1
Изобретение относится .к устройствам для Изготовления валяной обуви.
Известно устройство для обработки поверхности валяной обуви, содержащее пульсирующий транспортер, несущий каретки с колодками для обуви, газовые горелки, вращающиеся щетки и привод. Однако это устройство не обеспечивает хорошего качества обработки валяной обуви.
Предлагаемое устройство позволяет повысить производительность труда и улучшить качество обработки.
Это достигается тем, что устройство снабжено ме.ханизмом для поворота колодок, а привод имеет зубчатый сектор, взаимодействующий попеременно посредством зубчатой передачи с механизмом для поворота колодок и транснортером. При этом газовые горелки и вращающиеся щетки установлены в рабочей камере последовательно вдоль линии перемещения обуви по обеим сторонам по высоте ее, а щетки - под углом к горизонтальной плоскости с возможностью вращения во взаимно противоположных направлениях.
Механизм для поворота колодок с обувью содержит ролик, смонтированный на колодке, вилку, взаимодействующую с роликом и выполненную новоротной от привода.
Устройство может иметь механизм для съема обуви с колодки, представляющий собою
упор, подвижный от привода через крявошипно-шатунный механизм.
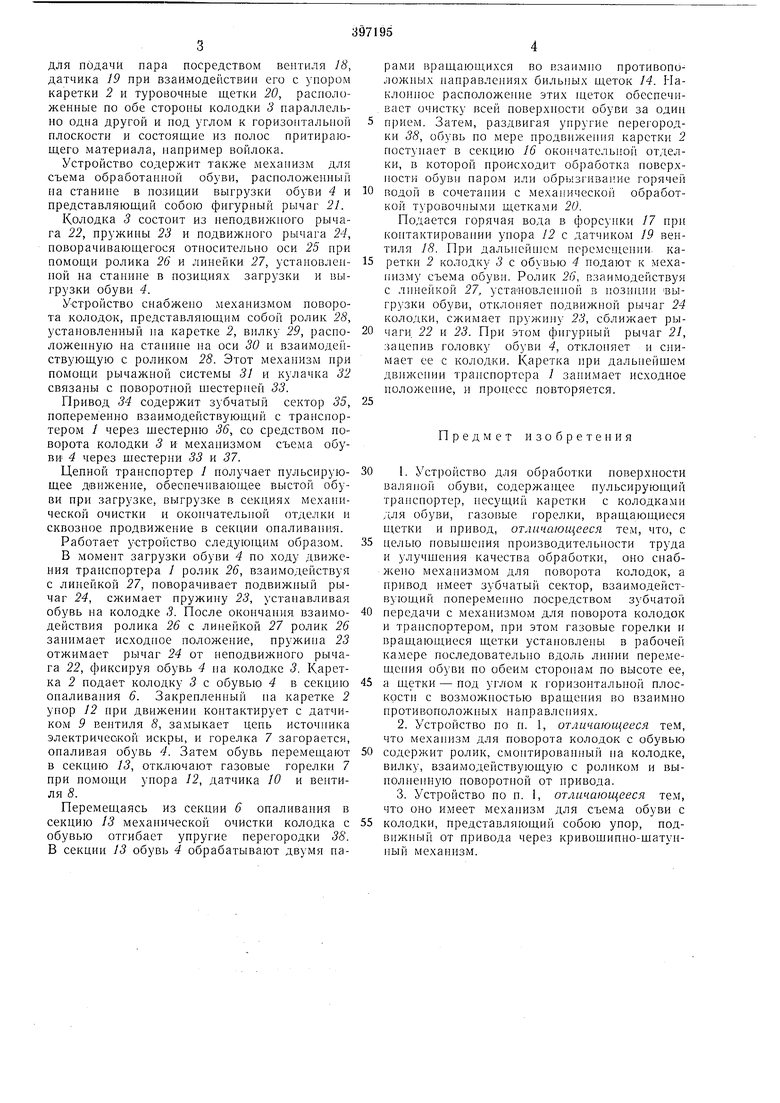
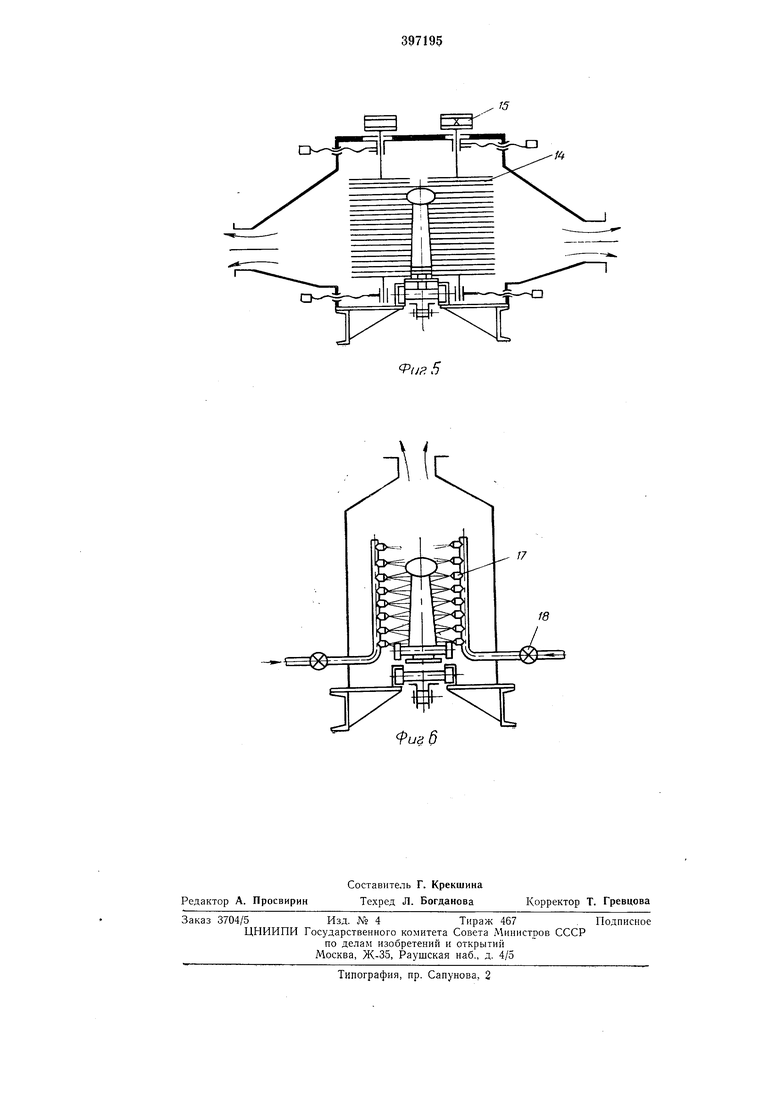
На фиг. 1 - изображено предлагаемое устройство, продольный разрез; на фиг. 2 -
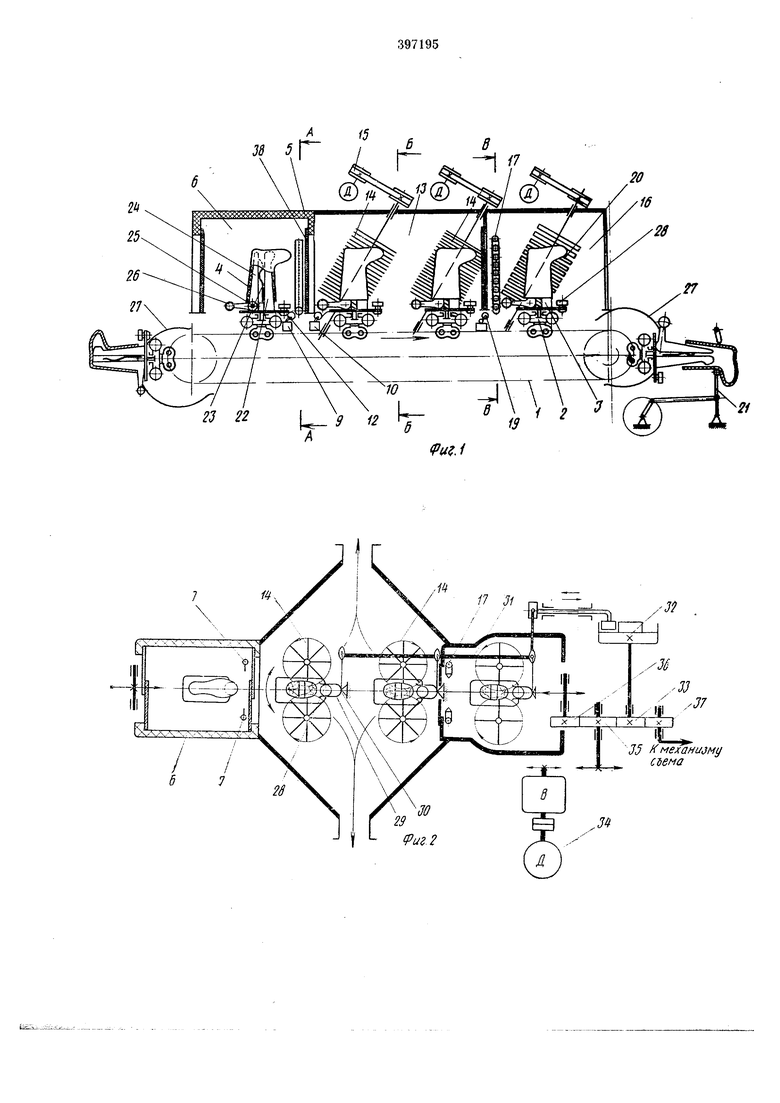
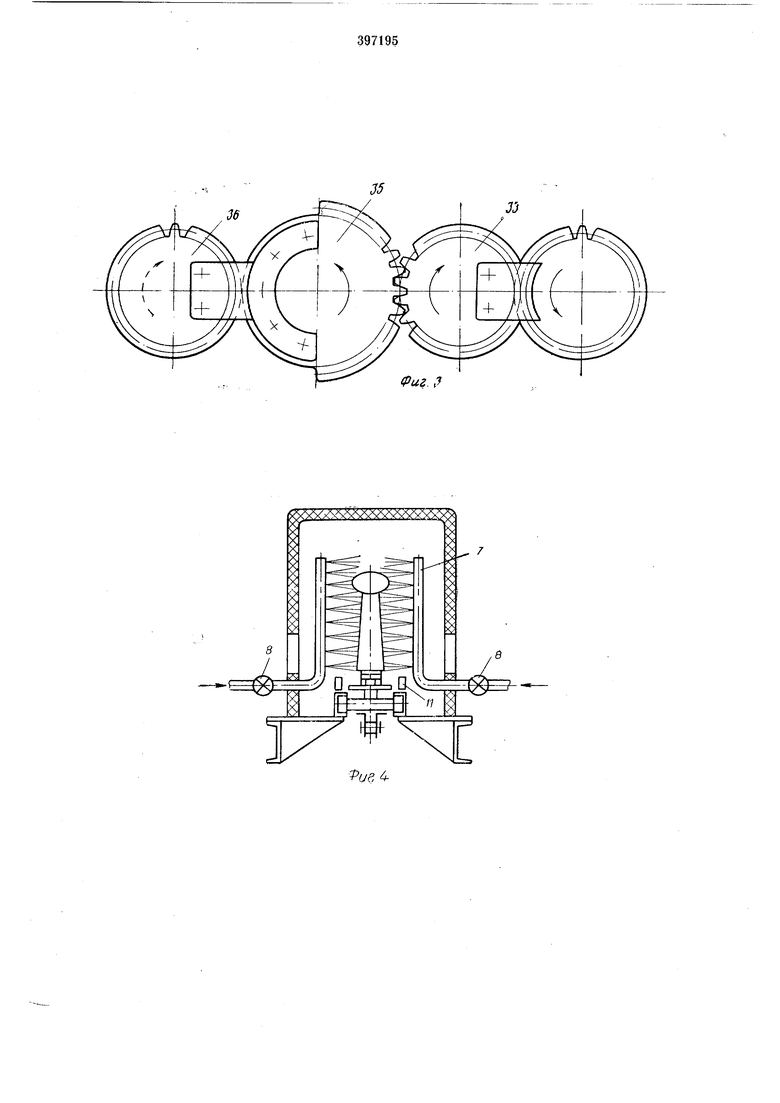
то же, ВИД сверху; на фпг. 3 - зубчатый сектор; на фнг. 4 - 6-разрезы но Л-А, Б-Б и В-В на фиг. 1.
Предлагаемое устройство содержит пульсирующи транспортер /, несущий каретки 2 с колодками 3 для валяной обуви 4, камеру 5 термомеханической обработки обуви, состоящую из трех секций - секции 6 оналивания с двумя газовыми горелками 7, расиоложенные с двух сторон от колодки 3 на высоте, не
меньшей высоты обрабатываемой обуви 4, и снабженные средством для их периодического включения в виде вентиля 8, с датчиками 9 и 10, источником /У электрической искры и уиором 12, закренленным на каретке 2; секции 13 для механической очистки обуви 4, в которой под глом к горизонтальной плоскости и параллельно одиа другой по обе стороны колодки 3 устаиовлены две нары бильных плеток }4, вращающихся от привода 15
во взаимно нротивоноложных направлениях и выполненных длинноволосовыми, нанрнмер, из нескольких отделе1И1ых один от другого по периферии длинных нучков каироиовых волокон; секции 16 для окончательной отделки
обуви 4, в которой установлены форсунки 17
для подачи пара посредством вентиля 18, датчика 19 при взаимоденствип его с упором каретки 2 и туровочные щетки 20, расположенные по обе стороны колодки 3 нараллельно одна другой и под углом к горизонтальной плоскости и состояпдие из полос притирающего материала, например войлока.
