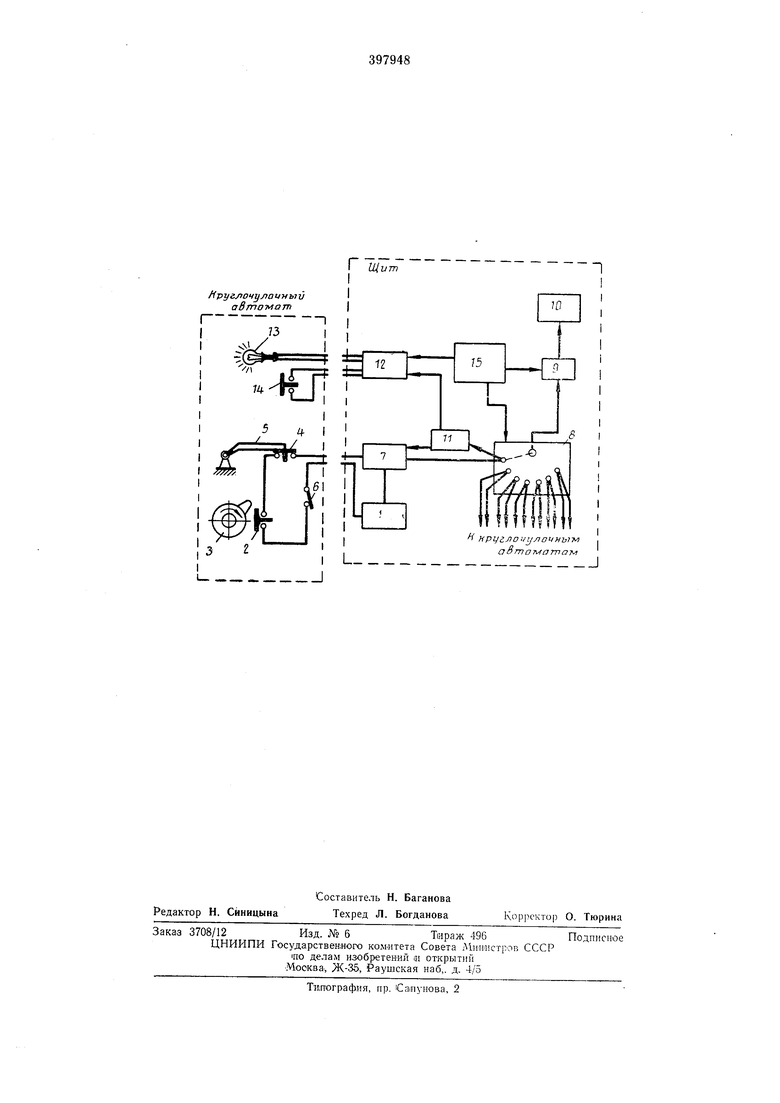
ИзобретеНИе относится ж лепкой промышленности, в частности ж трикотал ной, ж ,маши.навд и annapaTaiM, производящим штучные изделия, напри.мер « кр тлочулочным авто1мата.м. Устройство служит для а втоматичеокого подсчета числа наработанных изделий с группы iK-руглочулОчных авто матов и одновременно с каждого ИЗ них. Известно устройство для подсчета изделий, которое содержит электроим.пульсный счетчик, реле задержки времени, датчик, срабатывающий от (Механических воздействий, и (контактный упор, в-ключенный последовательно в цепь катушки реле времени для замыкания одного из .контактов в цепи счетчика при движении заготовки на заданную длипу. Это устройство неп|риго.дно для подсчета изделий, .наработанны.х на крутлочулочных автоматах. Цель изобретения - создание устройства ;1ля подсчета изделий, вырабатываемых на .кру1глочулочиых автоматах, отвечающего -следующиА требованиям: а)повышение точности подсчета; б)обеспечение (подсчета изделий не только с каждого автомата, но ,п с группы автоматов, ВХОДЯ1ПИХ в зону обслуживания одного рабочего;в) оолучению сигнала непосредственно яа кажлоы автомате при наработке определенного числа изделий, заданного програм-мой. Предлагаемое устройство отличается тем, что последовательно со счетчикам информации каждого из автоматов включается блок памяти, выход которого подключен к ком мутатору, подсоединенному через усилитель к cyMiMnpyющему счетчику. В цепь блока памяти последовательно В1ключен узел сброса, также для пере.дачи сигнала на включенное последовательно программное устройство со световы.м сигнало.м. На чертеже изображена блок-схема устройства. Устройство состоит из счетчика / и смонтированных на автомате соединенных последовательно датчика информации 2, срабатьинающего от воздействия специального кулачка 3 на распределительном барабане круглочулочного автомата; переключателя 4, разрывающего цапь датчика па время проведения операций, не связанных с наработкой изделия, при поднято,м откидном кольце 5 .механизма подачи .нити. Кроме T0.ro, в цепь датчика 2, пере.ключателя 4 и счетчика / вмонтирован тумблер 6 для ручного отключения подсчета нздеЛИЙ с дапного аВтомата.
лодсчета .изделий с ri yiniibi автоматор, (в нашем случае с тринадцати) в цгаи, датчика и счетчика «нфор мацин каждого автомата .включен бдок .памяти 7 на электрама.гнитно.м реле. Выход блока ттмяти подключен к коммутатору S на шаговом искателе.
