1
Известен штамп для гидромеханической втяжки нолых заготовок с дном, содержащий закрепленный на верхней плите пуансоп и две полуматрицы.
Для нанесения рисунка на наружную поверхность полой заготовки одновременно с вытяжкой в предлагаемом штампе одна из полуматриц выполнена в виде секторного кольца с рифлениями на его внутренней поверхности, при этом секторы подпружинены один относительно другого и соединены между собой направляющими штифтами.
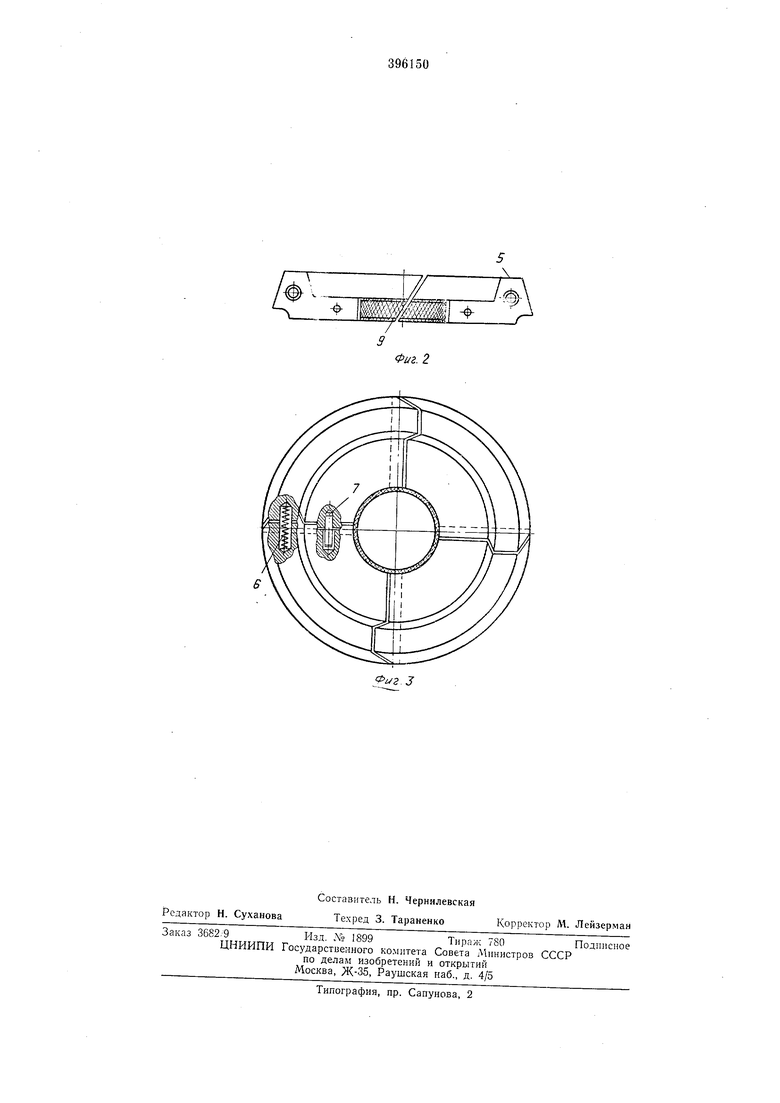
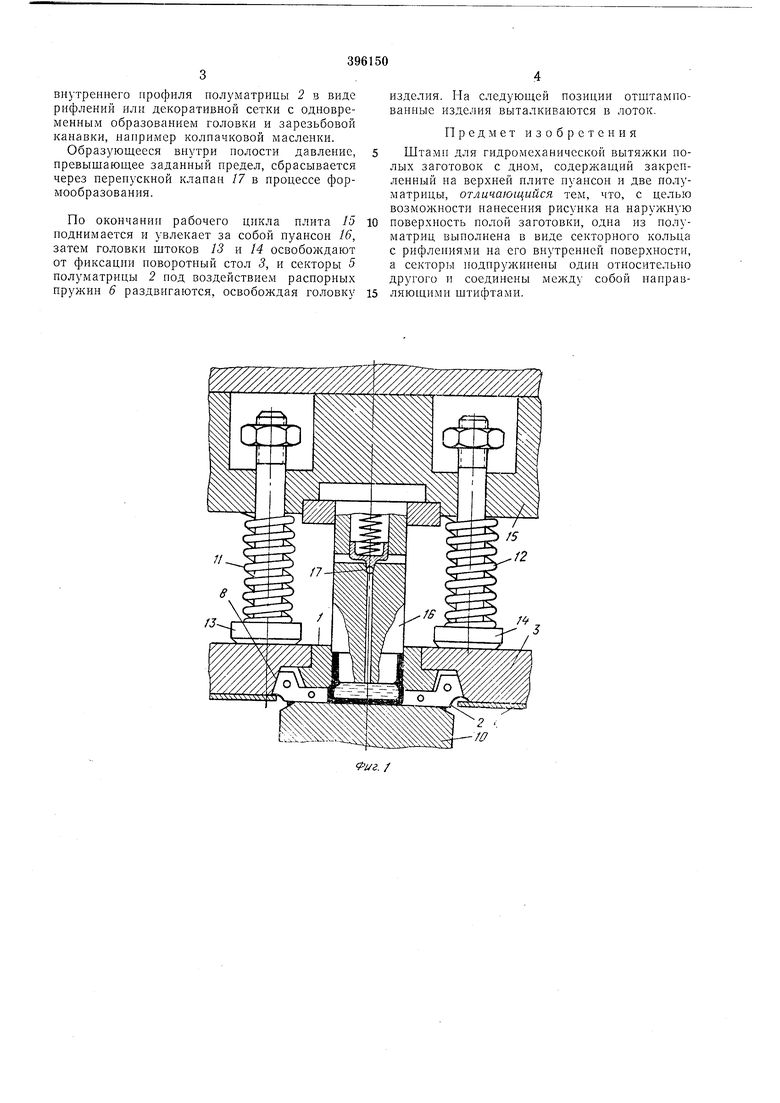
На фиг. 1 схематически изображен предлагаемый штамп; на фиг. 2 - инструмент для нанесения рифлений; на фиг. 3 - то Лче, вид в иланс.
