Известен агрегат для формования на коЛодке заготовки обуви, центрирования и приклеивания .подошв, содержащий поворотный в горизонтальной плоскости стол, несущий стойки с диаметрально расположенными раздвижными колодкамИ, прессформы для приклеивания подошв и привод.
Предложенный агрегдт повышает производительность труда Н улучшает качество продукции. Для этого агрегат снабжен откидным пр.ижимом с упорной скобой, взаимодействующими с пяточной частью колодки для фиксирования и формования пяточной части обуви. Раздвижные колодки снабжены электронагревательными элементами с раздельной регулировкой степени нагрева носочной н пяточной частей колодки для термофиксации обуви.
Для фиксирования в заданном полол ении стойка с колодками снабжена диском с фиксирующими отверстиями и маховиком для поворота СТОЙКИ.
Для раздвижения колодки на стойке смонтированы рычаг, на котором закреплена носочная часть колодки, и рычажно-эксцентриковый механизм для поворота рычага.
Преосформы попарно закреплены на коромыслах, смонтированных на Противоположных штоках спаренных пневмоцилиндров, установленных на поворотном столе.
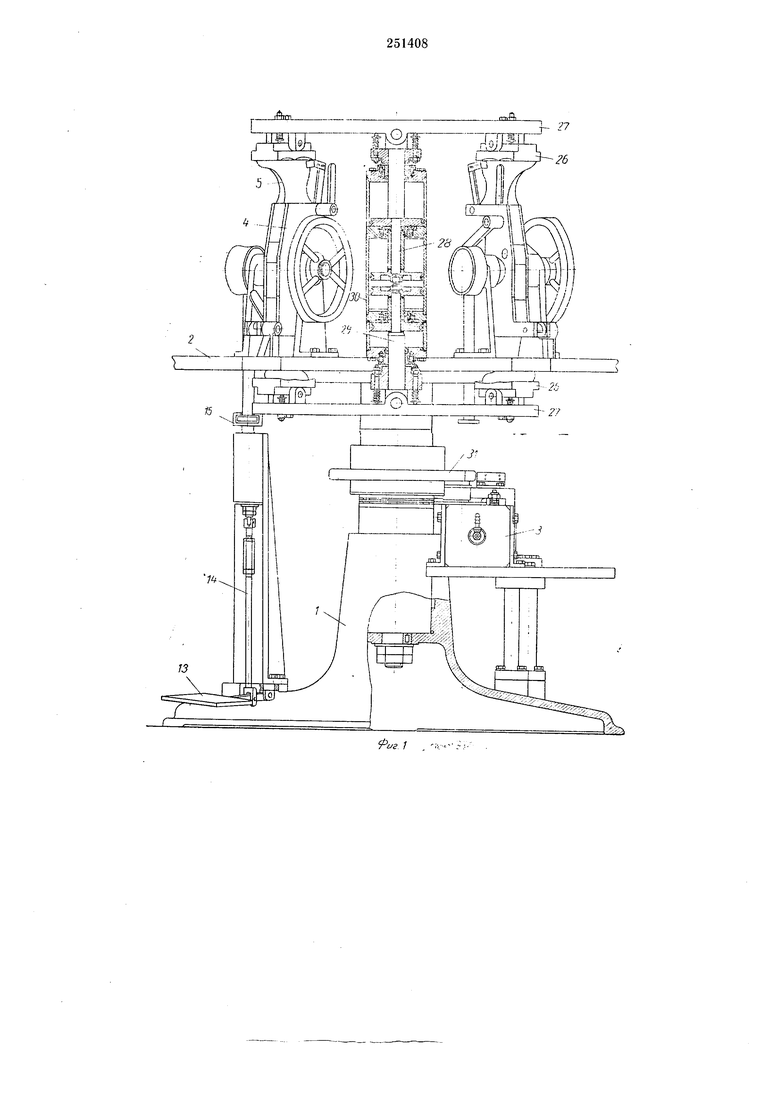
