU2275490C1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| ТИСКИ УНИВЕРСАЛЬНЫЕ ДЛЯ ЗАТОЧКИ ИНСТРУМЕНТА | 1999 |
|
RU2159174C1 |
| Машина для сортировки коконов по деформации их оболочек | 1951 |
|
SU97830A1 |
| СПАЙДЕР ДВУХКОЛОННЫЙ | 2013 |
|
RU2517107C1 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ И ШЛИФОВАНИЯ РЕЖУЩЕЙ ЧАСТИ ПЛАШЕК | 1934 |
|
SU39514A1 |
| УНИВЕРСАЛЬНЫЙ ПРЕВЕНТОР ПШЕНИЧНОГО | 1991 |
|
RU2013519C1 |
| АВТОМАТ ДЛЯ ЗАТОЧКИ КРУГЛЫХ ПЛАШЕК | 1973 |
|
SU363572A1 |
| УНИВЕРСАЛЬНЫЙ ПРИВОД ПЛАШЕЧНОГО ПРЕВЕНТОРА-2 | 1993 |
|
RU2097527C1 |
1. Тиски для укрепления винторезных плашек комплектами при шлифовании заборной их части, отличающиеся тем, что подвижная губка 33 тисков выполнена поворотной вокруг неподвижной оси 33′ и часть 37, несущая подвижную губку 33, нажимной винт 36 и неподвижную губку 39, выполнена поворотной вокруг неподвижной оси 40, перпендикулярной к оси 33′.
2. Форма выполнения тисков по п. 1, отличающаяся тем, что для облегчения установки плашек в правильном положении применены между каждым комплектом пластины 27, поворотные вокруг осей, параллельных оси 33′, и подкладные под плашки ролики 23.
3. При тисках по пп. 1 и 2 применение пружинных пальцев 14 для нажима на плашки сверху при их установке в тисках.
