1
Известна Ма1Шина для формования и сушки заготовок обуви, содержащая верхние и нижние пластины, установленные на независимых пластиионосителях, носочно-пучковый пуансон и подвижный пяточный упор, смонтированные на подъемном суппорте.
Для расширения технологических в.озмол ностей иосочно-пучковый пуансон предлагае.мой машины состоит из двух частей. Одна часть жестко закреплена на подъемном суппорте, а другая, подвижная, установлена с возможностью поворота и прямолинейного перемеш,ения в ве,ртикальной плоскости относительно первой.
Машина может быть снабжена ползуном с пазами, установленным на подъемном суппорте, и кронштейном с опорны.ми роликами, размеш,енными в пазах ползуна. При этом на верхнем конце кронштейна закреплена подвижная часть носочно-пучкового пуансона.
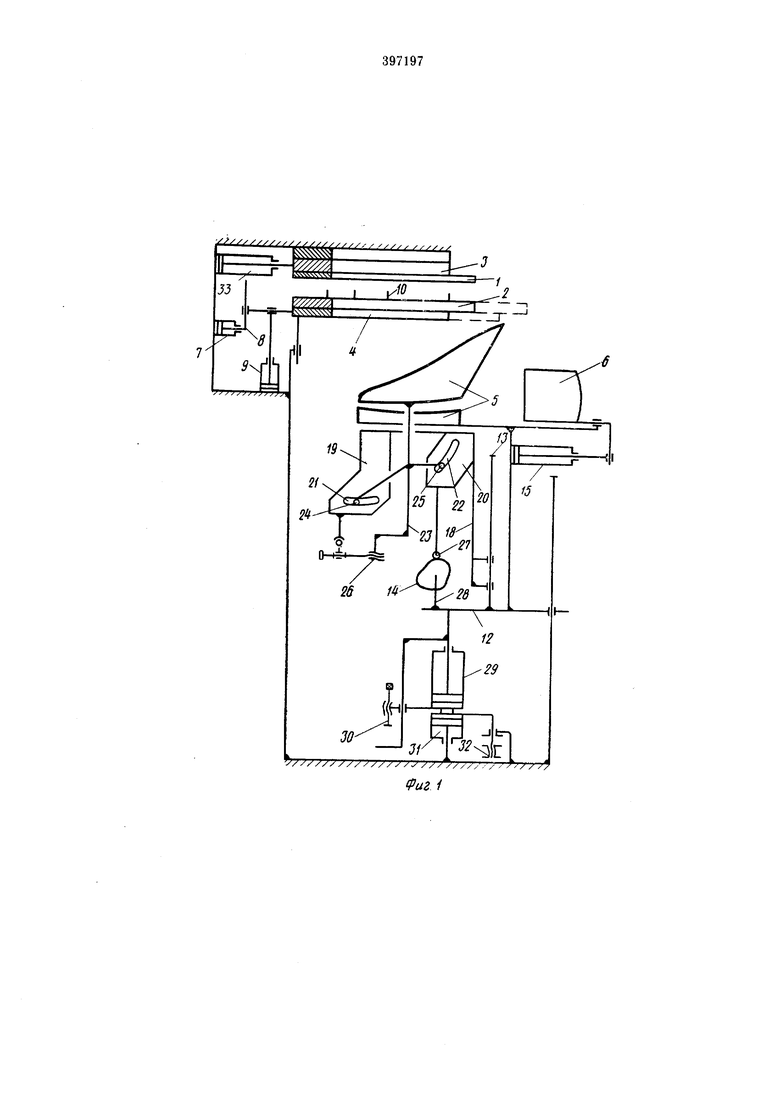
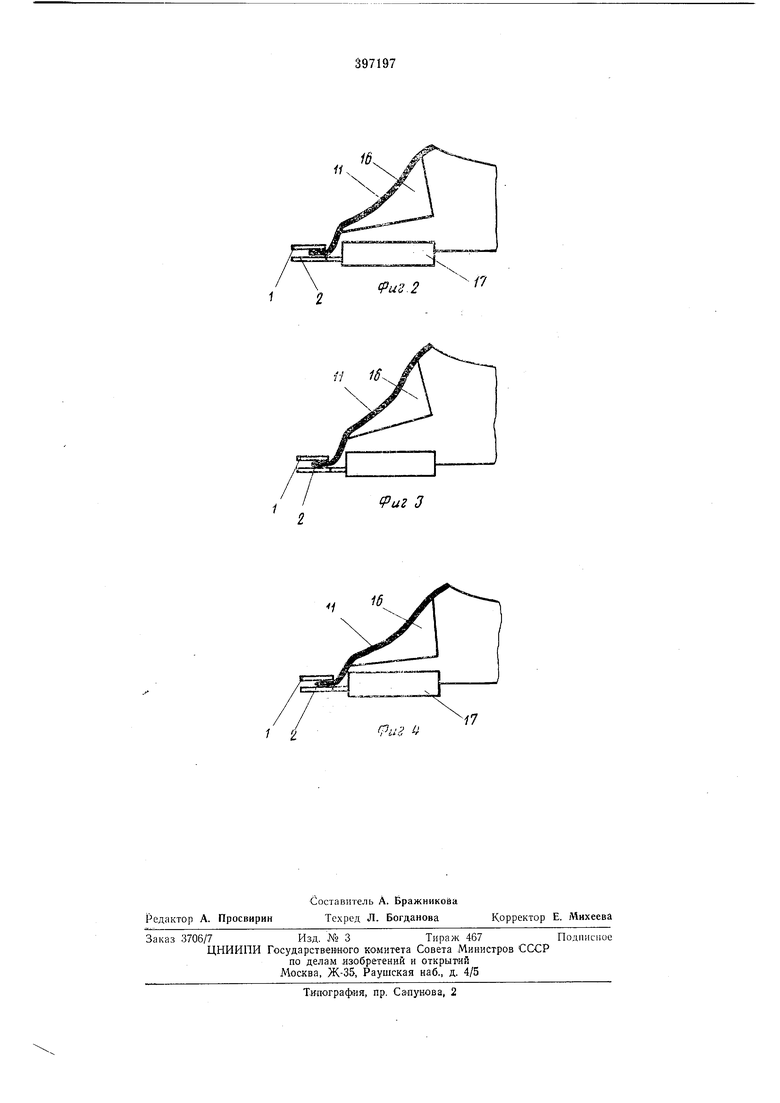
На 1ФИГ. 1 изображена кинематическая схема предлагаемой машины; на фиг. 2 - рабочие 0|рганы при формировании , заготовки среднего pasiMepa; на фиг. 3-рабочие органы при формировании заготовки большего размера, чем иа фиг. 2; на фиг. 4 - рабочие органы при формировапии заготовки меньшего .размера, чем на фиг. 2.
Машина для формирования и сушки заготовок обуви включает верхнюю 1 и нижнюю 2
пластины, установлеппые иа независимых пластиноносителях 3 и 4, иосочно-пучковый пуансон 5 и подвижный пяточный упор б, смонтированные на подъемном суппорте.