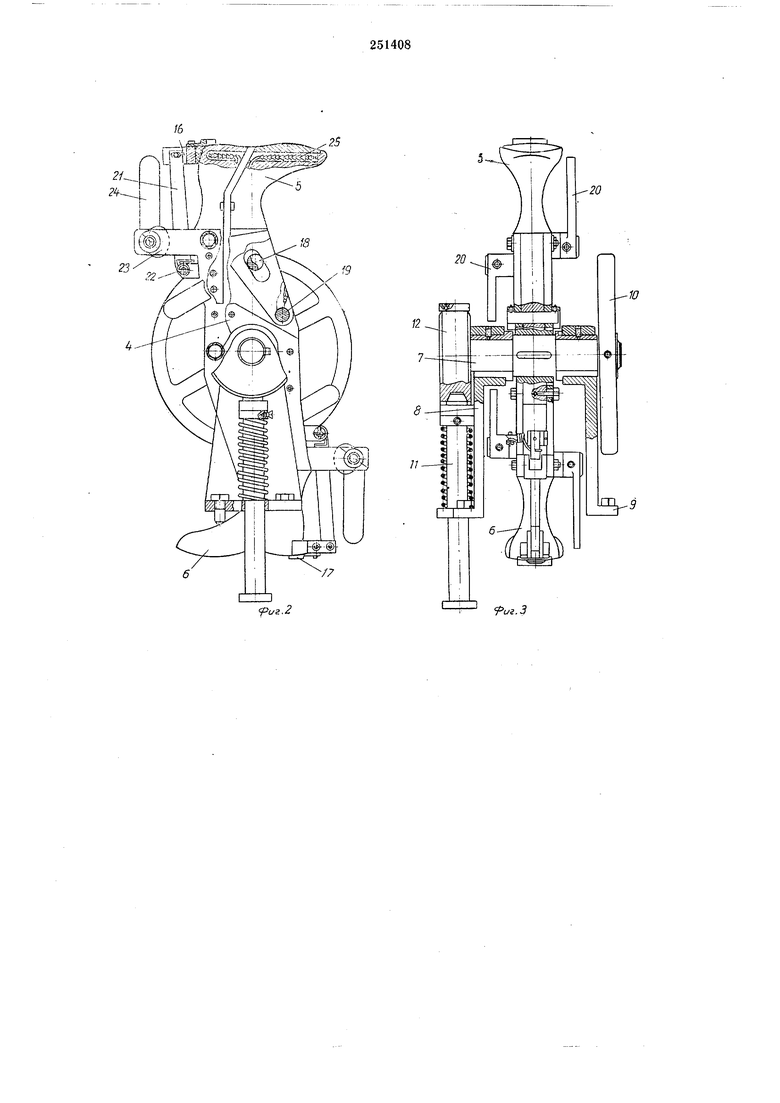
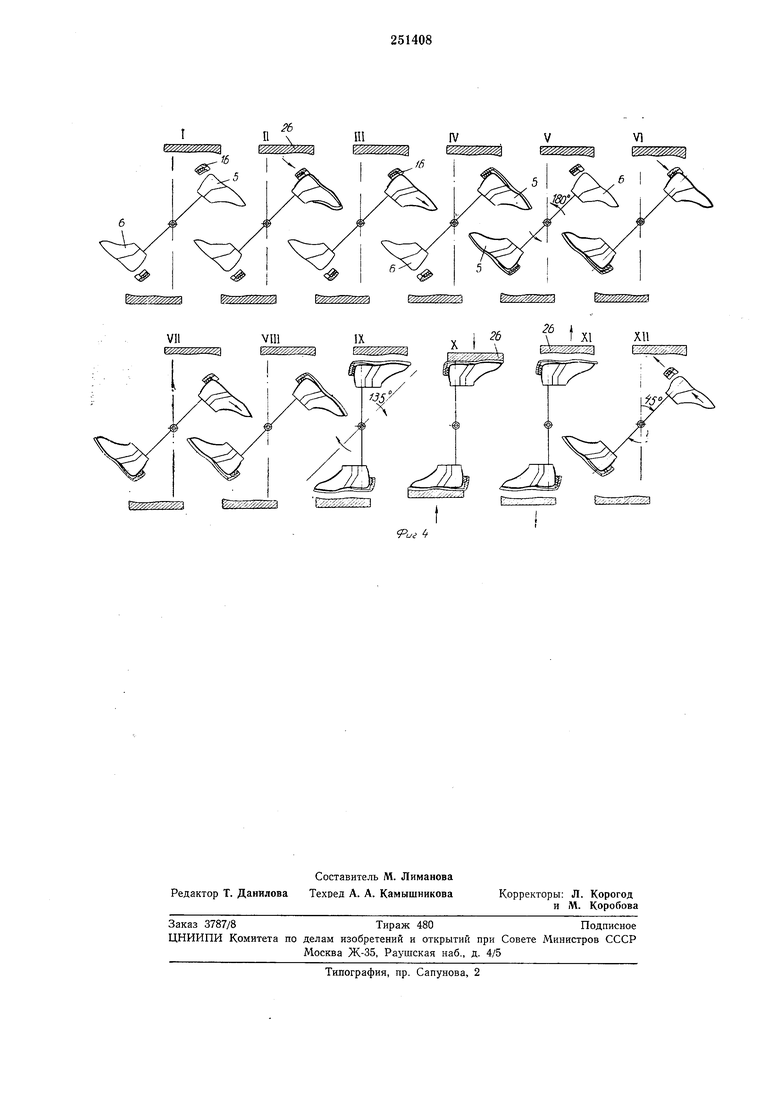
На фиг. 1 изображен агрегат, общий вид; на ф-иг. 2 - стойка с раздвижными колодками, вид сбоку; на фиг. 3 - то же, вид спереди; на фиг. 4 - последовательные положения
колодок в процессе работы.
На станке / агрегата смонтирован вращающийся в горизонтальной плоскости стол 2, пневмоцилиндр 3 привода стола, блок питания и автоматического управления.
Стол 2 несет стойки 4 с диаметрально расположенными раздвижными колодками 5 и 6, образующими отдельные секции для формования обуви.
Колодки 5 и 6 жестко связаны между собой
стойкой 4, которая поворачивается на валу 7, помещенном на опорах 8 и 9. Поворот колодок производят вручную при помощи маховика 10. Фиксация стойки 4 с колодками в заданном
положении осуществляется подпружиненным штоком 1, входящим в соответствующие отверстия диска 12, жестко связанного с валом 7.
Для освобождения стойки 4 служит педаль
J3, связанная с тягой 14, снабженной захватом 15, взаимодействующим со штоком //.
Каждая колодка снабжена подпружиненным откидным прижимом 16, предназначенным для фиксации и формования пяточной
