Изобретение относится к машиностроению, в частности к прессовому оборудованию по изготовлению роторов турбобуров методом выдавливания из твердожидкого металла или литья металлов с кристаллизацией под давлением.
Цель изобретения - повышение производительности и снижение энергозатрат.
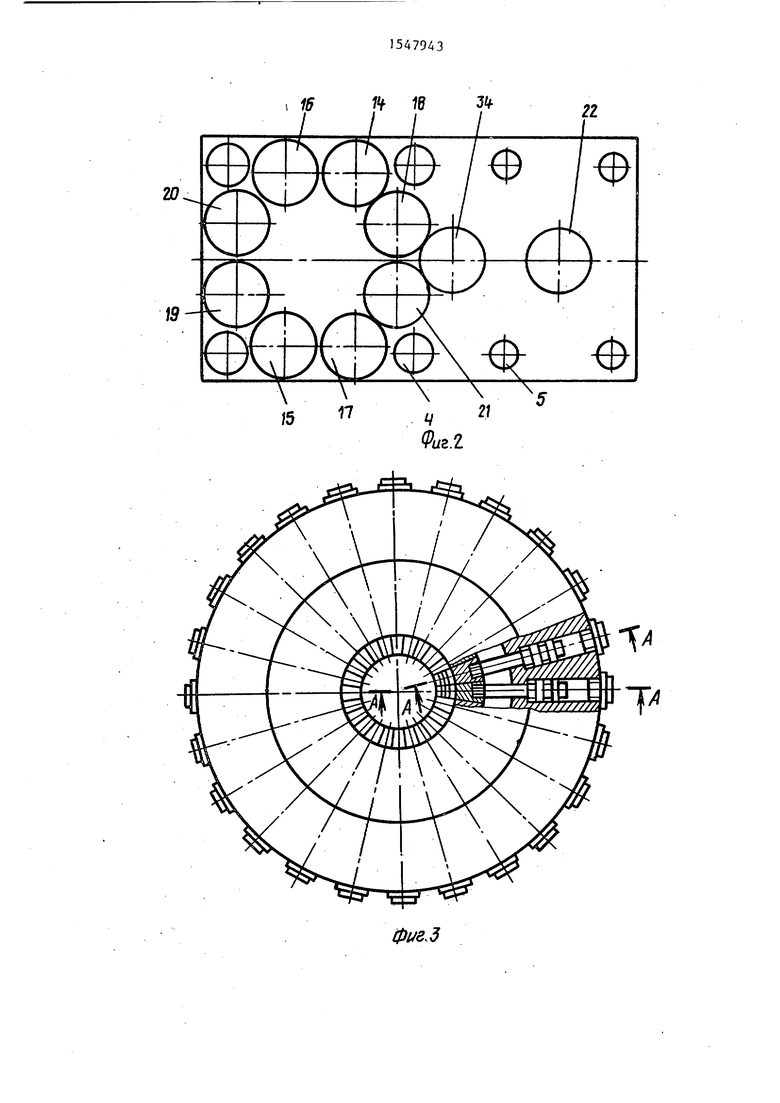
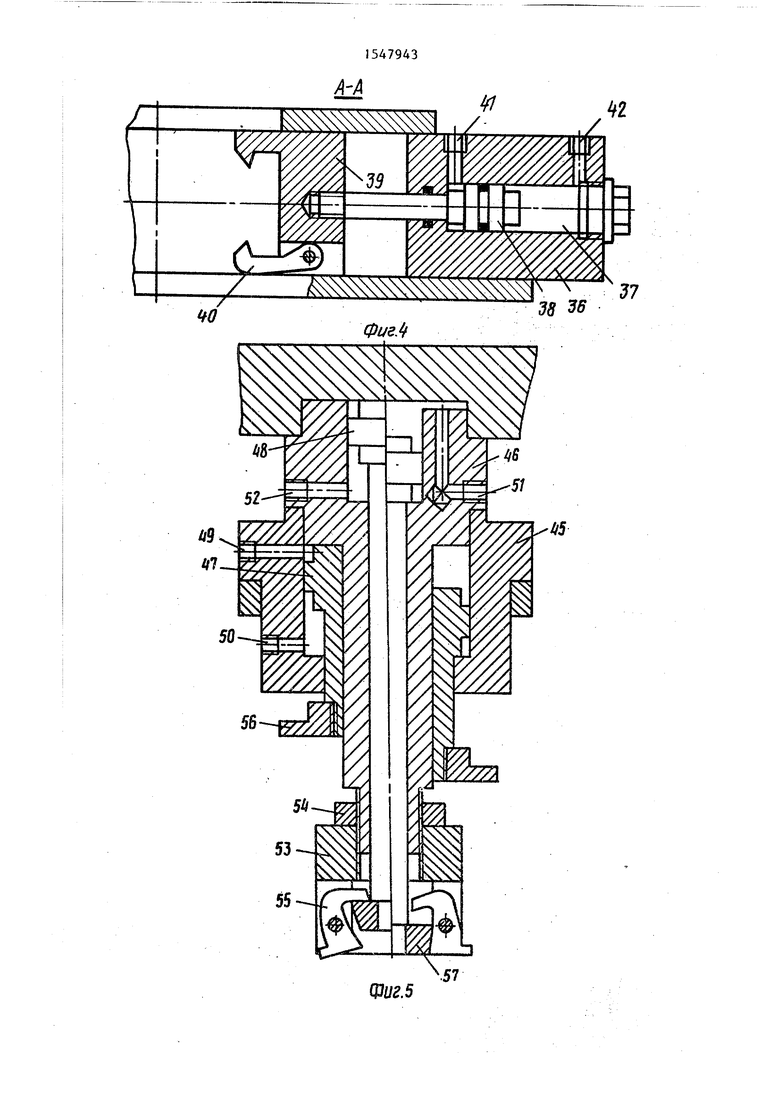
На фиг. 1 представлен агрегат, об-, щий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - приспособление для снятия секторных вкладышей с лопаток заготовки ротора, вид сверху; на фиг. 4 - разрез А-А на фиг. 3; на ; фиг. 5 - телескопическая оправка, об-.
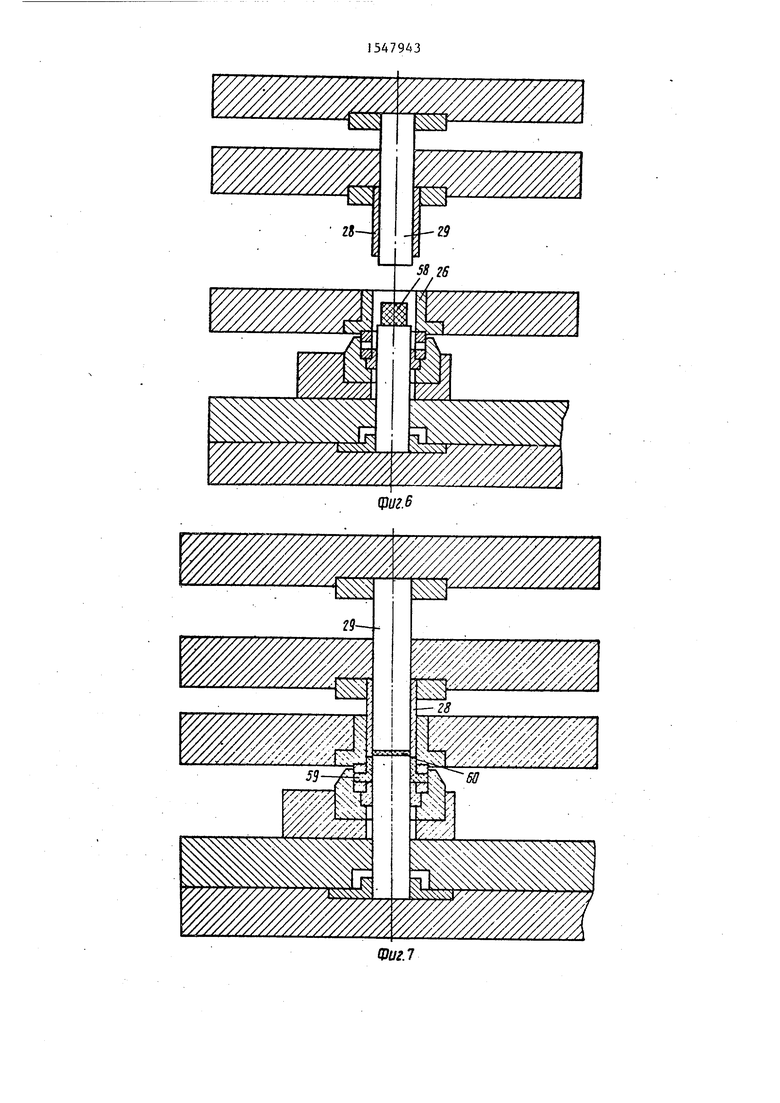
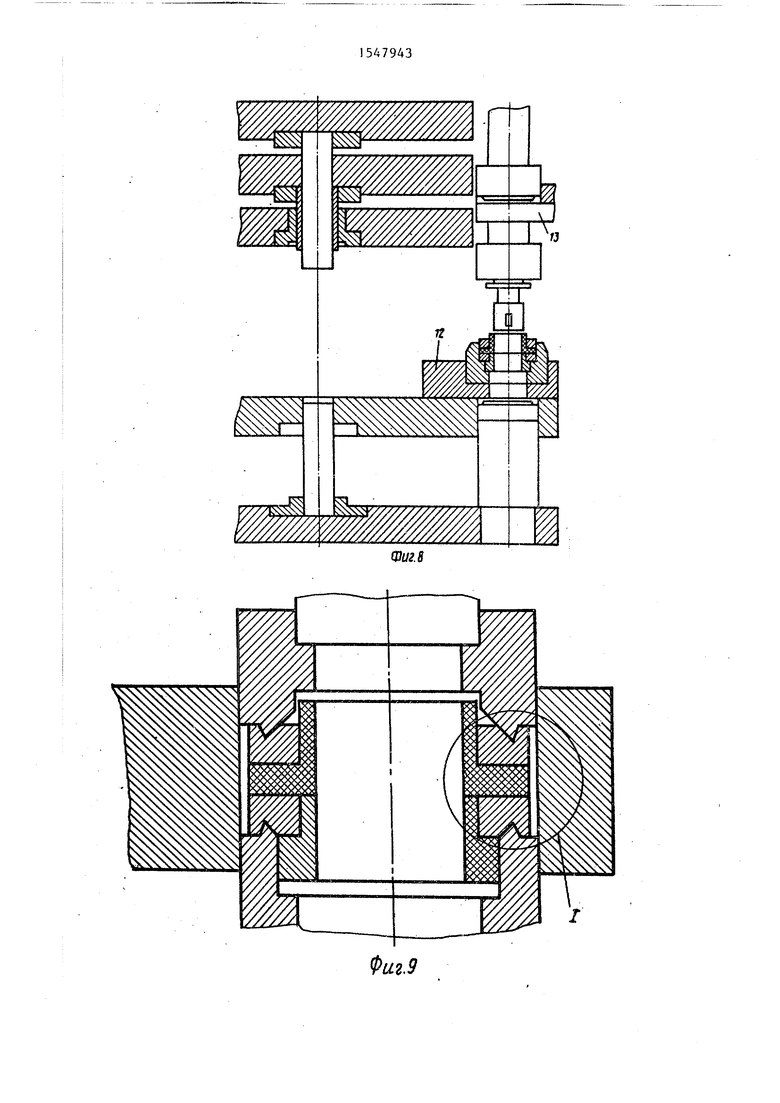
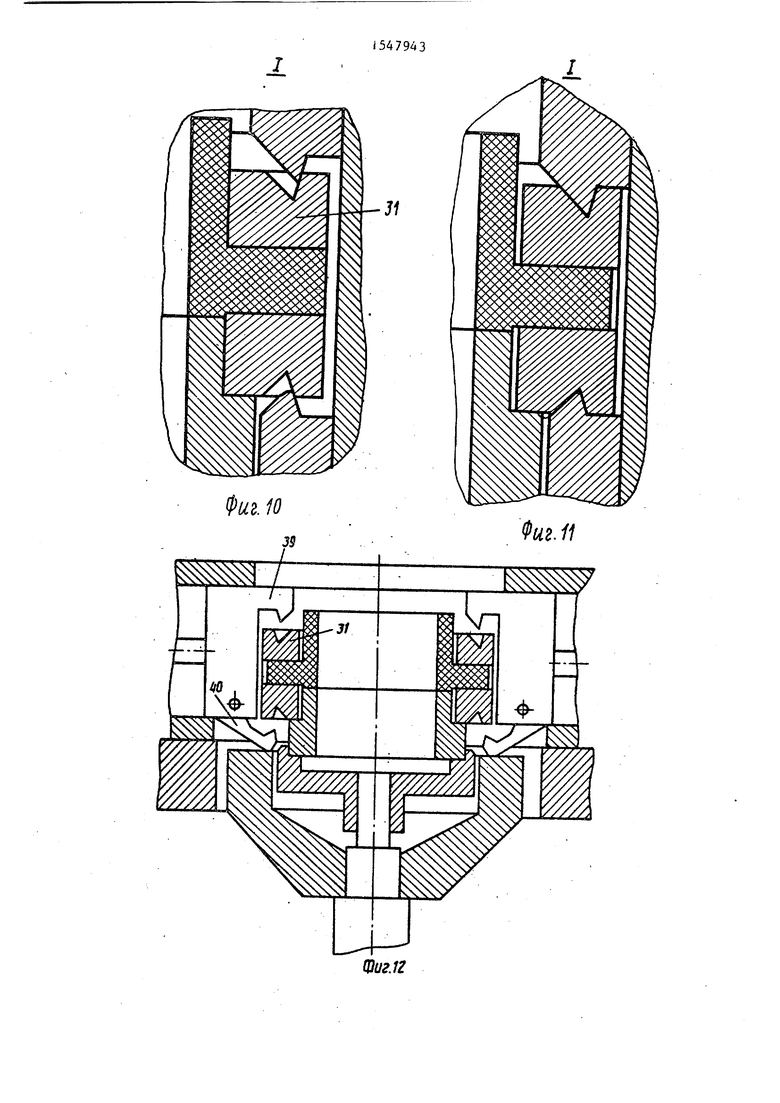
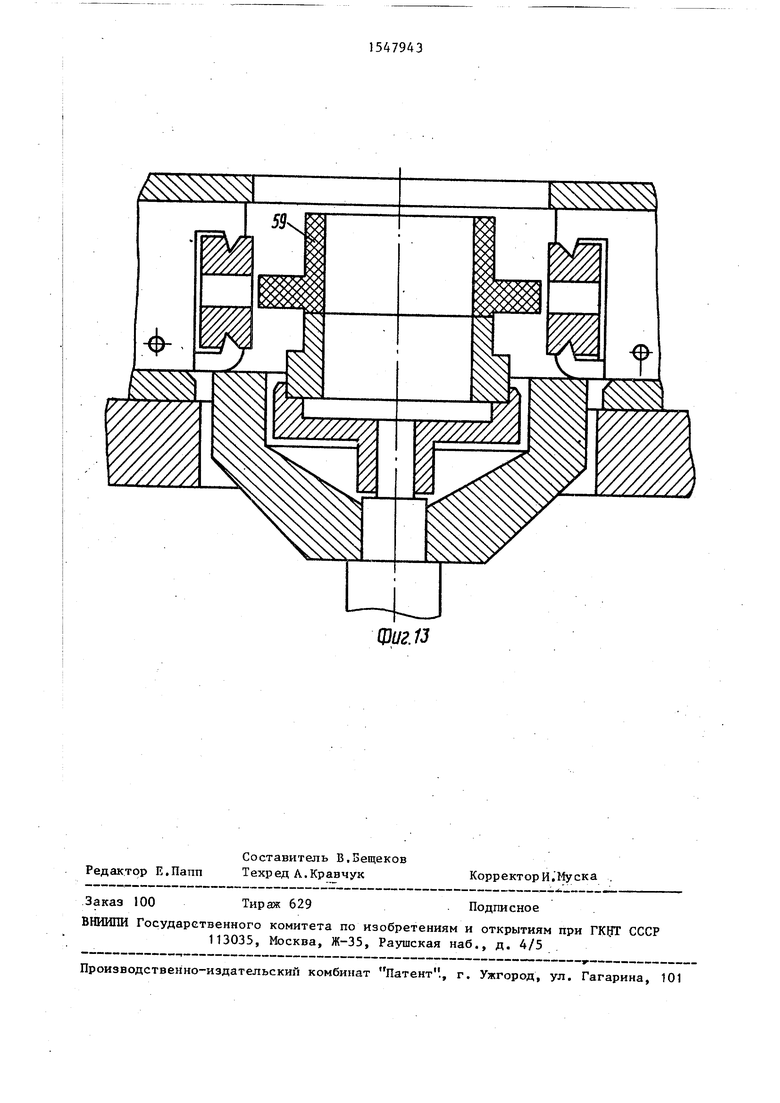
щий вид; на фиг. 6 - пакет агретага, .исходное положение; на фиг. 7 - то же, конечное положение; на фиг. 8 - вспомогательный пакет, исходное положение; на фиг. 9 - заготовка ротора с секторными вкладышами на оправке дополнительного пакета; на фиг. 10 и 11 - узел I на фиг, 9 перед отделением и после отделения вкладыша от лопатки соответственно; на фиг. 12 - : приспособление для снятия секторных вкладышей с лопаток заготовки ротора, исходное положение; на фиг. 13 - то же, конечное положение.
