Способ предназначен преимущественно для сварки заготовок из титановых сплавов.
Известен снособ электрошлаковон сварки расщепленным комбинированным электродом, гфи котором электрический ток подводят к шлаковой ванне одновременно по нлавящемуся и неплавящемуся электродам через один токоподвод. При этом процесс ведут нреимуDiecTBenHO на переменном токе. Недостатком такого способа является наличие технологиче оки.х прпбылей в начале процесса и по окончании его, когда необходимо устраннть усадочную раковину. При легировании шва материалом ьеплавящегося электрода его растворение п начале и конце процесса крайне нежелательно, так как бесцельно расходуется дорогостоящий металл и появляется изменение его содержакпя в корне шва в виде локальных включений.
С целью повьш1ения качества сварного ншя и уменьшения технологических прибылей павс.еппе шлаковой ванны и вывод усадочной раковины осуществляют, питая электроды токо: с постоянной составляющей отрицательного знака.
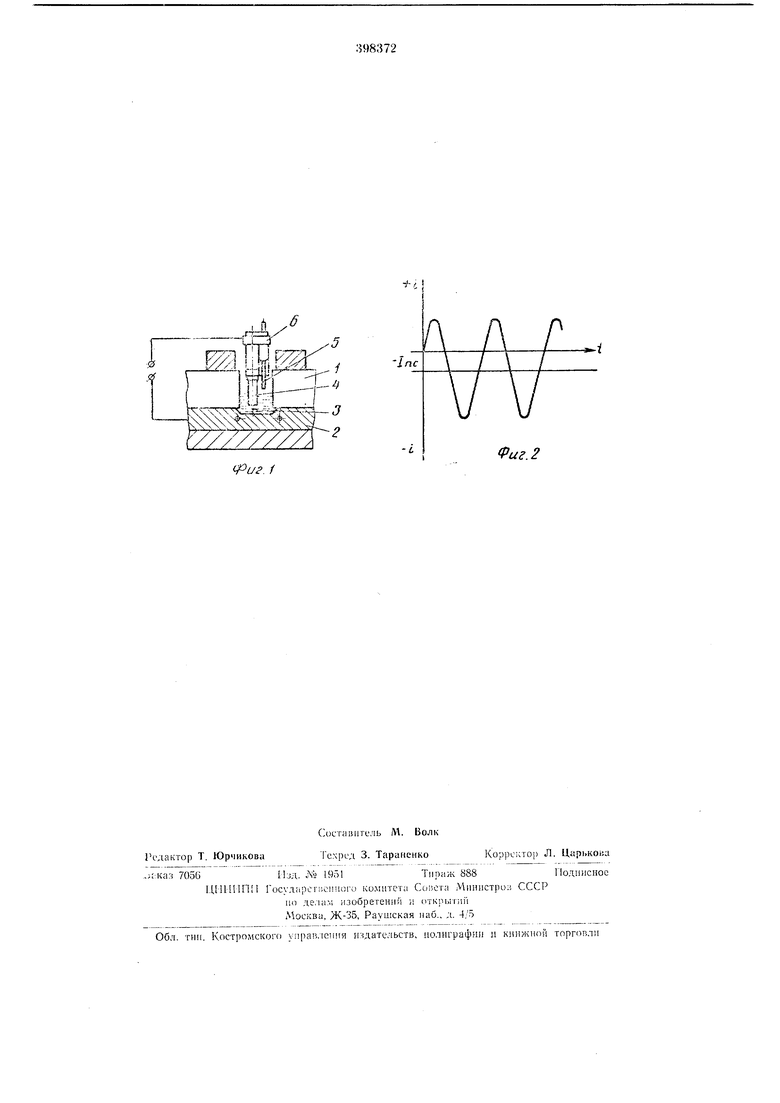
Способ иллюстрируется фиг. 1 и 2.
В пространстве, ограниченном кромками изделия / и стенками приспособления 2, форми1ующего шов, наводится шлаковая ванна 3
преп.мущественно неплавящнмся электродо.м /. П 1тание иеплавящегося и плавящегося 5 i-лектродов осуществляется от общего токопро;юда 6 переменным током с постоянной составляющей отрицательного знака (см. фиг. 2). Такое питание электродов позволяет иодавить электролитическое растворение неплавящегося электрода и даже вызывает осаждение на пеплавящемся электроде материала подложки ;; плавящегося электрода, что прпводпт к умень0шению технологических прибылей в начале и 1-;онце сварного HI па.
