(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОШЛАКСВОЙ
СВАРКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки плавящимся мундштуком | 1980 |
|
SU927454A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927455A1 |
| Способ управления процессом электрошлаковой сварки | 1982 |
|
SU1042934A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ управления дозированием материалов при электрошлаковой сварке | 1980 |
|
SU917983A1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710250A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1970 |
|
SU260038A1 |
Изобретение относится к электрошлаковой сварке и предназначено для использования в сварочном производстве, в част ности гфи электрошлаковой сварке плавящимся мундштуком крупногабаритных изделий в установках с неподвижными или подвижными относительно сварочного заз ра формирующими сварочный шов накладками. Известны способы управления щюаессом электрошлаковой сварки плавящимся мундштуком, при которых скорость подачи электродных проволок в сварочный зазор заранее рассчитывают либо исходя из максимально допустимой скорости сварки из условия отсутствия горячих трещин в шве (для малых толршн), либо - из максимального тока, который допускает источник (для больших толщин). При этом основной период направления сварного шва производят на заранее выбранном постоянном напряжении, щэактически без изменения скорости подачи электродных гфоволок с целью получения определенной скорости направления сварного шва и относительно постоянной по величине ширины провара. В гфоцессе сварки плавящийся мундштук 1ФИ касании его торца с поверхностью шлаковой ванны плавится со скоростью, 1февьш1ающей скорость сварки и через некоторое время отрывается от шлаковой ванньь В течение нескольких пока шлаковая ванна снова поднимается на величину полученного при отрыве зазора ток огфеделяется только подачей электродных проволок. Во время плавления мундштука ток повышается на 2О-ЗО% (а в случае сварки крупногабаритных изделий до 5О-6О%). Этот щэоцесс повторяется периодически в течение всей сварки, т.е. амплитуда сва рочного тока естественно модулируется с определенной частотой. Проведенные эксперименты позволяют установить, что линейная скорость нагфавления сварючного.шва прямопропорциональна частоте естественной модуляции амплитуды сварочного тока. В процессе проведения сварки контролируют ток, проходящий через шлаковую ванну, напряжение между плавящимся мундштуком и изделием, подсчитывают ориентировочно скорость роста сварного шва путем пересчета скорости подачи электродных 1ФОВОЛОК в сварочный зазор Г Известный способ управления процессом ЭШС плавящимся мундштуком с неподвижными относительно сварочного зазора формирующими накладками обладает существенным недостатком, заключающимся в том, что несмотря на постоянство рассчитанной скорости подачи элект- is дующим образом. родных проволок и неизменность напряжения источника питания, линейная скорость направления сварного шва существенно изменяется в процессе сварки. Эт фоисходит вследствие аккумуляции свариваемым изделием тепловой энергии, изменения глубины и объема шлаковой ванны из-за образования гарниссажа, 1ФОЛИВОВ шлака, заполнения щлаком по1лостей в литых изделиях, значительных колебаний напряжения питающей сети и т.д. Изменение линейной скорости направ ления сварного шва вследствие указанны причин приводит к существенному изменению ширины провара и, как следствие, к появлению брака и снижению техникоэкономических показателей iqjonecca ЭШ Целью изобретения является повьшхение качества сварного соединения путем образования сварного шва и ширины провара. Поставленная цель достигается тем, что согласно способу управления процессом ЭШС плавящимся мундщтуком, -состоящему в том, что от источника питани подводят ток к шлаковой ванне, осуществляют подачу в нее электродных про волок через плавящийся мундштук, задаю оптц альный опорный сигнал одного из электрических параметров процесса сварки, непрерывно измеряют данный параметр, сравнивают его с заданным, вырабатывают сигнал рассогласования, корректируют в соответствии с этим сиг налом напряжение источника питания, ре лируя тем самым скорость образования сварного шва, в качестве опорного электрического параметра используют частоту естественной модуляции амплитуды сварочного тока, прямопропорциональной линейной скорости образования сварного шва.
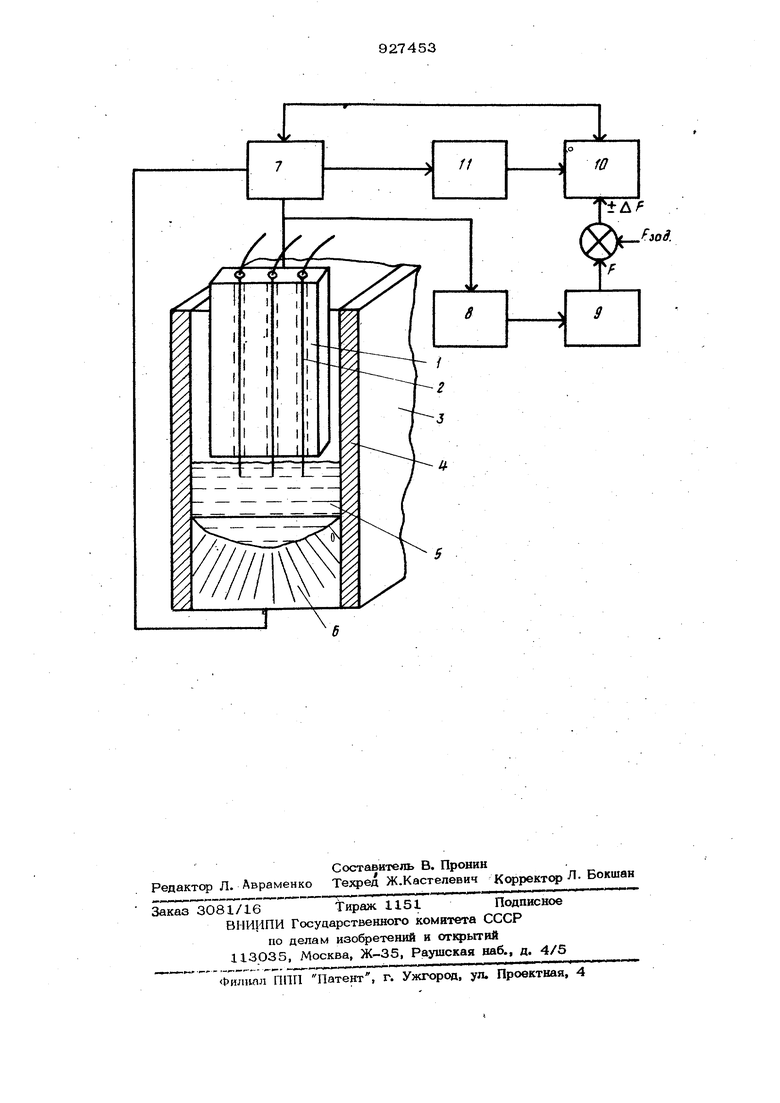
