1
Изобретение относится к обработке металлов резанием.
Известны устройства для хонингования отверстий в цилиндрических деталях, например гильзах двигателей внутреннего сгорания, брусками, раздвигаемыми под воздействием гидропривода.
Для повышения точности формы (цилиндричности) отверстий в тонкостенных легкодеформируемых изделиях, обрабатываемых хонингованием, например цилиндровых гильзах автомобильных и транспортных двигателей, необходимо, чтобы давление, с которым бруски прижимаются к стенке изделия, зависело от их режущей способности и обрабатываемости изделия в данный момент времени.
Если исходная овальность или шероховатость изделия велики, усилия резания могут достигать весьма больших величин при одном и том же давлении в цепи разжима. При этом происходит повышенная деформация и нагрев изделия, искажение формы отверстия, непроизводительный износ и выкрашивание брусков.
Таким образом, опасное для легкодеформи|руемых зделий радиальное давление брусков не зависит от состояния изделия и брусков в данный момент времени, т. е. существуюш,ая система не обладает адаптивностью.
Цель изобретения - предотвратить деформацию изделия от воздействия брусков.
2
Это достигался тем, что гидронривод выполнен регулируемым по реактивному моменту на изделии, установленном на планшайбе. Последняя кинематически снабл.ена с дросселем в сливной магистрали, регулирующим силу воздействия рабочей жидкости на механизм раздвижения брусков.
Кроме того, планшайба выполнена унругоповоротной и снабжена двумя выступами,
взаимодействующими с рычагом регулирующего дросселя.
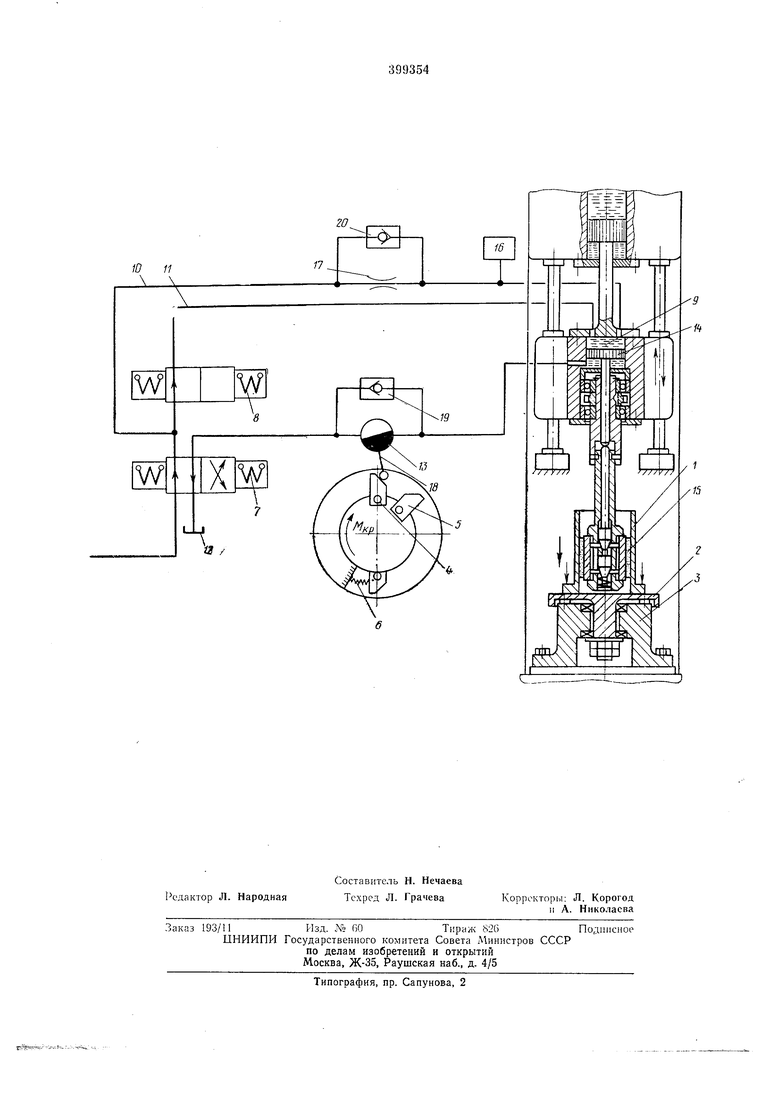
Па чертеже изображено предлагаемое устройство.
Хонингуемое изделие 1 за1фепляют на планшайбе столика 2, имеющей вертикальную ось поворота. Планшайба может поворачиваться по часовой стрелке относительно неподвижного основания 3 под действием крутящего момента сил резания (Мкр) на некоторый угол,
определяемый настройкой кулачков 4 и 5. Повороту планшайбы противодействует пружина 6.