Полученная .ком1мутаторо:м информация .нередается через усилитель .9 на cyiMiMHpyioHiuii счетчвк 10. Через ноля шагового искателя .кОМ,мутатор связан с узлом сброса информации 11 на бло:ке иа-мяти 7. Узел сброса выполнен на элбктрОМагнмтных реле с задержкой времени.
Для .подачи светового сигнала но окончанин наработки заданного числа изделий служит прорраанмньш блок 12 на шаговых нскателях, нодключеииый к уз.л;у сброса 7/. С програ-ммны м устройством связаны установленные на круглочулочном автомате си1гнальная лампочка 13 и iKHGiBKa сброса сигиала 14.
Все узлы устройства, расположенные в щите и на авт01мате, питаются от бло.ка иптания 15.
По окончании иа1ра|ботки очередного изделия распределительный барабан с кулачком 3 совершает последнюю подачу и иа короткое время замьжает цепъ датчика 2. Ввиду того, что переключатель 4 под воздействием откпдното -кольца 5 механиз.ма ;подачи нити работаюшего автомата постоянно замыкает цепь датчика и ту.мблер 6 постоянно включен, электрический «.мпульс подается на счетчик 1, гшдиБидуальный для каждого автомата. При это..м импульс остается в (блоке памяти 7. КоМ мутатор 8 па шаговом искателе при прохождении .полей сни1мает вмпульс и передает его через усилптель 9 на су гмирАЧОший счетчик 10.
Одновременно с передачей импульса la су..мМирующий счетчик ком1мутатор передает сигнал на узел сброса 11, который ставит в исходиое положение блок памяти 7 и передает ммиульс на программный блок 12.
Програм.мный блок по наработке заданного .количества изделий (в данном случае 300 шту.к) зажгиает лампоч.ку 13 на кру.глочулочно.м аютОМате.
Для сброса светового сигнала н установкн на начальное положение програ.ммного блока 12 служит кнопка 14, установленная та1кже на автомате. Таким образом подсчитываются изделия с каждого .нодключенного iK устройств) к|)углочулочно1Ч) авчОимата.
Коммутатор 8, к полям шагового искателя iKOToporo подключены выходы € блоков .памяти авто.матов, нри ирохождеиии нолей обесиеч1И ает передачу импульсов иа сум гирующий
счетчик 10, иоказывающпй общее число наработапиых изделий на груние airroiMaTOB.
В процессе работы .крутлочулочного авто.мата необходимы ремонт, настройка, регулировка и связанное с этим прокручивание распределительиого .барабана 3.
Подача па счетчики ложното сигнала иредотврашается переключателем 4, так .как прокручивание |механиз,мов после ремонта и наладки нроисходит лри иоднятом откидном кольце 5 ;механиз1ма ио.дачи иити, освобождаюшем в этом случае переключатель, который размыкает цеиь датчика 2.
В случае обрывов нитей, которыми нарабатывается изделие, для удалеиия пеполноцеиного изделия из зоны вязания и установки автомата по циклу вязанат на начало обязательно поднимается откидное ,кольцо механизлга
яодачи нити, что также иредотврашает ложный сигнал .при .прО(кр чивании распределительного барабана.
Для паработ(ки контрольного изделия (по окончании ремонтов и иастрой.кп и др.) автомат может быть отключен от устройства тучмблеро.м 6 вручную.
Пред .м е т изобретен и я
Устройство для подсчета .изделий, изготовленных, иап.ри.мер, на крутлочулочиом авто.мате, содержашее датчик, подключенный к пере1ключателю п счетчику, блок па.мяти, устана.вливаемыс на каждо..м автомате, блок питания,
ком:мутатор и .мир 1Юший счетчик, отличающееся тем, что, с целью повышения точности, в него введены силитель, узел сброса и программный блок, приче.м подключен к нереключателю и .коммутаторл, соединенно.му
со входом узла сброса, выходы которого под;ключепы к блоку иамятп и входу програм1.много блока, соединенного с блоком питания, под,кл1юченного к .ком.мутатору и усилителю, соединенному с ком мутаторол и сум.М)Ируюш;и.м
СЧеТЧИКО;М.
Г LUvj
хр11г,ло 11лочиы-м
ООТЛОТ иТПОМ
.J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОВЕРКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ АВТОМОБИЛЕЙ | 1969 |
|
SU238197A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ЧУЛОЧНЫХИЗДЕЛИЙ | 1968 |
|
SU206790A1 |
| УСТРОЙСТВО ДЛЯ ФИЗИЧЕСКОГО МОДЕЛИРОВАНИЯ РАДИОЭЛЕКТРОННЫХ СХЕМ | 1969 |
|
SU255665A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И ИНДИКАЦИИ СОСТОЯНИЯ ХРАаяи|,ИХСЯ ИЗДЕЛИЙ | 1973 |
|
SU407192A1 |
| УСТРОЙСТВО «ЦИКЛОГРАФ» для ВЫЯВЛЕНИЯ НАРУШЕНИЙ | 1970 |
|
SU258753A1 |
| Устройство для управления круглочулочным автоматом | 1982 |
|
SU1077964A1 |
| Устройство для управления круглочулочным автоматом | 1979 |
|
SU874797A1 |
| Многоканальный регулятор | 1979 |
|
SU873207A1 |
| РЕГУЛЯТОР СТАБИЛИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ | 1972 |
|
SU331039A1 |
| ЛОГИЧЕСКИЙ АВТОМАТ, УПРАВЛЯЮЩИЙ ЦИКЛОМ РАБОТЫ СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1973 |
|
SU376755A1 |