Устройство содержит также механизм для съема обработанной обуви, расположениы на станине в позиции выгрузки обуви 4 и представляющий собою фигурный рычаг 21.
Колодка 3 состоит из иеподвижиого рычага 22, пружины 23 и подвижного рычага 24, поворачивающегося отпосительно оси 25 при помощи ролика 26 и линейки 27, установленной на станине в позициях загрузки и выгрузки обуви 4.
Устройство снабжено механизмом поворота колодок, представляющим собой ролик 28, установленный на каретке 2, вилку 29, расноложенную на станине на оси 30 и взаимодействующую с роликом 28. Этот механизм ири помощи рычажной системы 31 и кулачка 32 связаны с поворотной шестерней 33.
Привод 34 содержит зубчатый сектор 35, попеременно взаимодействующий с транспортером / через шестерню 36, со средством поворота колодки 3 и механизмом съема обуви 4 через шестерни 33 и 37.
Цепной транспортер 1 получает пульсирующее движение, обеоиечнваюндее выстой обуви при загрузке, выгрузке в секциях механической очистки и окончательной отделки и сквозное продвижение в секции опаливания.
Работает устройство следующим образом.
В момент загрузки обуви 4 по ходу движения транспортера 1 ролик 26, взаимодействуя с линейкой 27, поворачивает подвижный рычаг 24, сжимает пружину 23, устанавливая обувь на колодке .9. После окончания взаимодействия ролика 26 с линейкой 27 ролик 26 заиимает исходное положение, 23 отжимает рычаг 24 от неподвижного рычага 22, фиксируя обувь 4 на колодке 3. Каретка 2 подает колодку 3 с обувью 4 в секцию опаливания 6. Закрепленный на каретке 2 упор 12 ири движеиии коитактирует с датчиком 9 веитиля 8, замыкает цепь источника электрической искры, и горелка 7 загорается, опаливая обувь 4. Затем обувь перемещают в секцию 13, отключают газовые горелки 7 при помощи уиора 12, датчика 10 и веитиля 8.
Перемещаясь из секции 6 опаливания в секцию 13 механической очистки колодка с обувью отгибает упругие перегородки 38. В секции 13 обувь 4 обрабатывают двумя парами вращающихся во взаимно противоположных направлениях бильных щеток 14. Наклонное расположение этих гцеток обеспечивает очистку всей поверхиости обуви за один прием. Затем, раздвигая упругие перегородки 38, обувь по мере продвижения каретки 2 поступает в секцию 16 окончательной отделки, в которой ироисходит обработка поверхности обуви паром или обрызгивание горячей
подои в сочетании с .меха1 ическо11 обработкой туровочными щетками 20.
Подается горячая вода в форсунки 17 нри контактировании упора 12 с датчиком 19 вентиля 18. При дальнейн1ем переменгенни- каретки 2 колодку 3 с обувью 4 подают к мехаьизму съема обуви. Ролик 26, взаимодействуя с линейкой 27, установлснной в нозицнн выгрузки обуви, отклоняет подвижной рычаг 24 колодки, сжимает пружину 23, сближает рычаги 22 и 23. При этом фигурный рычаг 21, зацепив головку обуви 4, отклоняет и снимает ее с колодки. Каретка ири дальнейшем двнжении транспортера / занимает исходное иоложе1ше, и процесс повторяется.
Предмет изобретения
1. Устройство для обработки поверхности валяной обуви, содержащее пульсирующий транснортер, несущий каретки с колодками для обуви, газовые горелки, вращающиеся щетки и нривод, отличающееся тем, что, с
целью повышения производительности труда и улучшения качества обработки, оно снабжено механизмом для поворота колодок, а привод имеет зубчатый сектор, взаимодействующий попеременно посредством зубчатой
нередачи с механизмом для поворота колодок и трапспортером, при этом газовые горелки и вращающиеся щетки установлены в рабочей камере последовательно вдоль линии перемещепия обуви по обеим сторонам по высоте ее,
а щетки - под углом к горизонтальной плоскости с возможностью вращения во взаимно нротивоположных направлениях.
