Известны стайки для обработки деталей типа колец подшипников, .выполненйые В аиде станины с установленными на ней шлифовальной бабкой, столом с бабкой изделия, механизмом лода-ч с ходовым винтом и приводом ускоренных леремещений стола.
Предложенный станок отличается тем, что шлифовальная бабка, механизм Подач и лодшипники ходового в:инта неподвижно закреплены на станине, яри этом стол имеет Г-обрааную форму и смонтирован на налра|Вляющих качения, три груилы которых расположены Б горизонтальной плоскости и две в вертикальных плоскостях по 0:бе сторолы от ходового винта. Привод ускоренных перемещений стола вьшолнен в виде гидрацилиндра, подвижный элемент которого связан с ходовой гайкой, лричем оси гидроцили.ндра и ходового винта лежат в плоскости, проходящей через середину лрофиля обрабатываемой поверхности.
Этим достигается повышение жесткости и виброустойчивости станка.
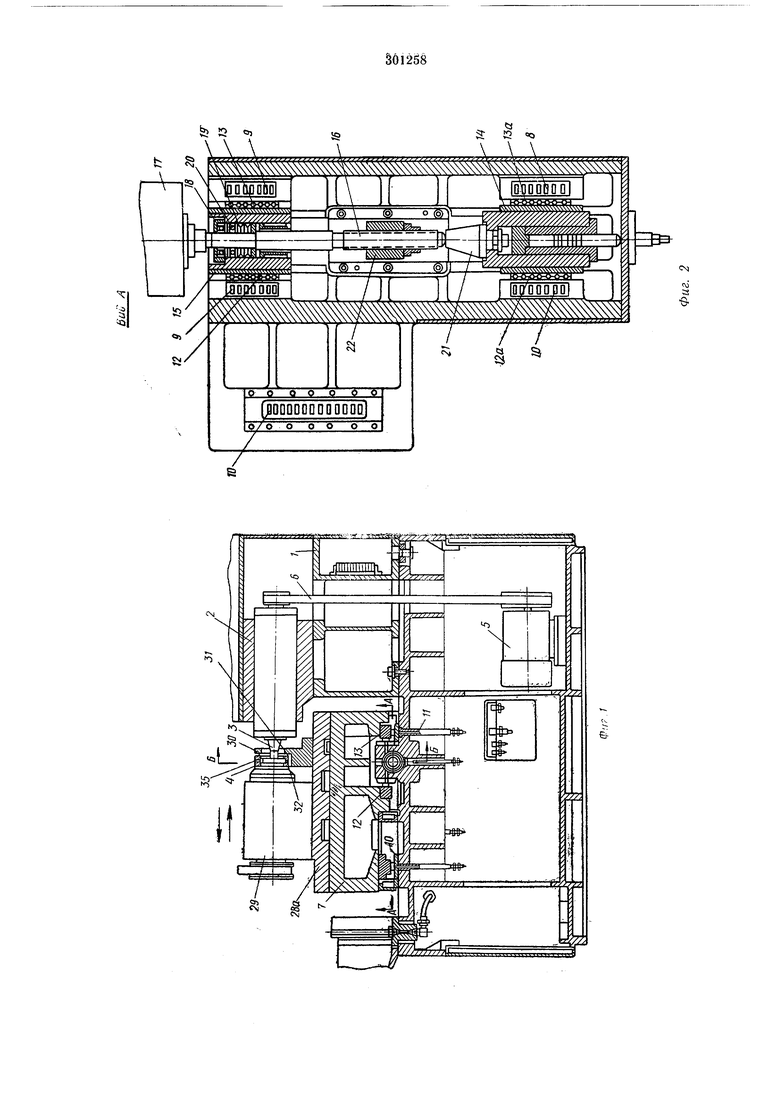
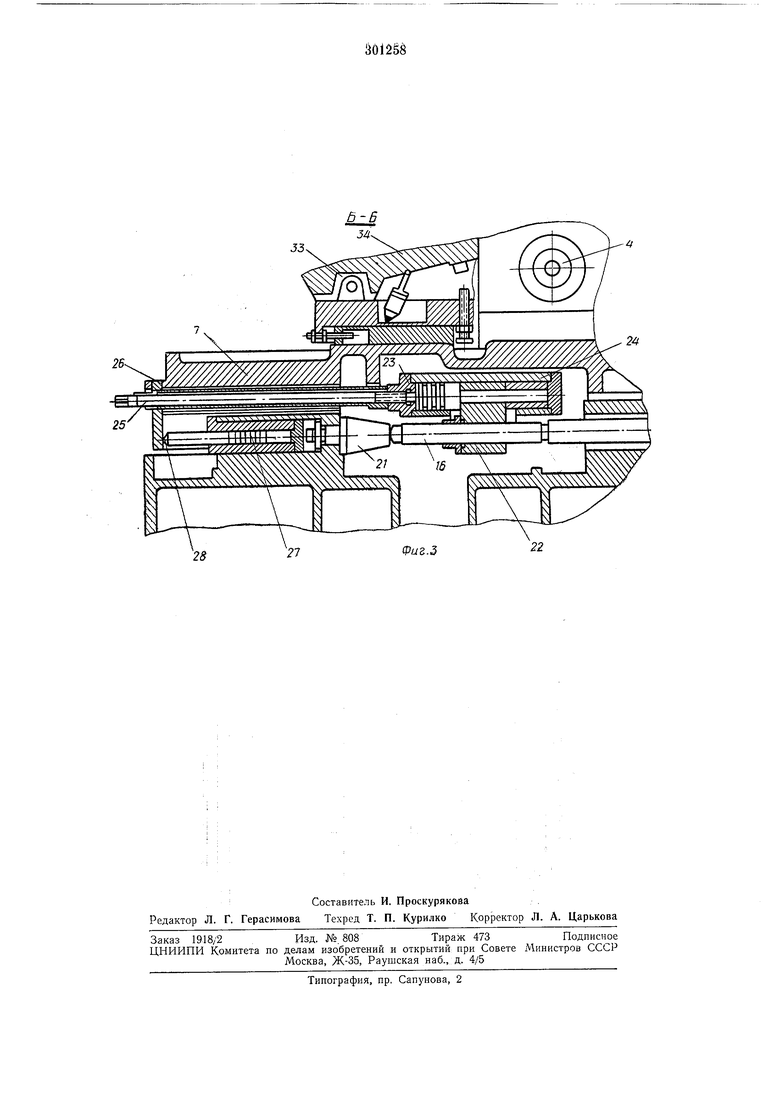
