Изобретение касаетея обработки метал лов давлением и относится к штамновой оснастке. Известен штамп для гидромеханической листовой штамповки полых деталей с дном, содержащий разъемные полуматрицы, поддерживающую полуматрицу и закрепленный па подвижной плите пуансон 1. Однако этот щтамп не дает возможности изготавливать ступенчатые детали с концевым выступом в средней части. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для гидромеханической штамповки полых ступенчатых деталей, содержащее неподвижную плиту, несущую матрицу, и подвижную плиту, на которой жестко закреплен пуансон 2. Недостатком известного устройства является то, что на нем можно только штамповать ступенчатые детали с кольцевым выступом в краевой части детали и невозможно изготавливать детали с кольцевым выступом в средней части. Целью изобретения является расширение технологических возможностей путем штамповки деталей, имеющих кольцевой выступ в средней части. Указанная цель достигается тем, что устройство для гидромеханической штамповки полых ступепчатых деталей, содержащее неподвижную плиту, несущую матрицу, и подвижную плиту, на которой жестко закреплен пуансон, снабжено расположенной между подвижной и неподвижной плитами вертикально подпружиненной плитой с окном и установленными в окне дополнительной плиты с возможностью горизонтального каждая из перемещепия полуматрицами. которых имеет подпружиненный к неподвижной плите мехапизм перемещения, выполненный в виде двух шарнирно связанных между собой рычагов, один из которых соединен с дополнительной плитой, а другой - с полуматрицей. На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - то же, вид сверху. Устройство содержит пуансон 1, закрепленный на подвижной плите (не изображена), неподвижную плиту 2, несущую разъем ную полуматрицу 3, расположенную между подвижпой и неподвижной 2 плитами верикальпо подпружиненную пружинами 4 ополнительную плиту 5 с окном 6 прямогольной формы с возможностью горизонального перемещения полуматрицами 7, каждая из которых имеет подпружиненный нружпнами 8 к плите 2 механизм перемещения, выполненный в виде двусвязанных между собой посредством шарнира 9 рычагов 10, один из которых соединен с плитой 5, а другой с нолуматрицей 7. Устройство работает следующим образом. Предварительно изготовленную заготовку в виде полого стакана с буртиком в краевой части, заполненную жидкой средой, опускают в полость матрицы 3 до касания буртиком головки кромок полуматриц 7, разведенных при помощи пружин 8 па величину, достаточную для удаления готового изделия. Нри движении пуансона 1 вниз его торец воздействует на торец заготовки, запирая в пей жидкую среду и