2.Устройство по н. 1, отличающееся тем, что механизм для поворота колодок с обувью
содержит ролик, смонтированный на колодке, вилку, взаимодействующую с роликом и выиолненную поворотной от привода.
3.Устройство по п. 1, отличающееся тем, что оно имеет механизм для съема обуви с
колодки, представляющий собою упор, подвижный от привода через кривошипно-шатунный механизм.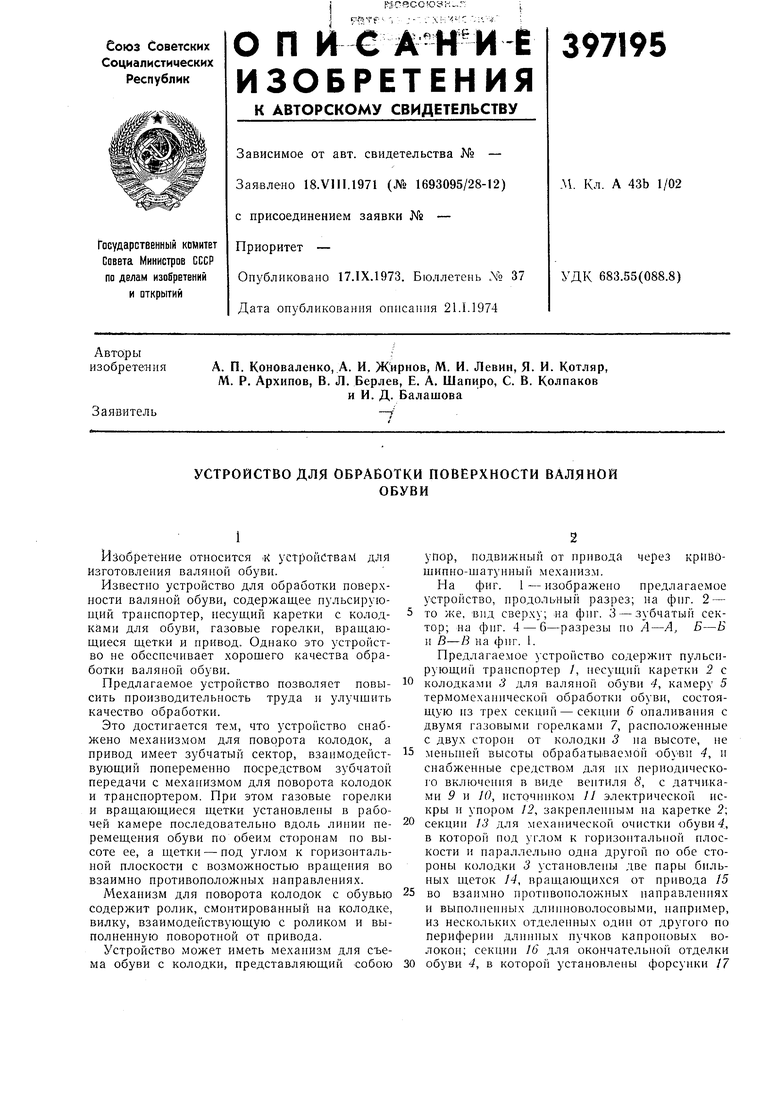
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ НА КОЛОДКЕ ЗАГОТОВКИ ОБУВИ, ЦЕНТРИРОВАНИЯ И ПРИКЛЕИВАНИЯ ПОДОШВ | 1969 |
|
SU251408A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЛЕНТЫ ЧЕСАНОГО ЛЬНА НА АВТОМАТИЧЕСКОЙ РАСКЛАДОЧНОЙ МАШИНЕ | 1973 |
|
SU373333A1 |
| Насадочная машина для формования валяных сапог | 1982 |
|
SU1033603A1 |
| Насадочная машина для формования валяной обуви | 1958 |
|
SU120332A1 |
| УСТРОЙСТВО для КРУГЛЕНИЯ КОРЕШКА КНИЖНОГОБЛОКА | 1971 |
|
SU299384A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| УСТРОЙСТВО ДЛЯ ОБЕСПЫЛИВАНИЯ ВАЛЯНОЙ ОБУВИ | 1970 |
|
SU267082A1 |
| УСТРОЙСТВО для ОПРАВКИ ВАЛЯНОЙ ОБУВИ НА МЕХАНИЧЕСКИХ КОЛОДКАХ | 1968 |
|
SU207396A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ВАЛЯНОЙ ОБУВИ | 1964 |
|
SU165312A1 |
j;
1 35 / механизму съема
иг.,
D--J
/
--a
L
игд