Гидропрессовый агрегат состоит из неподвижных поперечин 1-3, стянутых колоннами 4 и 5, подвижных в верти- /
СП
Ј
s|
СО Јь
w
кальном направлении траверс 6-11, одвижных в горизонтальном направлеии столов 12 и 13. Траверса 6 соедиена с цилиндрами 14 и 15, закрепленными на поперечине 2, траверса 7 - с илиндрами 16 и 17; траверса 8 - с илиндрами 18 и 19; траверса 9 - с цилиндрами 20 и 21; траверса 10- с ци- индрдм 22; траверса 11 - с цилиндрами 23 и 24. Столы 12 и 13 снабжены цилиндрами, вмонтированными в столы (не показаны). Траверсы 6-9 образут силовой пакет, а траверсы 10 и 11 - дополнительный пакет. Стол 12 становлен на траверсе 6 силового пакета, а стол 13 - на траверсе 10 вспомогательного пакета. На гидропрессовом агрегате закреплен штамп, образованный нижней 25 и верхней 26 полуматрицами, пуансонами 27 - 29, подкладным кольцом 30 и секторными вкладышами 31. Нижняя полуматрица 25 закреплена на столе 12, верхняя полуматрица 26 - на траверсе 7; нижний пуансон 27 закреплен на поперечине 1, верхний наружный пуансон 28 - на траверсе 8, верхний внутренний пуансон 29 - на траверсе 9. Подкладное кольцо 30 и секторные вкладыши 31 установлены в нижней полуматрице 25, Гидропрессовый агрегат снабжен механизмом