Изобретение относится к электрической сварке плавлением и предназначено для автоматической сварки расщепленным (сдвоенным) ленточным электродом под флюсом, а также в атмосфере защитных газов.
Известен способ сварки расщепленным электродом, при котором ленточные электроды подают в зону сварки симметрично продольной оси, к которой электроды обращены своей широкой стороной.
Однако известный способ ограничивает пределы регулирования формы провара, являющегося необходимым условием надежного проплавления свариваемых кромок в корневой части шва. Для получения максимальной ширины шва увеличивают расстояние между электродами, что приводит к раздвоению вершины шва и непровару кромок в области седловины.
Цель изобретения - повышение качества сварки.
Достигается она тем, что расстояние между передними кромками ленточных электродов сохраняют постоянным в течение всего процесса сварки, а расстояние между задними кромками устанавливают всегда больше рас1СТОЯ1НИЯ между .передними кромками, изменяя его в Процессе сварки пропорционально тр, Зуемой шири1не Ш1ва.
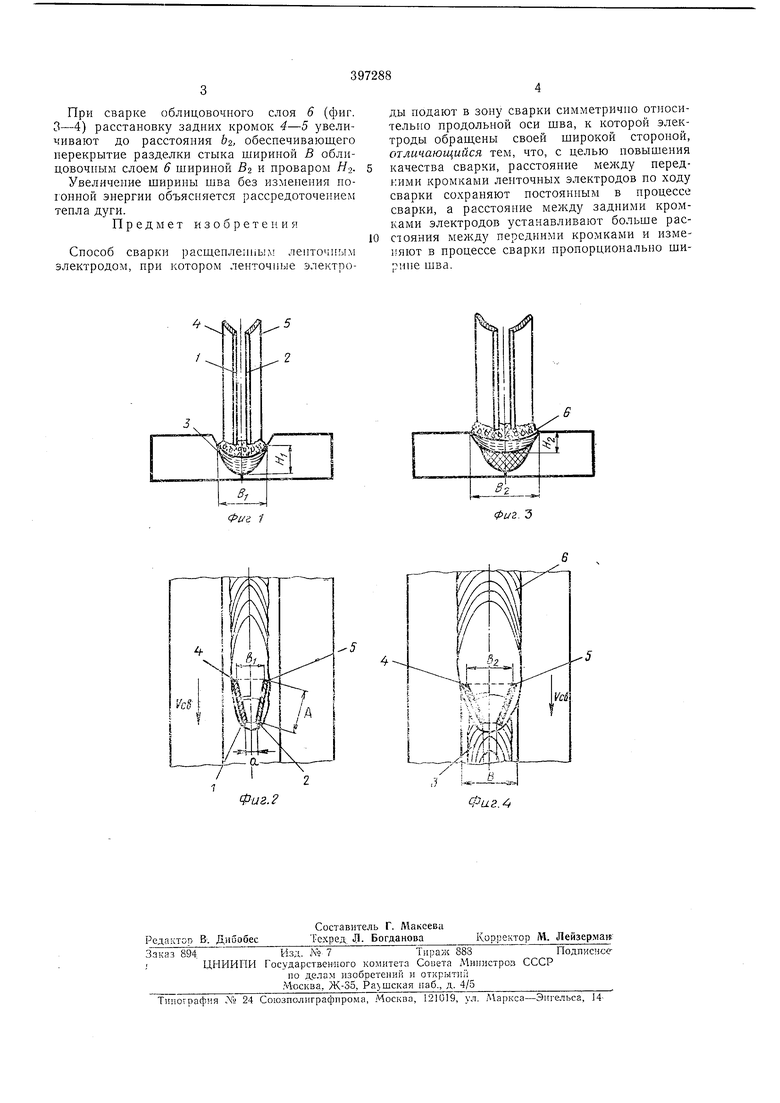
На фиг. 1 показано расположение электродов при сварке первого слоя двуслойного стыкового шва с V-образной разделкой кромок; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, при выполнении второго, облицовочного слоя; на фиг. 4 - то же, вид сверху.
Для сварки расщепленным ленточным электродом по предлагаемому способу оба
электрода шириной А, подаваемые в зону плавления симметрично продольной оси шва с ориентацией на нее широкими сторонами, располагают так, что их нередние по ходу сварки Ucs кромки / и 2 раздвинуты на расстояние а, обеспечиваюшее выполнение первого слоя 3 с оптимальным для данного режима сварки проваром HI. Расстояние а выбирают в зависимости от типа сварного соединения и толщины свариваемого металла, устанавливают с помощью регулирующего устройства специального мундштука при настройке сварочного автомата и в процессе сварки сохраняют постоянным. Задние кромки 4 и 5 тгкже. регулирующим устройством мундштука
раздвигают на расстояние bi, превышающее расстояние а, для равномерного проплавления обеих стенок разделки при ширине BI первого слоя 3. Расстояние &i регулируют в процессе сварки применительно к местному
рельефу свариваемого стыка.
При сварке облицовочного слоя 6 (фиг. 3-4) расстановку задних кромок 4-5 увеличивают до расстояния Ь, обеспечивающего перекрытие разделки стыка шириной В облицовочным слоем 6 шириной В и проваром Я.
Увеличение ширины шва без изменения погонной энергии объясняется рассредоточением тепла дуги.
Предмет изобретения
Способ сварки расшеплеп11ым ленточным электродом, при котором ленточные электроды подают в зону сварки симметрично относительно продольной оси шва, к которой электроды обраш,ены своей широкой стороной, отличающийся тем, что, с целью повышения качества сварки, расстояние передними кромками ленточных электродов по ходу сварки сохраняют постоянным в процессе сварки, а расстояние между задними кромками электродов устанавливают больше расстояния между передними кромками и изменяют в процессе сварки пропорционально ши::ине шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2500509C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
4
Фиг.