Па ф«г. 1 отредставлен вид станка в разрезе с плоскостью, лерпендикулярной направлению подачи; на фиг. 2 показан вид стола снизу по стрелке А фиг. 1; ла фиг. 3 изображено сечение станка средней плоскостью В шлифовального круга, лерлендикулярной оси шлифовального шпинделя, вид по Б-Б.
В сганиНе 1 Жестко закреплена ЩллфоВаль ная бВбка 2, шпиндель 3 которой несет шлифовальный круг 4. Двигатель 5, связанный со шпинделем 3 ременной передачей 6, установлен в нижией части станины.
Па станине при помощи роликовых направляющих качения с.монтировап стол 7, имеющий Г-образпую форму. Стол лежит на трех группах роликовых направляющих качения
8, 9 VL 10, две из которых раополежены под длинной стороной стола, а третья - под выступом стола. Станпна 1 имеет вертикальный призматический выступ 11, по обе стороны которого расположены две группы направляюHj,HX качения 12, 12а и 13, 13а с вертикальными роликами. Паправляющие 12, 12а и 13, 13а и.меют совпадающие рабочие плоскости и работают как одно целое, они нодразделены на части только из конструктивных соображений.
Паправляющие 8--Ю и 12-13 имеют дорожки .качения в виде съемных стальных термообработанных линеек, закрепленных на столе и на станине.