отделения сегментных вкладышей 31 от лопаток заготовки ротора, образованным упором 32 и захватом 33, соединенным с цилиндром 34. Упор 32 установлен на цоперечине 1, захват 33 - на штоке цилиндра 34, а цилиндр- на поперечине 2. Кроме того, гидропрессовый агрегат снабжен приспособлением 35 для удаления секторных вкладышей 31 с лопаток заготовки ротора. Приспособление состоит из корпуса 36 (фиг. 4), в котором выполнены полости цилиндров 37, в данные полости вставлены поршни 38, соеди- ненные с ползунами 39. На ползунах 39 установлены рычаги 40. В корпусе 36 выполнены отверстия 41 и 42 для подвода масла в полости цилиндров 37 (на фиг. 3 и 4 показано только два отверстия). Приспособление установлено на траверсе 11. В состав приспособления входит цилиндр 43, установленный на поперечине 3. Гидропрессовый агрегат снабжен телескопической оправкой 44, состоящей из наружного 45 ,и внутреннего 46 (фиг.5) корпусов; наружного, 47 и внутреннего
5
0
5
0
5
0
5
0
5
48 поршней. В корпусе 45 выполнены отверстия 49 и 50 для подвода, масла, а в корпусе 46 - отверстия 51 и 52. На корпусе- 46 навинчен наконечник 53 и контргайка 54. В наконечнике закреплены рычаги 55. На поршне 47 закреплена прижимная шайба 56, а на поршне 48 - конусная втулка 57. Телескопическая оправка 44 закреплена на столе 13.