к следу колодки, находится упорная скоба 17 для ориентации подошвы.
Для раздвижения 1колод1ки на стойке 4 смонти|рован рычаг, на котором закреплена носочная часть колодки, ловорот которого осуществляется рычажно-эксцентриковым механизмом 18 вокруг оси 19 при помощи рукоятки 20.
Прижим 16 установлен на рычаге 21, поворотном на оси 22, смонтированной в стойке 4. С прижимом 16 взаимодействует кулачок 23 с рукояткой 24 для поворота прижима.
Колодки снабжены электронагревательными элементами 25 с раздельной регулировкой степени нагрева носочиой и пяточной частей колодки для термофиксации обуви.
Для приклеивания подощвы агрегат снабжен прессформами с матрицами 26, которые расположены со стороны следа вертикально зафиксированных колодок и иоиарно шарнирно закреплены на коромыслах 27, смонтированных иа -противоположных штоках 28 и 29 спаренных пневмоцилиндров 30, установленных на столе 2.
Поворот стола прои сходит через .шестерню 31, храповой механизм и зубчатую рейку, связанную со штоком пневмоцилиндра 3.
Работает агрегат следующим образом. Заготовку обуви надеваЕот на сомкнутую колодку 5, установленную под углом 45° к рабочему (|позиция /, фит. 4).