Закрепленные на столе линейки 14 и /5
имеют две рабочие поверхности - вертикальную и горизонтальную для направляющих 8, 9 и 12, 12а; эти линейки смонтированы па столе -с возможностью горизонтального перемещения в направлении, лерпендикулярном ми для создания натяга в вертикальных направляющих 12, 12а и 13, 13а. Б 1иризматическом выступе /У станины смонтирован ходовой иинт 16, который связан с устаиовленным на станине механизмом шадач 17. Винт 16 вращается в радиальном подши-пнике 18 и отжат влево (фиг. 2) силовым элементом 19, опирающимся на упорный подщипниК 20. Левый конец винта /6 опирается на жесткий упор 21, закрепленный ;в станине. Винт 16 взаимодействует с тайкой 22, связанной с плунжером 23 быстрого подвода и отвода стола 7. Плунжер 23 скользит в жестко связанном со столОМ цилиндре 24. Ход плунжера регулируется винтом 21з и фиксируется контргайкой 26. Соосно с еинтом 16 и yinopOM 21 в станине смонтирован цилиндр силового замыкания 27 с плунжером 28, отжимающий стол влево. На столе 7 смоитирсваны салазки 28а, на которых закреплена бабка изделия 29. Бабка изделия вьгаолнена поворотной на угол до 90°, что лозволяет шлифовать «а станке кольца для радиальных, радиально-упорных и осевых л о ДЩ ИИ НИКОВ. На столе установлена стойка 30 с неподвижными осевыми опорами 31 и радиальными опорами 32, а также качающаяся относительно оси 33 алмазница 34. Взаимное расположение основных элементов станка таково, что в плоскости шлифовально го Крута лежат ходовой винт 16 и соосные с ним упор 21, цилиндр силового замыкания 27 с сплунжером 28, также плулжер 23 быстрого подвода и отвода. Станок работает следующим о-бразом. В изображенном «а фиг. 1 положении узлов заверщается обработка очередного изделия 35. Затем лр-и -подаче давления в цилиндр 24 происходит быстрый изделия от круга леремещением стола с закрепленным в нем цилиндром 24 относительно плунжера 23, гайки 22 и винта 16. Длину хода быстрого отвода регулируют винтовым упором 25 с контргайкой 6. Далее бабку изделия отводят влево, заменяют обработанное изделие новой заготовкой, Правят круг, реверсируют механизм подач в исходное положение для следующего цикла, возвращают бабку изделия в рабочее положение, быстро подводят изделие к кругу и начинают новый цикл обработки, во время которого механизм лодач приводит во вращение винт, сообщающий через гайку 22 и плунжер 23 движения черновой, а затем чистовой подачи изделия IK столу. После заеерщениЯ чистовой подачи, например .по упору, происходит выхаживание, и цикл ловторяется. Винт 16 используется также для компенсации «зиоса круга; таким образом все точные перемещения стола происходят по одним направляющим от одного ведущего звена-винта 16. Все люфты в системе выбраны силовым элементом 19, фиксирующим осевое положение винта 16, а также дилиндром силового замыкания 27. Устойчивое базировапие Г-образного стола на три группы горизонтальных направляющих, две из которых расположены на длинной стороне стола и одна на выступе, размещение всех элементов, влияющих на перемещения стола, в проходящей через шлифовальный круг вертикальной плоскости, симметричное расположение вертикальных роликовых направляющих, смонтирова.нных с предварительным натягом, относительно упоМянутой плоскости - все это Обеспечи|вает IB сочетании с жестким неподвижным закреплением щлифо1вальной бабки на станине с короткой кинематической цепью между единственным выходным звеном механизма подач винтом 16 и столом 7 обеспечивает высокую жесткость и точность станка. Предмет изобретения 1.Станок для обработки деталей типа колец 1ПОДШИЛНИКОВ, на станине которого установлены шлифовальная бабка, стол с бабкой изделия, механизм подач с ходовым еинтом и приводом ускоренных перемещений стола, отличающийся тем, что, с целью ловышения жесткости и виброустойчивости станка, шлифовальная бабка, механизм подач и подщштники ходового винта неподвижно закреплены на станине, лри этом стол имеет Г-образную форму и смонтирован на направляющих качения, три груплы которых расположены в горизонтальной плоскости и две в вертикальных 1ПЛОСКОСТЯ1Х шо обе стороны от ходового винта. 2.Станок -по -п. I, отличающийся тем, что привод ускоренных перемещений стола вылолнен в виде гидродилиндра, подвижный элемент которого связан с ходовой гайкой, причем оси гидроцилиндра и ходвого винта лежат в плоскости, проходящей через середину лрофиля обрабатываемой лаяерхпости. ti
|
О О OOP о о
JOGDDDDDDODOD
о/ о о о о о о
CN
) 3 7 а: КЗ 41 /т §
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК | 1968 |
|
SU207761A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| ДВУХПОЗИЦИОННЫЙ ПОЛУАВТОМАТ для ЗАТОЧКИпо | 1969 |
|
SU241252A1 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ДETAЛEV1 | 1971 |
|
SU303167A1 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |
| Станок круглошлифовальный бесцентровый для обработки малогабаритных деталей | 1981 |
|
SU1065149A1 |
CS1
