1
Изобретение относится к металлообработке, в частности к чистовой обработке отверстий.
Известны расточные онравки, в корпусе которых со смещением в осевом направлении установлены черновой и чистовой резцы.
Предлагаемая оправка отличается от известных тем, что резцы установлены на один и тот же диаметральный размер и смещены в осевом направлении на величину, обеспечивающую снятие чистовым резцом гребешков, остающихся после чернового и рассчитываемую по формуле:
( +т-|F)
где п - целое число,
в - угол разворота резцов в градусах, 5о - осевая подача на один оборот щпинделя в мм.
Такое конструктивное выполнение оправки обеспечивает повышение качества и производительности обработки.
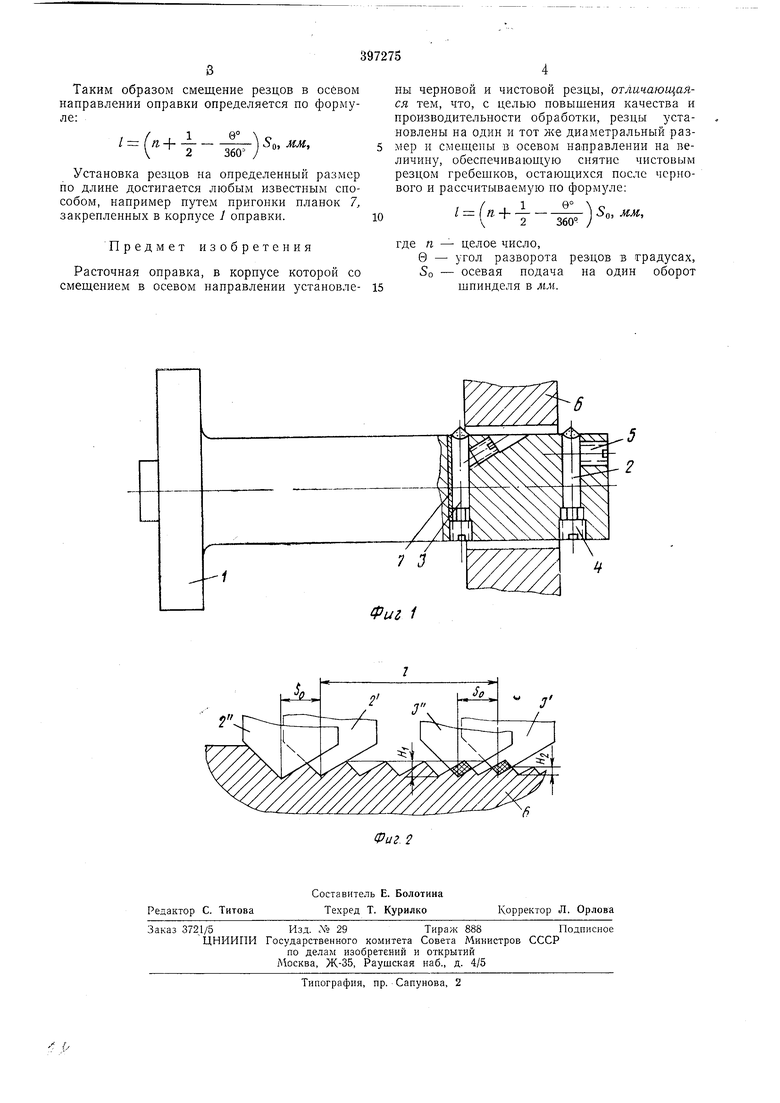
На фиг. 1 изображена предлагаемая оправка; на фиг. 2 - схема образования неровностей на обработанной поверхности.
В корпусе 1 оправки расположены резцы черновой 2 и чистовой 3, выставляемые на размер винтами 4 и фиксируемые винтами 5. В процессе обработки детали 6 черновой резец 2, занимая ряд последовательных положений 2, 2 и т. д., смещенных друг относительно друга на величину подачи на оборот шпинделя So, оставляет на обработанной поверхности неровности (гребешки) высотой Н. Чистовой резец 5 установлен на тот же диаметральный размер, что и черновой. Осевое смешение вершины чистового резца 3 относительно вершины чернового на величину 1(п-- -}---)So, где п - целое число, приводит к то
му, что чистовой резец не копирует винтовую поверхность, оставленную черновым, а срезает вершины гребешков, оставляя на обработанной поверхности неровности высотой Нг значительно меньшей HI.