Поворотом рукоятки 24 лодводится и фиксируется прижнм 16 (позиция и, фиг. 4); затем поворотом рукоятки 20 раздвигается колодка 5 с заготовкой для формования ее (позиция 1П, фиг. 4).
На след формуемой заготовки накладывают приклеиваемую подошву (позиция IV, фиг. 4), затем, нажимая на педаль 13, оттягивают шток 11 и при цомощи маховика 10 стойку 4 поворачивают на 180°, подавая в рабочую зону вторую колодку 6 (позиция V, фиг. 4), на которой производятся такие же операции, как и на колодке 5 (позиция V/-VIU, фиг. 4).
Далее поворачивают стойку на 135° в .противоположную первоначальному положению сторону, колодки устанавливаются вертикально (позиция IX, фиг. 4), после чего включают привод стола 2 для -смыкания матриц 26 прессформ (поз-иция X, фиг. 4). При этом
матрицы 26 предыдущей секци И |разводятся, и очередная пара колодок -поступает для съема готовой обуВИ и загрузки заготовок «а рабочую позицию (позиция XI, фиг. 4). Для съема
обуви освобождают фиксатор и поворотом стойки на 45° устанавливают колодку 5 з позицию, удобную для -обслуживания.
Далее поворотом рукоятки 24 освобождают 16 и Поворотом рукоятки 20 сдвигают
колодку (позиция XII, фиг. 4). После этого снимают обувь с колодки и надевают новую заготовку. Поворотом «а 180° ставят под выгрузку и загрузку вторую колодку.
Предмет изобретения
1.Агрегат для формования на колодке заготовки обуви, центрирования и приклеивания подощв, состоящий из смонтированного на стани«е поворотного В горизонтальной плоскости стола, несущего стойки с диаметрально расположенными раздвижными колодками, прессформы для приклеивания подошв и привода, отличающийся тем, что, с целью повыщения производительности труда и улучщения
качества продукции, агрегат снабжен откидным прижимом, взаимодействующим с пяточной частью колодки для фиксирования и формования пяточной части обуви, а раздвижные колодки снабжены электронатревательнымиэлементами с раздельной регулировкой степени нагрева носочной и пяточной частей колодки для термофикации обуви.
2.Агрегат по п. I, отличающийся тем, что, с целью центрирования подошвы, откидной
црижим имеет упорную скобу.
3.Агрегат по п. 1, отличающийся тем, что, с целью фиксирования стойки в заданном положении, стойка снабжена диском с фиксирующими отверстиями и маховиком для поворота стойки.
4.Агрегат по п. 1, отличающийся тем, что, с целью раздвижения колодки, -на стойке смонтированы рычаг, на котором закреплена носочная часть колодки, и рычажно-эксцентриковый механизм для поворота рычага.
5.Агрегат по п. 1, отличающийся тем, что, прессформы попарно шарниряо закреплены на коромыслах, смонтированных на противоположных ш-токах спаренных пневмоцилиндров, установленных на поворотном столе.
/7
риг.2
иг.З n| КУА уУ /М///: //// / М/ /// //////// A ///л // /// IIIIV t g%%% Вййййсй :: П Ч. у///7 / 7,л ///у / //////ЛW /////////// f txi xii 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для внутреннего формования на колодке заготовки обуви | 1990 |
|
SU1743559A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| МНОГООПЕРАЦИОННЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ОБУВИ | 1965 |
|
SU169018A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Раздвижная колодка для обуви | 1979 |
|
SU1153878A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Агрегат для формосвания на колодке заготовки обуви и приклеивание подошв | 1972 |
|
SU457464A1 |
| ПРЕССФОРМА ДЛЯ ПРИКРЕПЛЕНИЯ НИЗА ОБУВИ | 1968 |
|
SU232058A1 |
| Устройство для внутреннего формования верха обуви | 1975 |
|
SU557788A1 |
| ГСО-ОЭНАЯ Т:^т;4--1-;-;кта1АЯ :.-;.':У;'?:;Л/Ч ( | 1971 |
|
SU300165A1 |