Позицией 58 обозначена исходная / заготовка, позицией 59 - отштампованная заготовка с облоем 60.
Агрегат работает следующим образом.
Нагретую заготовку 58 размещают в штампе силового пакета, опускают пуансоны 28 и 29, причем пуансон 28 только до перекрытия отверстия в полуматрице 26, а пуансон 29 до нижнего положения (фиг. 7). Когда пуансон 29 достигнет нижнего положения, опускают вниз пуансон 28, которым окончательно формируют заготовку 59, отрубая от нее облой 60 (фиг. 7). Давление на металл создают 20 кгс/ммг и более. После получения заготовки 59 ротора поднимают пуансон 29, затем пуансон 28, полуматрицу 26, полуматрицу 25 с заготовкой 59, освобождая последнюю от пуансона 27. После этого перемещают вправо стол 12 с полуматрицей 25 и заготовкой 59, а стол 13 перемещают влево, совмещая ось оправки 44 с осью заготовки 59 (фиг. 8). С торца пуансона 27 удаляют облой 60, опускают траверсу 10 с оправкой-44, заводя наконечник 53 оправки 44 в отверстие заготовки 59. Затем подают давление жидкости в отверстие 51 внутреннего корпуса 46 оправки 44, которым опускают вниз поршень 48 и конусной втулкой 57 поворачивают рычаги 55, нижние концы которых выступают за пределы наконечника 53 (фиг. 5) под