При такой Настройке резцов чистовой резец 3 снимает малую стружку и усилия резания на него соответственно малы, что приводит к повышению точности обработки. При установке резцов под углом друг к другу чистовой резец 3 отстает от чернового по направлению вращения оправки на угол разворота 6°. Углу разворота в°. соответствует смещение вершины резца по осевому сечению об SQ , которабатываемого отверстия
360°
рое учитывается нри расчете общей величины 30 смещения вершин резцов. Таким образом смещение резцов в осевом направлении оправки определяется по формуле:1 (п+ о о, MMf Установка резцов на определенный размер по длине достигается любым известным способом, например путем пригонки плапок 7, закрепленных в корпусе 1 оправки. Предмет изобретения Расточная оправка, в корпусе которой со смещением в осевом направлении установлены черновой и чистовой резцы, отличающаяся тем, что, с целью повышения качества и производительности обработки, резцы установлены на один и тот же диаметральный размер и смещены в осевом направлении на неличину, обеспечиваюн ую снятие чистовым резцом гребешков, остающихся после чернового и рассчитываемую по формуле: + Т О о J л{Л) где п - целое число, в - угол разворота резцов в градусах, So - осевая подача на один оборот шпинделя в мм.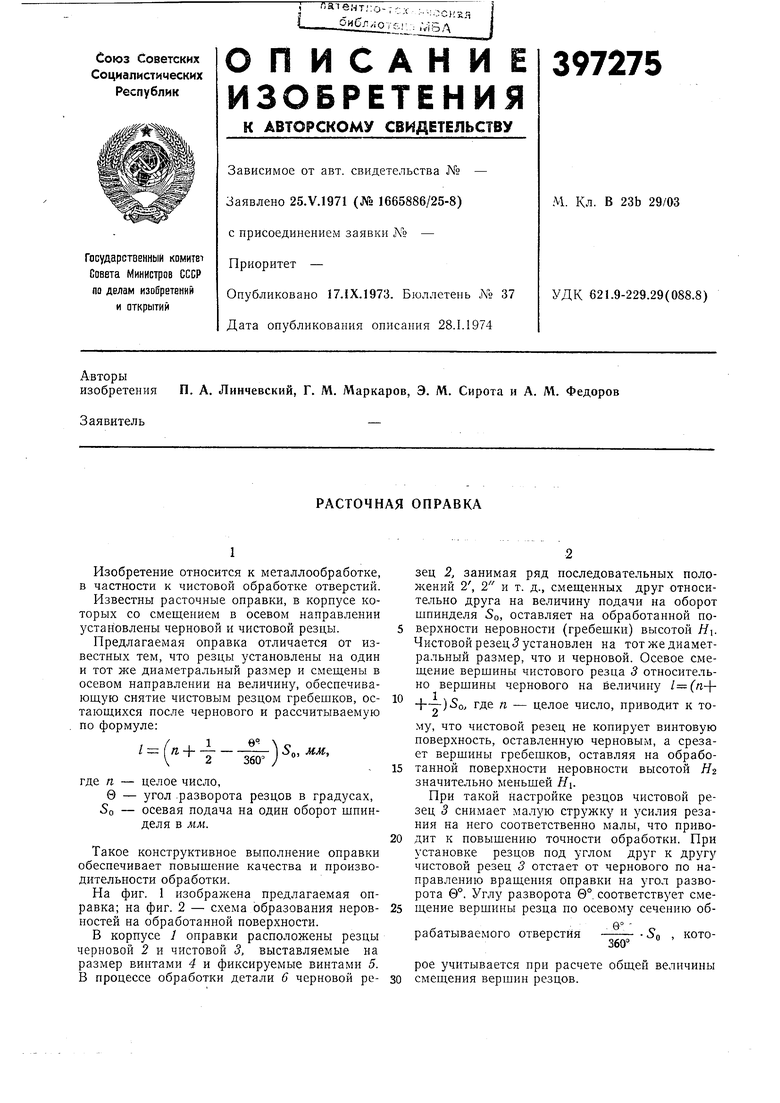
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1979 |
|
SU776768A2 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| Росточная оправка | 1979 |
|
SU872045A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СПОСОБ РАСТОЧКИ ОТВЕРСТИЙ | 1973 |
|
SU406651A1 |
| Расточная оправка | 1975 |
|
SU532485A2 |
| Магнитострикционный способ растачивания отверстий на многоцелевых станках | 1986 |
|
SU1404187A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2022 |
|
RU2804363C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
Фиг
J 1
