Изобретение относится к станкостроению. Известен металлорежущий станок, например токарный, по направляющим станины которого перемещаются салазки. Боковые стороны (полки) плоской направляющей определяют точность движения салазок и, соответственно, точность формы детали в продольном сеченки. Использование этой направляющей при черновой обработке приводит к износу последней до 0,3 мм в год. Поэтому при обработке цилиндрических поверхностей на токарных станках образуются погрешности формы в продольном сечении обработанной детали. Погрешность формы продольного сечения (конусообразность, напрямолинейность образующей и т. п.), в значительной мере зависящая от точности направляющих станины станка, как правило, не поддается управлению со стороны оператора. Поэтому чистовая обработка крупных валов с высокой точностью формы является сложной проблемой, если учесть, что в процессе эксплуатации универсальных станков, особенно при обдирочной обработке, направляющие станины последних изнашиваются под воздействием динамических ударов, усилий резания, абразивного действия окалины. Станина, например, современного крупного токарного станка содержит две или три параллельно расположенные идентичные по форме плоские направляющие, из которых рабочая определяет направление движения салазок суппорта. Вторая направляющая, как правило, служит для поддержки салазок суппорта и не имеет боковых направляющих поверхностей. Предлагаемый станок отличается от известного тем, что станина снабжена, по крайней мере, одной дополнительной прецизионной направляющей поверхностью, которая включается в кинематическую цепь станка на период чистовой обработки. Это повышает точность чистовой обработки. На фиг. 1 изображен поперечный разрез станины и продольных салазок, соединенных с рабочей направляющей; на фиг. 2 - то же, соединенное с прецизионной направляющей. По станине / станка перемещаются салазки 2, которые соединяются с помощью клина 3 с рабочей направляющей 4, а с. помощью клина 5 - с прецизионной направляющей 6. При черновой обработке используется рабочая направляющая 4, для чего клин 3 вводится в контакт между полками направляющих салазок и станины. В этом случае клин 5 выведен из контакга с прецизионной направляющей 6, и последпяя служит только для поддержки суппорта от опрокидывания (см. зазоры А и Д на фиг. I).
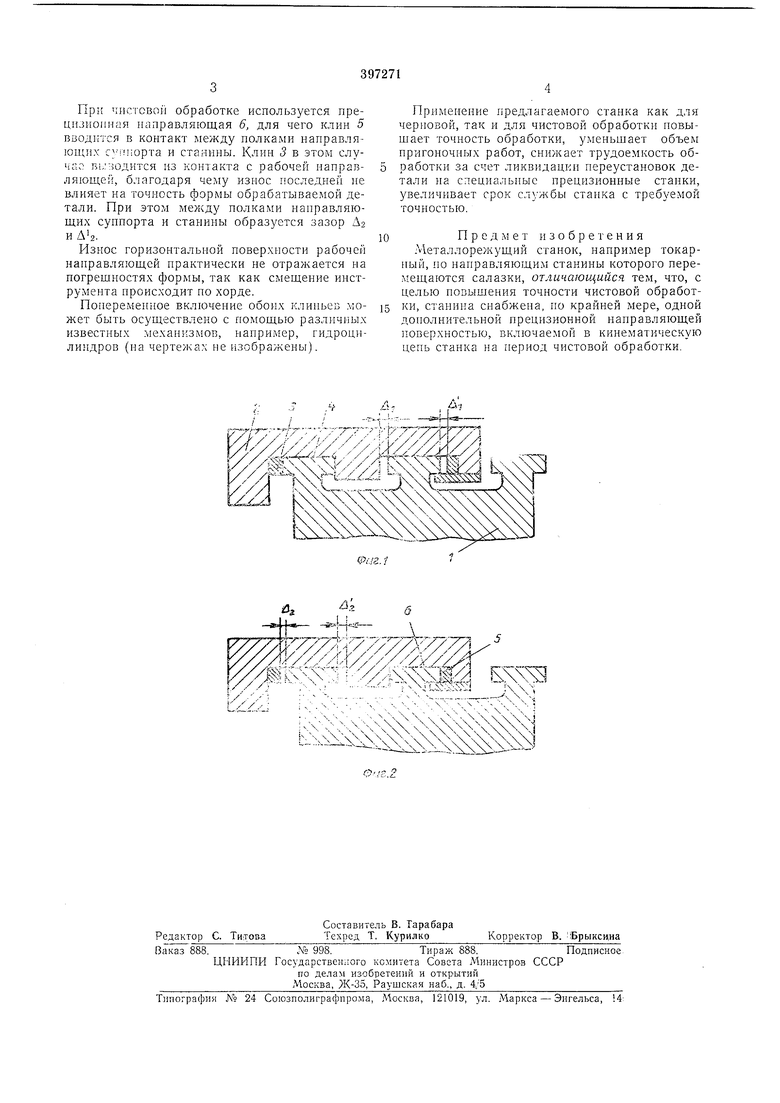
Прг; чнстсвой обработке используется прецизионная направляющая 6, для чего клин 5 вводится в контакт между полками направляющих с -чнюрта и станины. Клип 3 в этом случао В1,;:юдится из контакта с рабочей паправляющей, благодаря чему износ последней не влияет на точность формы обрабатываемой детали. При этом между полками направляющих суппорта и станины образуется зазор Д и .