Масло, подаваемое насосом в систему раздвижения брусков, проходит через золотники
7 и 8 с электромагнитным управлением и поступает в верхнюю полость цилиндра 9 раздвижения брусков по магистралям 10 и 11.
Пижняя полость цилиндра соединена в это время с баком 12 через открытый дроссельный кран 13. Поршень 14 быстро опускается.
хонипговальпые бруски разжимаются до соприкосновения со стенкой изделия. Начинается хониигование.
Планшайба с изделием новорачивается, сжимая пружину 6 до тех пор, пока давление масла в полости цилиндра 9 не достигнет определенной величины, соответствующей настройке реле давления 16. Как только сработает реле давления, золотник 8 нереместится во вторую позицию, закрывая магистраль 11.
Этан быстрого подвода брусков к изделию завершен.
Для радиальной подачи брусков питание цилиндра будет происходить только по магистрали 10 через гидравлическое сопротивление 17.
При этом обеспечиваются плавная подача масла при импульсе; поддержание постоянного давления в полости 9 для компенсации утечек, смягчение гидравлических ударов ш толчков, возникающих в процессе работы.
Так как масло продолжает поступать в цилиндр, крутящий момент возрастает. Предельный крутящий момент определяется настройкой кулачка 4. Воздействуя на рычаг 18, кулачок закрывает дроссельный кран 13. С этого момента крутящий момент начинает уменьшаться, так как поршень ненодвижен, будучи уравновешен давлением сверху и снизу. Происходит выхаживание, т. е. съем неровностей с поверхности изделия при фиксированном диаметре брусков.
Выхаживание, улучщающее форму отверстия, продолжается во все время прохождения планшайбой угла между кулачками 4 и 5. Положение кулачка 5 онределяет велнчину минимального крутящего момента, т. е. конец выхаживания.
Следующий импульс сил резания возникает тогда, когда кулачок 5 откроет дроссельный кран, т. е. когда крутящий момент достигнет минимального значения. Процесс повторится.
При достижении заданного размера отверст иуг система активного контроля (на чертеже
не ноказана) дает команду золотнику 7 на перемещение во вторую позицию. Масло от насоса поступает в нижнюю полость цилиндра через обратный клапан 19, а масло из верхней полости через обратный клапан 20 идет на слив в бак. Поршень 14 нереместится.вверх, бруски 15 сожмутся, крутящий момент уменьшится, нлаищайба вернется в исходное положение и откроет дроссельный кран полностью.
Система подготовлена для следующего цикла. В нредлагаемом устройстве контролируется момент сил резания непосредственно на изделии и ограничиваются усилия резания, что обеснечивает минимальную деформацию изделия.
Далее после интенсивного резания обеспечивается периодическое выхаживание, улучшающее формы отверстия. Для этого поршень после импульса подачи фиксируется, находясь
в равновесии под давлением сверху и снизу. Выхаживание происходит за счет сил упругости звеньев нередачи при фиксированном диаметре раздвинутых брусков. Перемещение поршня произойдет только после того, как
будет снят слой металла.
Предмет изобретения
1.Устройство для хонингования отверстий в цилиндрических деталях, нанример гильзах
двигателей внутреннего сгорания, брусками, раздвигаемыми под воздействием гидропривода, отличающееся тем, что, с целью предотвращепия деформаций изделия от воздействия
брусков, гидропривод выполнен регулируемым но реактивному моменту на изделии, установленном на планшайбе, кинематически связанной с дросселем в сливной магистрали, регулирующим силу воздействия рабочей жидкости на механиз.м раздвижения брусков.
2.Устройс1во но н. 1, отличающееся тем, что планшайба вынолнена унругоповоротной и снабжена двумя выступами, взаимодействуюндими с рычагом регулирующего дросселя.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1966 |
|
SU178708A1 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 2002 |
|
RU2225785C1 |
| УНИВЕРСАЛЬНАЯ ГИДР&СИСТЕМ.4 СЕЛЬСКОХОЗЯЙСТВЕННОГО ТРАКТОРА | 1971 |
|
SU307755A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| ЛТНО- ff:J с *S ^ •'^^ TvXI'^4bGi:AS ^" БИаЛМОТЕКА | 1970 |
|
SU262633A1 |
| СТАНОК ДЛЯ ВЫСВЕРЛИВАНИЯ СУЧКОВ | 1967 |
|
SU203189A1 |
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Многошпиндельный шлифовальный станок | 1975 |
|
SU568536A1 |