Штамп содержит матрицу, выполненную в виде двух полуматриц / и 2, нижняя из которых размещена на поворотном столе 3 и удерживается пластиной 4.
Нижняя полуматрица 2 выполнена в виде секторного кольца, в котором секторы 5 связаны между собой распорными пружинами 6 и сдвигаются на направляюших штифтах 7 при опускании поворотного стола 3, воздействующего па скощенные плечики 6. На внутренней поверхности секторного кольца выполнены рпфлення 9.
Донная часть матрнцы образуется на внутренней поверхности на позиции образования
рифлений из опорной плиты 10, поджатой предварительно напряженными прул инами 11 и 12 через головки штоков 13 и 14, перемещающихся в паправляющпх отверстиях подвижной верхней плпты 15. В последней расположен пуансон 16, внутри которого имеется переп}скной клапан 17, обеспечивающий снятие излишнего давлення жидкой среды в процессе образования рпфлеппй и внешнего профиля изделий.
Оиисанный штамп работает следующим образом.
Предварительно вытянутая полая заготовка подается в полуматрицы / и 2. Поворотный стол 3 псремспдает заготовку на рабочую позпцию образования внешнего профиля. Во время поворота полая заготовка наполняется жидкой средой, после чего пуансон 16 вместе с верхней плитой 15 п прижимными головками штоков 13 и 14 опускаются. После поджатия поворотного стола 3 к опорной плите 10 полуматрицы фиксируются п подготавливаются для формообразования внешнего профиля изделия. При дальнейшем продвижении верхней плиты 15 пуансон 16 входит в полость заготовки п, препятствуя выходу пз нее л идкой среды, своим воздействием на нее создает . внутрн полости заготовки давление, необходимое и достаточное для получения на цилиндрической поверхности заготовки отпечатка от
внутреннего профиля полуматрицы 2 в виде рифлений или декоративной сетки с одновременным образованием головки и зарезьбовой канавки, например колпачковой маеленки.
Образующееся внутри полости давление, превышаюгцее заданный предел, сбрасывается через перепускной клапан /7 в процессе формообразования.
По окончании рабочего цикла плита /5 поднимается и увлекает за собой пуансон 16, затем головки штоков 13 и 14 освобождают от фиксации поворотный стол 3, и секторы 5 полуматрицы 2 под воздействием распорных цружин 6 раздвигаются, освобождая головку
изделия. На следующей позиции отштампованные изделия выталкиваются в лоток.
Предмет изобретения
Штамп для гидромеханической вытяжки полых заготовок с дном, содержащий закрепленный на верхней плите пуансон и две полуматрицы, отличающийся тем, что, с целью возможности нанесения рисунка на наружную поверхность полой заготовки, одна из полуматриц выполнена в виде секторного кольца с рифлениями на его внутренней поверхности, а секторы иодпружииеиы один относительно другого и соединены между собой направляющими штифтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГИДРОМЕХАНИЧЕСКОЙ ВЫТЯЖКИ | 1973 |
|
SU396152A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| ШТАМП ДЛЯ ГИБКИ ТРУБ | 1995 |
|
RU2085317C1 |
| Штамп к горизонтально-ковочной машине | 1987 |
|
SU1466866A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2147961C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| Устройство для гидроформовки полых заготовок | 1983 |
|
SU1134261A1 |
| Гидропрессовый агрегат | 1987 |
|
SU1547943A1 |
| Устройство для гидромеханической штамповки полых ступенчатых деталей | 1982 |
|
SU1109223A1 |