сжимает пружины 4. Нри этом посредством движения вниз дополнительной плитой 5 и механизмов перемещения полуматриц 7 происходит смыкание полуматриц 7, которые охватывают исходный диаметр заготовки под головкой, жестко его защемляют, затем производится опускание заготовки до упора в дно матрицы 3. Нри дальнейшем движении пуансона 1 вниз происходит осадка заготовки и формовка кольцевого выступа в полости разъемной матрицы под головкой, которая под действием радиальных усилий стремится раздаться, полуматрицы 7 сжаты с достаточным усилием, которое обеспечивается пружинами 8. Нри ходе пуансона вверх происходит подъем дополнительной плиты 3 посредством пружин 4 и 8. Носле того, как пружины 8 выберут свой рабочий ход, щарнир 9, двигавшийся с дополнительной плитой 5, остановится, а дополнительная плита 5, продолжая двигаться вверх под действием пружины 4, поворачивает рычаги 10 вокруг щарнира 9. Рычаги 10 сведутся, обеспечивая разведение полуматриц 7 на величину, достаточную для удаления готового изделия. Использование предлагаемого устройства позволяет изготавливать детали с кольцевым выступом в средней части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидромеханической штамповки полых ступенчатых деталей | 1984 |
|
SU1214281A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп для выдавливания | 1990 |
|
SU1722674A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для радиального выдавливания | 1982 |
|
SU1038050A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для изготовления полых деталей с ответвлениями | 1984 |
|
SU1194528A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ, содержащее неподвижную плиту, несущую матрицу, и подвижную плиту, на которой жестко закреплен пуансон, отличающееся тем, что, с целью расширения технологических возможностей путем щтамповки деталей, имеющих кольцевой выступ в средней части, оно снабжено расположенной между подвижной и неподвижной плитами вертикально подпружиненной дополнительной плитой с окном и установленными в окне дополнительной плиты с возможностью горизонтального перемещения полуматрицами, каждая из которых имеет подпружиненный к неподвижной плите механизм перемещения, выполненный в виде двух щарнирно связанных между собой рычагов, один из которых соединен с дополнительной плитой, а другой - с полуматрицей. (Л со N5 to (U)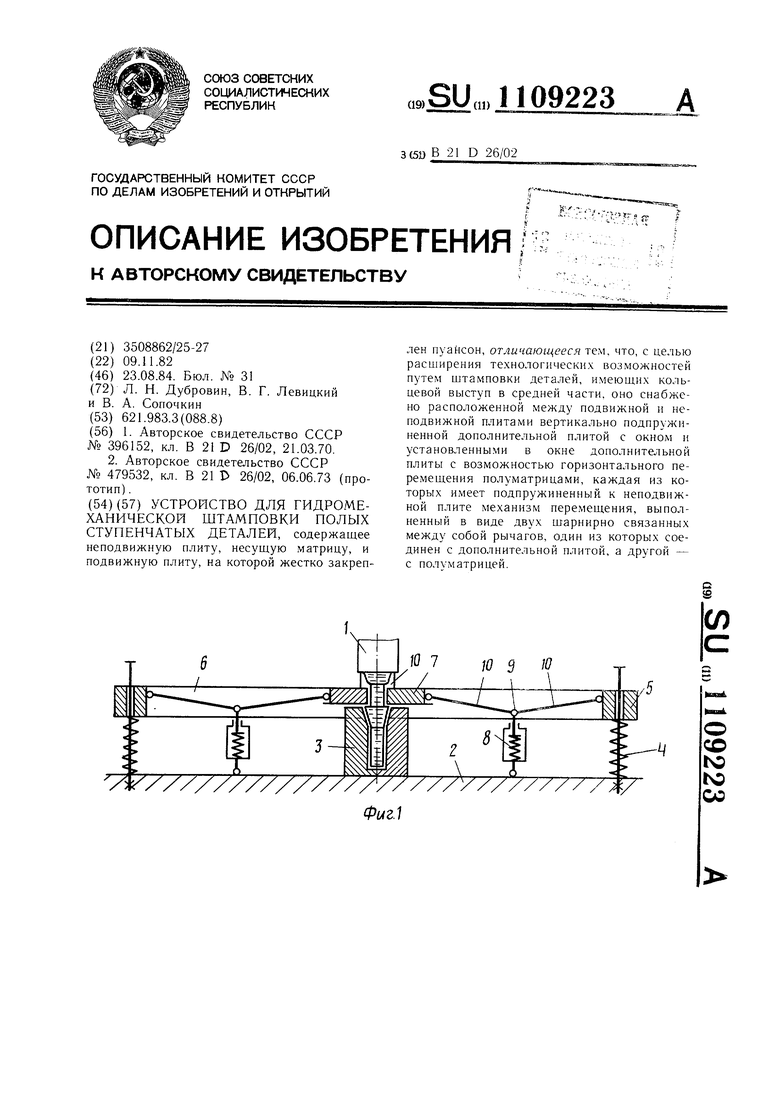
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ШТАМП ДЛЯ ГИДРОМЕХАНИЧЕСКОЙ ВЫТЯЖКИ | 0 |
|
SU396152A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для гидромеханической штамповки полых заготовок | 1973 |
|
SU479532A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