П р е д м е т и з о б р с т е и и я
5
Сиособ электрошлаковой сварки, ири котором электрогнлаковый процесс осуществляют плавящимся п неплавящ|1мся электродамп, пптаемыми от общего токоиодвода, наводя И1лаковую ваину в начале процесса п выводя уса0дочную раковину в заключительной стадии процесса, от.гичаипцийся тем, что, с целью повышения качества сварпого шва и уменьшения технологических ирпбылей в начале н в конце шва, наведе1П1е шлаковой ванны н вывод уса5дочной раковины осуществляют, питая электроды неременным током с постоянной составляюн1ей отрицательного знака.
5
(Риг. 1
-Lnc
Фиг. 2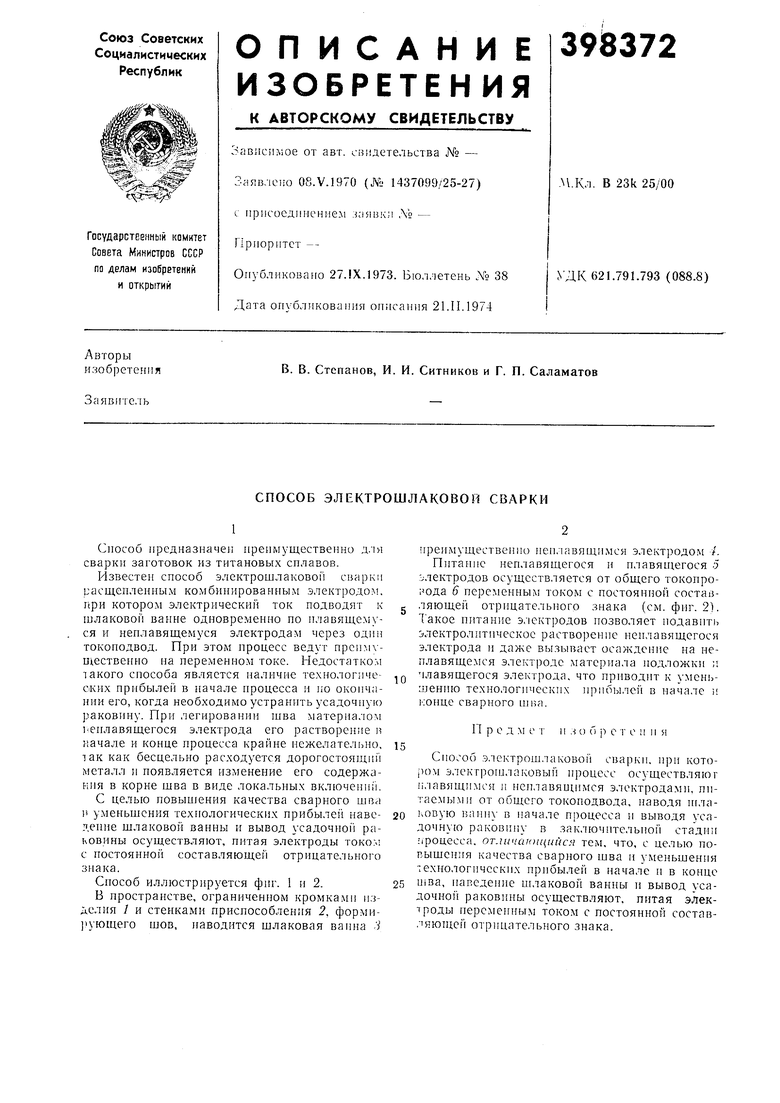
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки комбинированными электродами | 1978 |
|
SU753571A1 |
| Способ электрошлаковой сварки | 1978 |
|
SU753572A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ легирования металла при электрошлаковом процессе | 1974 |
|
SU538861A1 |
| Способ контроля уровня металлической ванны при электрошлаковом процессе | 1980 |
|
SU1217609A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТОГО РАСХОДУЕМОГО ЭЛЕКТРОДА | 2011 |
|
RU2456121C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU823038A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1966 |
|
SU224731A1 |