подкладным кольцом 30. После этого поднимают траверсу 10 и извлекают заготовку 59 вместе с сегментными вкладышами 31 и подкладным кольцом 30 из полуматрицы 25, после чего стол 12 возвращают в левое исходное положение, а заготовку 59 опускают на упор 32. Затем пбдакцт масло в отверстие 52 корпуса 46 оправки 44 (фиг. 5), которым поднимают поршень 48 и конусной втулкой 57 поворачивают рычаги 55, утапливая их концы в пазах наконечника 53, после
чего оправку 44 вместе с траверсой 10 поднимают вверх, т.е. заготовку 59 освобождают от оправки 44. Стол 13 отводят вправо, после чего опускают вниз захват (фиг. 9-11), которым отделяют сегментные вкладыши 31 от лопаток заготовки ротора. Отрыв проводят на 1-2 мм. Затем поднимают вверх захват 33, перемещают влево
стол 13 с оправкой 44, опускают вниз траверсу 10, разводят концы рычагов 55 в стороны, после чего поднимают вверх траверсу 10 вместе с оправкой 44 и заготовкой 59. Стол 13 перемеща- ют вправо, перенося заготовку 59 над приспособлением 35. Опускают траверсу 10 и заготовку 59 с кольцом 30 кладут в приспособление. Затем извлекают оправку 44 из заготовки 59 и от- водят ее влево, подают давление жидкости в отверстия 42 приспособления 35 (фиг. 4) и сводят ползуны 39 к центру (фиг. 12). Затем