Износ горизонтальной повер.хиости рабочей направляющей практически не отражается на иогрещностях формы, так как смещение инструмента происходит по хорде.
Попеременное включение обоих клпиьег, может быть осуществлено с помощью различных известных механизмов, например, гидроцплиидров (на чертежах не изображены).
Применение предлагаемого станка как для черновой, так и для чистовой обработки повышает точность обработки, у.мепьшает объем пригоночных работ, снижает трудоемкость обработки за счет ликвидации переустановок детали на специальные прецизионные стайки, увеличивает срок службы стайка с требуемой точностью.
Предмет изобретения
.Металлорежущий станок, например токарпый, по паправляющим станины которого перемещаются салазки, отличающийся тем, что, с целью иовыщения точности чистовой обработки, станина сиабжеиа, по крайней мере, одной дополнительной прецизионной направляющей поверхностью, включаемой в кинематическую цепь станка на период чистовой обработки.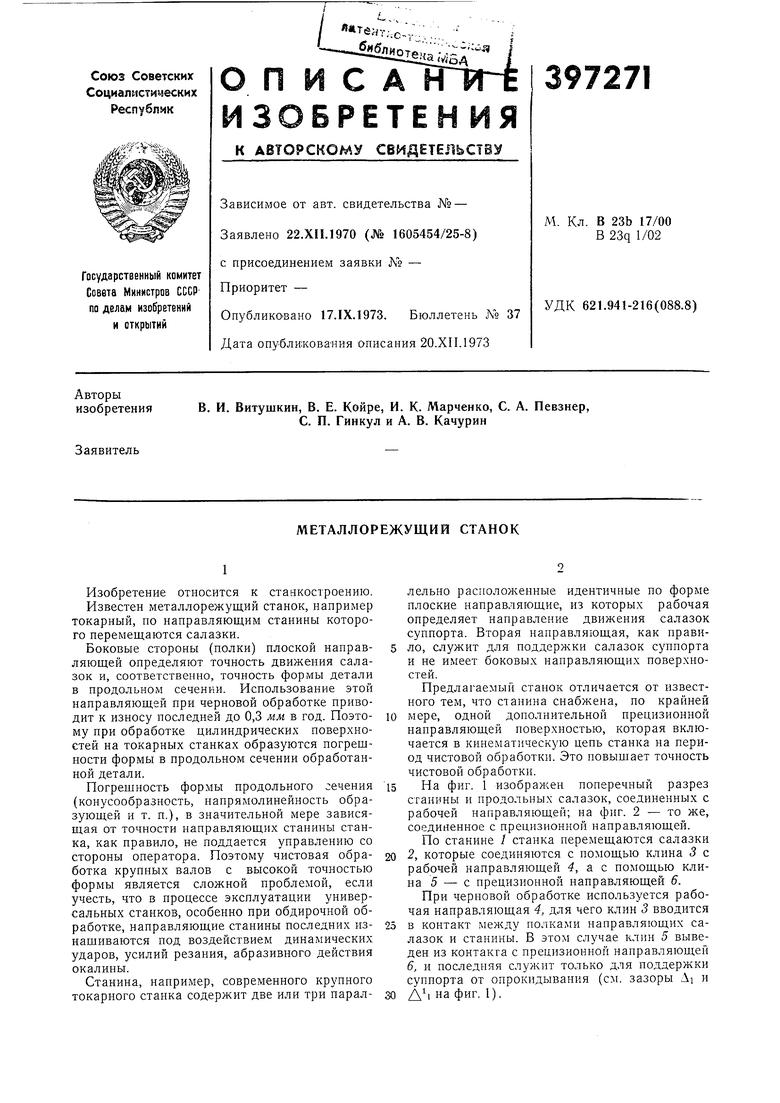
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1969 |
|
SU253527A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| •СЕСОЮЗНАЯ ffATEHTW-TEXl'i-'JECHAH | 1973 |
|
SU381480A1 |
| Способ чистовой обработки поршней и аналогичных деталей и станок для его осуществления | 1987 |
|
SU1834750A3 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ ПОДШИПНИКОВ | 1971 |
|
SU301258A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
Фаг. 1