Пластиноиоситель . 4 нижних зажимных пластин смонтирован с возможностью перемещения из рабочей зоны в зону обслуживания с помощью пневмодилиндра 7, со штоком 8 которого он связан. В рабочей зоие пластиионоситель 4 может сближаться с верхней формующей пластиной / при помонщ пневмоцилиидра 9.
iHa нижних зажимных пластинах 2 сделаны штыри 10, служащие для облегчения и точности установки заготовки. // обуви и для рабочего перемещения нижних зажнмных пластин 2 верхними формуюищми пластинами 1.
Подъемный суппорт содержит недвижную раму 12, па которой смонтирована жестко закрепленная вертикальная налравляюнщя 13, кулачок 14, пяточный упор 6, приводимый в движение пневмоцилиндром 15, составной носочно-пучковый пуансон 5, содержаний верхнюю часть 16 и основание 17.
На вертикальной направляющей 13 подвижно смонтирован кронщтейн /5, с которьш жестко связаны ползуны 19 и 20. В последних выполнены пазы 21 и 22.
Верхняя часть 16 пуансона жестко смонтирована на поворотном относительно основания 17 пуансона кронштейне 23, снабженном роликами 24 и 25, входящими в пазы 21 и 22 ползунов. Верхняя часть нуаисона может поворачиваться относительно основания 17 пуансона в вертикальной плоскости прИ помощи винтовой пары. Гайка 26 этой пары жестко связана с кронштейном 23 и следовательно с верхней частью пуансона.
На ползуне 20 смонтирован ролн1к 27, взаимодействующий с кулачком 14, установленным на стойке 28.
Поворото.м верхней части Б вертикальной плоскости пуансона и прямолинейным перемещением ее по направляющей 13 в этой же плоскости осуществляется настройка пуансона на формование заданного размера и полноты заготовки обуви.