опускают траверсу 11, вводя в зацепление выступы ползунов 39 во впадины сегментных вкладышей 31, затем цилиндром 43 поднимают рычаги 40 и вводят их выступы во впадины вкладышей 31. Подают дав1547943
равку 44 с вкладышами 31 и кольцом 30, перемещают стол 13 влево, а стол J2 вправо, совмещая оси оправки 44 и полуматрнцы 25, затем опускают оправку 44 вниз, вставляют вкладыши 31 и кольцо 30 в полуматрицу 25. Подают давление жидкости в отверстие 50 оправки 44, поднимают шайбу 56, -затем сводят рычаги 55,поднимают оправку, стол 12 перемещают влево, опускают вниз траверсу 6 с полуматрицей 25, на стенки штампа наносят смазку, опускают траверсу 7 с полуматрицей 26, помещают в штамп новую заготовку 58 и проводят следующий цикл получения заготовки ротора.
Формула изобретения
1. Гидропрессовый агрегат, содержащий пакет со штампом, размещенным на подвижных в горизонтальном направлении столах, а также верхнюю и нижнюю траверсы, отличающийся тем, что, с целью повышения производительности и снижения энергозатрат, он снабжен дополнительным пакетом с верхней и нижней траверсами, подвиж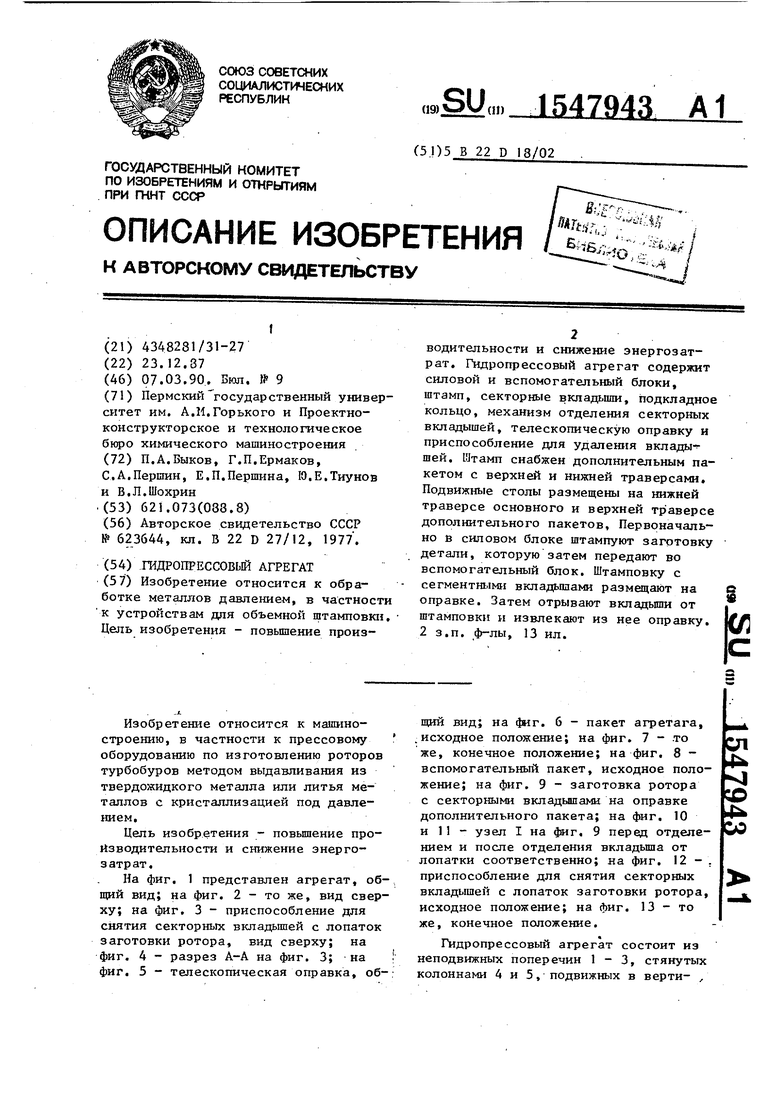
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья металлов с подачей и кристаллизацией под давлением | 1988 |
|
