Изобретение может быть пснользовано в области машиностроения при обработке деталей на расточных .станках.
Известны способы расточки отверстий черновым и чистовым лезвиями, например резцами, диаметрально расположенными на вращающейся и перемещающейся вдоль оси расточной головке.
Предлагаемый способ отличается от известных тем, что зачищающую кромку чистового резца выполняют по длине несколько больщей величины подачи головки на один оборот, а зачищающую кромку чернового резца выполняют по длине больше соответствующей длины чистового резца на величину, также несколько большую подачи головки на один оборот.
У1 аза1П ыс отличия позволяют рационально раснредслить на.-грузку между черновым и чистовым резцами п обеспечивают одинаковые условия обработки как нри прямом, так и нри обратном направлениях нодачи головки.
На фиг. 1 изображена схема снятия общего припуска Л известным способом, при этом стрелка 5 Обозначает направлепие рабочей
подачи. So --- подачу головки за один оборот
борштапги, ,)ы//об, Sz,- -подачу на один резец, мм/резец. Срезаемое черновым резцо.м
сеченне /-2-3-4 заштриховано. Чнстовой резец срезает сечение 2-3-4-5-6--7.
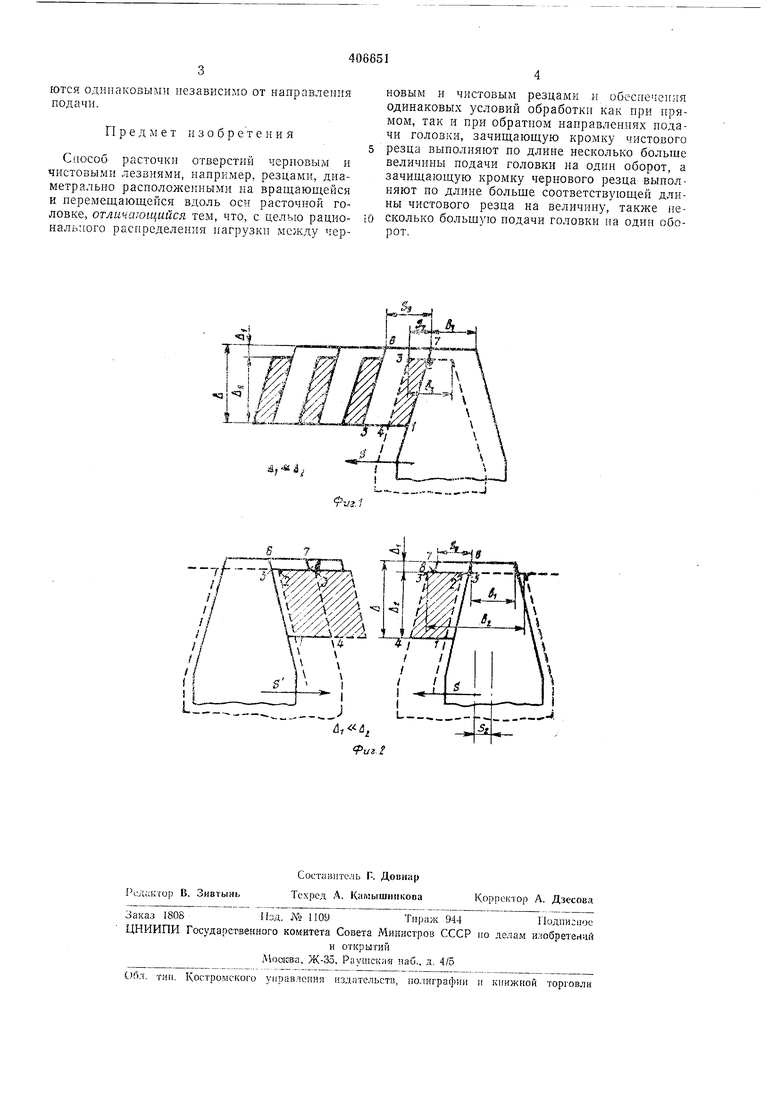
На фиг. 2 изображена схема снятия припуска Д иредлагаемым снособом, причем стрелками S и S обозначено направление рабочей подачи головки. Срезаемое черновым резцом сечение 1-2-3-4 заштриховано. Чистовой резец срезает сечение 5-6-7-8.
Длина зачищающей кромки чернового резца Ьч делается большей соответствующей дли:1Ы чистового резца bi на величину, несколько большую иодачи головки за один оборот борштанги So.
61 (1,2--,-1,5)50 мм; Й2 1+(1,2-.-1,5)5о мм.
