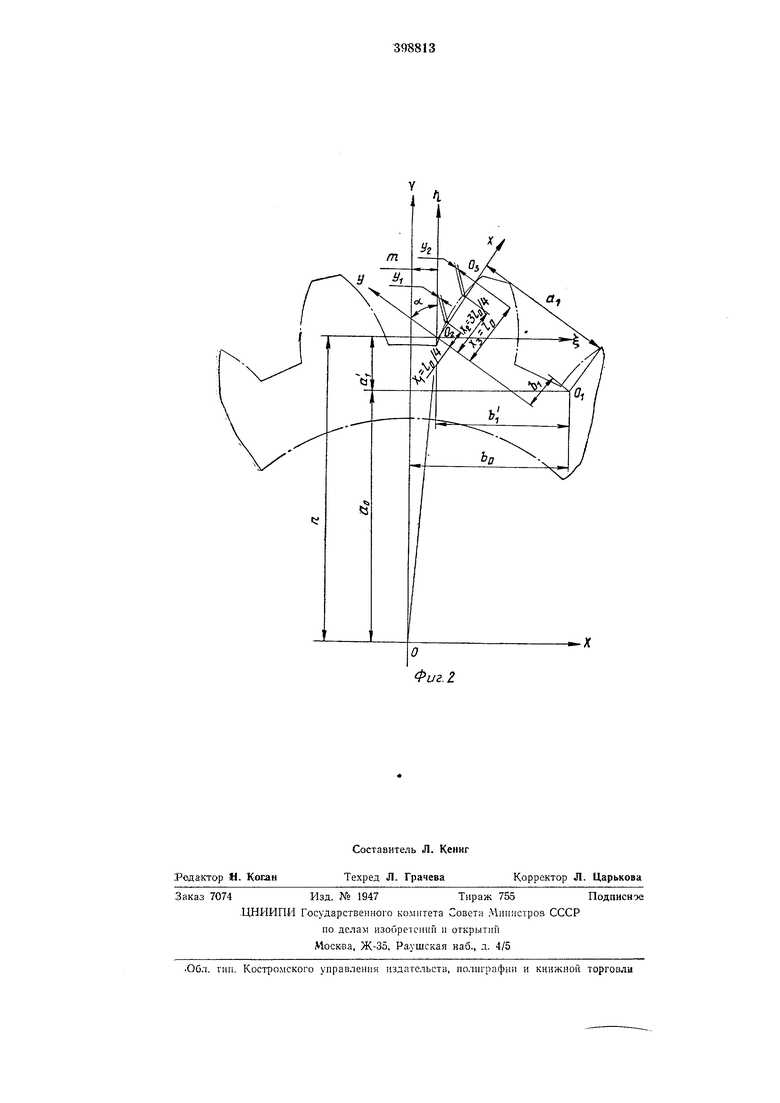
Изобретение относится к области контроля профилей, а именно к области контроля профилей крупногабаритных деталей. Известен способ контроля профилей в заданной системе координат. Процесс определекия погрешностей профиля известным способом громоздок, так как для точки профиля необходимо измерять две координаты. Для замера указанных координат нужны измерительные устройства большой точности, работаюш,ие на больших ходах. По предлагаемому способу для упрош.ения процесса контроля определяют центр наилучшей заменяюшей окружности по известным уравнениям, затем в центр заменяющей окружности помещают палец рычага, несущего индикатор часового типа. Определяют полярные углы, образованные начальным и конечным радиусами-векторами с главной осью абсцисс для начальной и конечной точек проверяемого профиля. Устанавливают нуль индикатора на начальном радиусе-векторе; вращают рычаг вокруг пальца; определяют фактические приращения радиусов-векторов и сравиивают их с теоретическими ириращениямн радиусов-векторов для идеального профиля, а погрешность профиля определяют разностью фактическими приращениямп радиусов-векторов и теоретическ 1ми приратениями. На . 1 изображена обшая схема процесса контроля профиля детали; на фиг. 2 дан профиль проверяемой детали и поясняются приемы определения координат центра О наилучшей заменяющей окружности. Рычаг /, несущий индикатор 2 часового типа, вращают вокруг пальца 3, помещаемого в центр наилучщей заменяюшей окружности. На фиг. 2 точки Оо и Оз обозначают границы проверяемого профиля и определяют систему коордпнат xOzy. Сначала в этой системе опреде.чяют координаты четырех точек, лежащих на проверяемом профиле. Координаты крайних двух точек будут: , , УЗ О. Абсциссы остальных двух точек определяют следующим образом: 3/0 .. л-2 -j- . Ордпнаты этих точек определяют в каждом конкретном случае по уравнениям проверяемого профиля. Координаты bi и d центра Oi вычисляются по следующим уравнениям: (Qo-Q2) (j/3-j/l)-(Ql-Q3)(t/2-I/o) 6, -. 2 {xz-Xi) {у2-Уо) - {Х2-Хо) {уз-yi) Q,-Q3+2&,(A-3-A-,) oi
где Q/ Xi -+г/; 2. / ().
Затем определяют координаты точки O| в осях координат gOai (поворотом осей на угол а), где ич-) - текущие координаты точек
Ь 6 cos а-С sin а
al b sin a+fli cos a.
Координаты точки Oi в заданной системе координат ХОУ будут:
bo bi-{-m.
.
Предмет изобретения
Снособ .контроля профиля крупногабаритных деталей, очерченных плоской кривой, заключающийся в том, что определяют иогрешности профиля в заданной системе координат,
огличаюи ийся тем, что, с целью упрощения процесса контроля, определяют центр наилучшей заменяющей окружности по известным уравнениям; затем в центр заменяющей окружности помещают палец рычага, несущего индикатор часового типа; определяют полярные углы, образованные начальным и конечным радиусами-векторами и главной осью абсцисс лля начальной и конечной точек проверяемого профиля; устанавливают нуль индикатора на начальном радиусе-векторе; вращают рычаг вокруг пальца; определяют фактические приращения радиусов-векторов и сравнивают их с теоретическими приращениями радиусоввекторов для идеального профиля, а погрещиость профиля определяют разностью между фактическими приращениями радиусов-векторов и теоретическими приращениями.
/О
фиг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ТОЧНОСТИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА "ТЕЛО ВРАЩЕНИЯ" | 2011 |
|
RU2471145C1 |
| Способ управления положением модели в аэродинамической трубе | 2017 |
|
RU2660225C1 |
| Способ контроля профиля зуба колеса | 1985 |
|
SU1427158A1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ИМЕЮЩИХ КРУГЛЫЕ СЕЧЕНИЯ | 2007 |
|
RU2348006C1 |
| СПОСОБ ИНЕРЦИАЛЬНЫХ ИЗМЕРЕНИЙ НЕРОВНОСТЕЙ РЕЛЬСОВОГО ПУТИ | 2002 |
|
RU2242391C2 |
| Способ точения некруглых в попереч-HOM СЕчЕНии ТЕл | 1977 |
|
SU818752A1 |
| Устройство для отрезки порции стекломассы | 1985 |
|
SU1368277A1 |
| Механизм прокалывающих игл ниткошвейной машины | 1989 |
|
SU1776237A3 |
| СПОСОБ ФИКСАЦИИ ИЗОБРАЖЕНИЯ ОБЪЕКТА | 1991 |
|
RU2025777C1 |
| СПОСОБ ВЫЯВЛЕНИЯ АСИНХРОННОГО РЕЖИМА ЭЛЕКТРОПЕРЕДАЧИ | 2006 |
|
RU2316101C1 |