На чертеже представлена блок-схема осуществления предлагаемого способа управления процессом ЭШС плавящимся мундштуком. Блок-схема содержит плавящийся мундштук 1; электродные фоволоки 2; свариваемое 3; форм1фующие накладки 4; шлаковая ванна 5; сварной шов 6; источник питания 7; датчик тока 8; измеритель частоты моду-
лядин сварочного тока 9; блок коррекции напряжения источника питания 1О; реле времени технологического интервала. Управление гфоцессом ЭШС по тфедлагаемому способу осуществляется слеПосле наведения щлаковой ванны 5 в зазоре начинают плавиться током от источника питания 7 Электродные провопокя 2 и ппавяшийся мундштук 1, образуя сварной шов 6 между формирующими накладками 4 и свариваемыми частями изделия 3. При этом электродные проволоки 2 подают в шлаковую ванну на постоянной скорости. Измеритель частоты модуляции амплитуды сварочного тока 9 получает информацию от датчика тока 8 и преобразует ее в постоянно нагфяжение, i onqpnHOHanbHoe частоте модуляции ам-. плиггуды .тока. После сравнения измеренного и заданного напряжений, пропорциональных частей модуляции, разность их поступление в блок коррекции нащэяжения 10 источника питания 7, который формирует в соответствии со знаком рассогласования частот модуляции команду на снижение либо повышение ступени напряжения источника питания 7. После коррекции на1фяженкя источника питiaния 7, реле емени технологического интервала Ц закрывает выход блока коррекции 10 до полного окончания переходного процесса в шлаковой ванне, на время, ощзеделяемое постоянной времени шлакометаллического расплава. Это время огфеделяется опытным путем для различных секций изделий и плавящихся мундштуков. После окончания переходного процесса реле времени 11 открьгеает выход блока Ю для последующей коррекции в случае появления на его входе сигнала рассогласования. Предлагаемый способ управления процессом ЭШС осуществляют при. сварке плавящимся мундштуком прямолинейных швов аштаратами А645 и А-535. Размеры сечения сварного соединения 8ОО мм я 1200 мм. Между кромками свариваемого изделия устанавливают плавящийся мундштук, наводят в сварочном зазоре шлаковую ванну, пода1от в нее электродные проволоки через мундштук, под водят к шлаковой ванне сварочный ток 2-4 кА при напряжении между плавящим ся мундштуком к изделием 48-49 В, за дают опорный сигнал частоты модуляции амплитуды сварочного тока, равный О,02 Гц, что соответствует линейной ско рости образования сварного шва 0,4 м/ч измеряют частоту модуляции амплитуды сварочного тока и сравнивают ее с заданной, вьщеляют сигнал рассогласования частот и в соответствии со знаком сигнала вручную изменяют напряжение сварочного трансформатора. При этом линейная скорость образования сварного шва поддерживается с точностью не ниж i 3%, при допустимом технологически интервале колебаний указанной скорости ± 10%. Проведенные опыты поддержива- ЕСТ принципиальную возможность обеспечения линейной скорости натфавления сварного шва путем измерения пропер циональной ей частоты модуляции амплитуды сварочного тока и коррекции напряжения источника питания с соответствующим знаком при изменении этой частоты.. Таким образом, 1федлагаемый способ управления позволяет обеспечить заданную частоту модуляции амшиггуды свфочного тока, т. е. заданную оптималь ную линейную скорость образования сварного шва ирк со анении шсфины щхувара, тем самым устранить влияние пере численных возмущений, влияющих непосредственно на качество процесса ЭШС, снизить брак, повысить технико-экономическую эффективность ЭШС плавящимсямундштуком. формула из о б р е т е и и я Способ управления процессом электретшлаковой сварки плавящимся мундштуком, состоящий в том, что подвод1гг ток от источника питания к шлаковой ванне, осуществляют подачу в нее электродных щюволок на постоянной скорости, задают оптимальный гаюрный сигнал одного из электрических параметров процесса , непрерывно измеряют данный параметр, сравнивают его с заданным, вырабатывают сигнал рассогласования и корректируют в соответствии с сигналом рассогпасования напряжение источника питания, о т ПИ ч аю щ и и с я тем, что, с цепью повышения качества сварного соединения стабилизации линейной образования сварного щва и ширины 1фовара,| в j качестве опорного сигнала выбирают частоту-естествешюй модуляции амппитуды сварочного тока. Источники информации, хфинятые во внимание при экспертизе 1. Электрошлаковая сварка. Поп. ред. Б. Е. Патона ГНТИ машиностроительной литературы. М.,-Киев, 1959, с. 124125 (прототип).