В этом случае черновой припуск полиостью удаляется черновым резцом, а значительное уменьшение нагрузки на чистовой резец обеспечивает повышение точности и качества обработанной новерхности и, кроме того, увеличивает стойкость резца. Возможность одинаковых условий расточк как в нрямом, так и в обратном направлениях подачи, повышает производительность обработки. За счет установленных длин зачищающих кромок резцов первым в работу, как при прямом, так и ири обратном направленпях подачи, всегда вступает черновой резец. Сечения струл ек, снимаемых черновым и чистовым резцами, остаются одинаковыми независимо от направления подачи.
Предмет изобретения
Способ расточки отверстпй черновым и чистовыми лезвиями, например, резцами, диаметрально расположенными ка вращающейся и перемещающейся вдоль оси расточной головке, отличающийся тем, что, с целью рационального распределения нагрузки между черновым и чистовым резцами и обеспечепня одинаковых условий обработк1 как при прямом, так и при обратном направлениях подачи голозки, зачищающую кромку чистового
резца выполняют по длине несколько больше величины иодачи головки на один оборот, а зачищающую кромку чернового резца выполняют по длине больше соответствующей длины чистового резца на величину, также несколько больщую подачи головки на один оборот.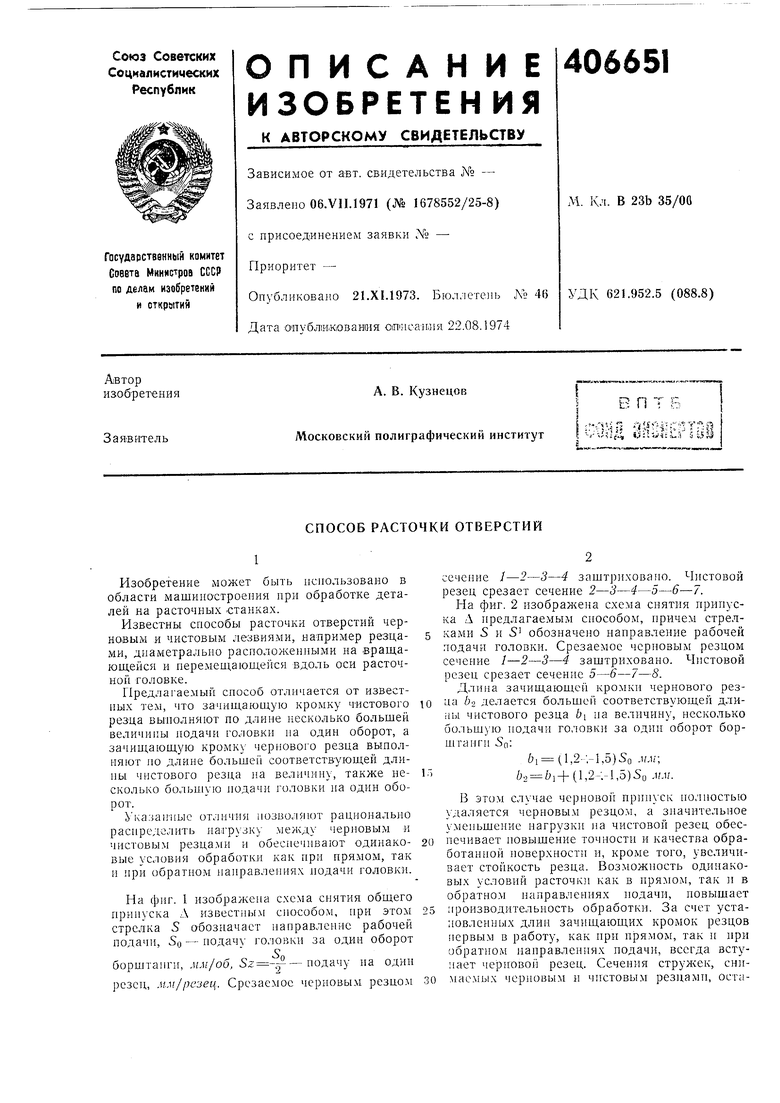
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| РАСТОЧНАЯ ОПРАВКА | 1973 |
|
SU397275A1 |
| Расточная оправка | 1951 |
|
SU93104A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| Расточная оправка | 1979 |
|
SU776768A2 |
| Расточная головка | 1979 |
|
SU1049195A2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Способ точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой поверхностью и инструмент для осуществления способа | 2020 |
|
RU2756056C2 |
| Борштанга | 1990 |
|
SU1743710A1 |
7/ Т