Поднимается рама 12 (рабочее перемещение nyaiHCOHa) пневмоцилиндром 29 до регулируемого упора 30 и дополнительно пневмощилиндром 31 до регулируемого упора 32.
Работает машина следующим образом.
Заготовку 11 укладывают на нижние зажимные пластины 2, базируя ее по штырям 10. Включаяот пневмощилиндр 7, и независимый пластиноноситель 4 переносит заготовку // из зоны обслуживания в рабочую зону. Воздух поступает в |беоштоковую полость пневмоцилиндра 9, который поднимает пластиноноситель 4, и нижние зажимные пластины 2 сближаются с верхними формующими пластинами 1. При этом заготовка // зажимается между пластинами. Одновременно штыри 10 нижних зажимных пластин 2 входят в отверстия (на чертежах не показаны) верхнихформующих пластин 1.
По окончании зажима заготовки // воздух авто.матически подается в бесщтоковую полость нневмоцилиндра 29, и подвижная рама 12 поднимается. Подъем подвижной .рамы 12 ограпичивается регулируемым упором 30. При этом носочно-пучковый пуансон производит объемную вытяжку иосочно-нучковой части заготовки 11 (1ф:иг. 2-4).
Воздух поступает в полость пневмоцилиндра 15, и шток его перемещает пяточный упор 6, производяп 1,ий продольную вытяжку заготовки 1:1. Зател воздух поступает в щтоковую
полость пневмоцилиндра 8, шток которого опускает в исходное положение нластиноноситель 4 с Нижними зажимными пластинами 2. При этом заготовка // разжимается, и
нижние зажимные пластины 2 возвращаются в исходное положение. После этого воздух подается в бесштоковую полость 31. и его корпус поднимается вместе с пневмоиилинлром 29 И рамой 12. При этом неремещении
носочно-нучковый пуансоп, продвигаясь между сжатыми верхними ч)юрмуюн1,имн пласгннами /, отгибает край заготовки, который раньше был зажат между верхними формующими пластинами / и нижними зажимными
нластинами 2. В этом положении происходит формование заготовки.
После окончания фсфмовання заготовки воздух поступает в щтоковые полости пневмоцилиндров 33 и 9, и верхние формующие
пластины 1 и пяточный упор 6 возвращаются в исходное ноложение. Заготовка 11 извлекается из машины, после чего сра батывают ппевмоцилипдры 29 и 31, возвращая раму 12 с элемептадш формования в исходное полож,ение, и ошкл повторяется.
Предмет 1И з о б р е т е н и я
1. Машина для формования и сушки заготовок обуви, содержащая верхние и нижние пластипы, установленные на независимых пластиноносителях, носочно-пучковый пуансон и подвижный пяточный упор, смонтированные на подъемном суппорте, отличающаяся тем, что, с щелью расширения ее технологических возможностей, носочно-пучковый пуансон состоит из двух частей, одна из которых жестко закреплена iiai нодъемном суппорте, а другая, подвижная, установлена с возможностью нопорота и прямолинейного перемещения в вертикал1)ной плоскости относительно первой. 2. Машина по п. 1, от..ч1 чающаяся тем, что
она имеет нолзун с пазами, установленный на подъемном суппорте, и кронштейн с опорными роликами, размещенными в лазах ползуна, при этом на верхнем конце кронщтейна закреплена подвижная часть носочно-пучкового пуансона.
/ уу/ху у у / у ХУ X
i1
/7
PuS.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для формования заготовок обуви | 1979 |
|
SU902717A1 |
| ГСО-ОЭНАЯ Т:^т;4--1-;-;кта1АЯ :.-;.':У;'?:;Л/Ч ( | 1971 |
|
SU300165A1 |
| Машина для предварительного формования носочно-пучковой и пяточной частей заготовки верха обуви | 1984 |
|
SU1253596A1 |
| Машина для формования обувных заготовок на колодке | 1973 |
|
SU455737A1 |
| Полуавтомат для клеевой затяжки кромки заготовки обуви | 1959 |
|
SU126761A1 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВАНИЯ И СУШКИ | 1966 |
|
SU189329A1 |
| Машина для формования носочно-пучковой части заготовки верха обуви | 1985 |
|
SU1398805A1 |
| Машина для затяжки заготовок обуви шнуром | 1969 |
|
SU536812A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
// /
f
1 i
3
/7
fPuS 4