SU1719153A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| Автомат для обработки обуви | 1975 |
|
SU741850A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Штамп для закрытой штамповки | 1976 |
|
SU616026A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| ШТАМП ДЛЯ ГИДРОМЕХАНИЧЕСКОЙ ВЫТЯЖКИ | 1973 |
|
SU396150A1 |
Изобретение относится к обработке металлов давлением, в частности, к устройствам для объемной штамповки. Цель изобретения - повышение производительности и снижение энергозатрат. Гидропрессовый агрегат содержит силовой и вспомогательный блоки, штамп, секторные вкладыши, подкладное кольцо, механизм отделения секторных вкладышей, телескопическую оправку и приспособление для удаления вкладышей. Штамп снабжен дополнительным пакетом с верхней и нижней траверсами. Подвижные столы размещены на нижней траверсе основного и верхней траверсе дополнительного пакетов. Первоначально в силовом блоке штампуют заготовку детали, которую затем передают во вспомогательный блок. Штамповку с сегментными вкладышами размещают на оправке. Затем отрывают вкладыши от штамповки и извлекают из нее оправку. 2 з.п. ф-лы, 13 ил.
ление жидкости в отверстия 41 приспо- зо нь 6 столы размещены на нижней траверсобления 35 и ползуны 39 разводят в стороны, которые разводят в стороны вкладыши 31, освобождая от них заготовку 59 (фиг. 13). Затем удаляют из приспособления заготовку 59, ползуны 39 сводят к центру внутрь ползунов 39 вводят наконечник 52 оправки 44, разводят рычаги 55 (фиг. 5) в стороны под кольцом 30, подают давление жидкости в отверстие 49, опускают шайбу 56 на торцы вкладышей 31, сжимая последние по торцам между шайбой 56 и кольцом 30. После этого поднимают траверсу 31, опускают шток цилиндра 43, освобождая впадины вкладышей 31 от ползунов 39 и рычагов 40. Ползуны 39 разводят в стороны, поднимают оп35
40
45
се основного и верхней траверсе дополнительного пакетов, а штамп снабжен секторными вкладышами и подкладным кольцом.
се основного и верхней траверсе дополнительного пакетов, а штамп снабжен секторными вкладышами и подкладным кольцом.
Фиг.1
СО d- с f-- -3- ш
mmi
f оONГ. LO
I
CVemi
И Щ
Of Щ
(
Редактор Е.Папп
Составитель В.Вещеков Техред А.Кравчук
Заказ 100
Тираж 629
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКУТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент., г. Ужгород, ул. Гагарина, 101
Фиг. 13
Корректор И.Муска
Подписное
| Гидравлический пресс для штамповки жидкого металла | 1977 |
|
SU623644A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
