Изобретение относится к области станкостроения и может быть использовано при проектировании шлифовального оборудования.
Известны многошпиндельные шлифовальные станки для одновременной обработки п изделий, уста,новлен-ных на обш,ий подаюш,ий стол. Эти станки содерл ат п шлифовальны.ч головок с индивидуальными привода:ми вращения щпинделей шлифовальных кругов.
Недостатком указанных станков является относительно низкая производительность, поскольку доля выхаживания на этих станках для компенсации взаимовлияния режущих инструментов составляет до 75% общего машинного времени обработки.
Целью изобретения является повышение производительности и то-чности обработки путем -автоматического приведения интенсивности резания на каждом шпинделе в соответствие с переменным значением силового параметра на этом шпинделе.
Указанная цель достигается TeiM, что каждая из п шлифовальных головок выполнена со средством для независимого изменения скорости реза.ния в функции изменения силового параметра.
Средство для изменения скорости резания выполнено в виде кинематически связанного со шпинделем гидромотора, гидравлически
связанного параллельными магистралями с насосом, причем в одной из магистралей устанозлен дроссельный компенсатор протечек рабочей жидкости через гндромотор с устройством автоматического регулиров-ания величины открытия дроссельной П1,елн компенсатора по перепаду давления на гидромоторе, а в другой - дроссельный клапан с устройством авто.матического открытия проходного отверстня клалана при превышении заданного перепада давления на гидромоторе.
Иа чертеже изображен предлагаемый станок.
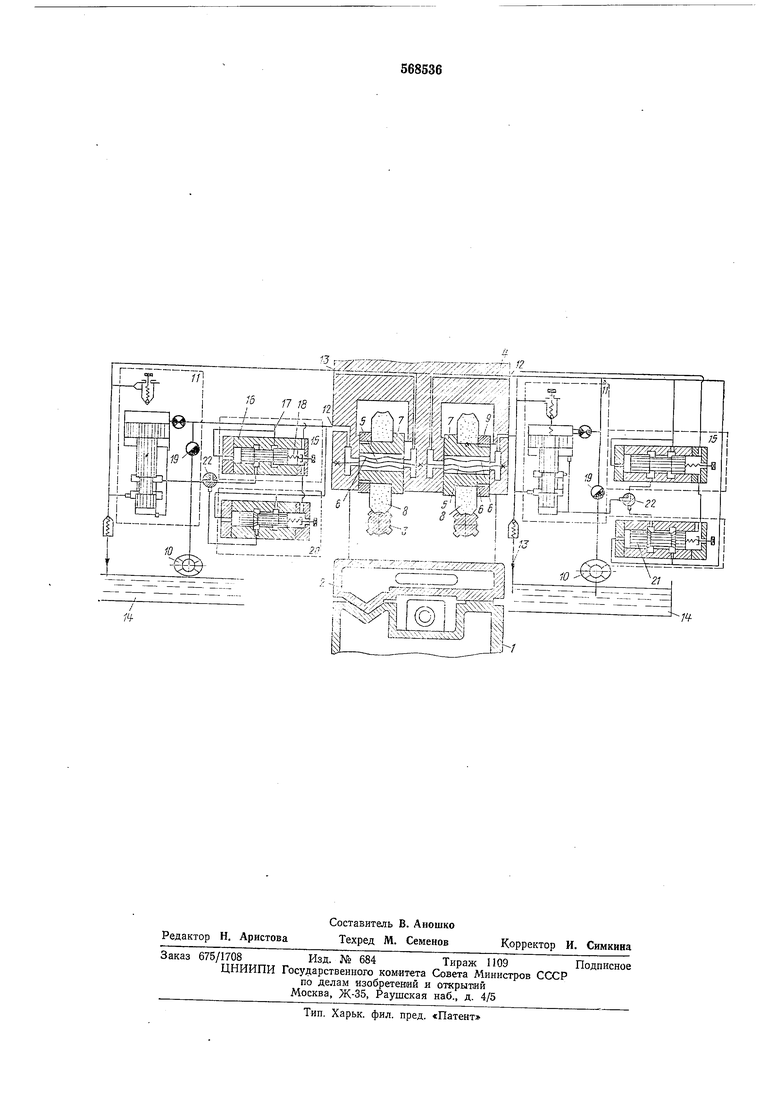
По направляющим станины. 1 станка перемещается стол 2 с деталями 3. Узел шлифовальных бабок размещен с воз можностью поступательного перемещения по вертикальным направляющим колонны станка. В шлифовальной -бабке шлифовальный круг бесконсольно размещен на радиальной опоре, представляющей собой цилиндрическую зубчатую передачу с винтовыми зубьями, служащую объемным винтовым гидромотором для вращения шлифовального круга.
В корпусе шлифовальной бабки 4 жестко укреплен один центральный винт 5 для двух винтовых гидромоторов. С винтом 5 находятся в зацеплении унлотняющие винты 6. По-, следние по паружной поверхности охватываются внутренними цилиндрическими расточ..
ками ротороз 7, которые несут на себе шлифовальные круги 8, закрепляемые гайками Р.
Насос 10 через регулирующий орган 11, включающлй дроссель с регулятором и обратный клапан, и трубопровод 12 связан с гиддромоторами, из .которых рабочая жидкость по трубопроводам 13 сливается в бак 14. Управление скоростью шлифовальных кругов осуш;ествляется дросселями 15 золотникового типа, состоящими из корпуса 16 с двумя проточками, внутри которого р азмешен двукромочный золотник п. С одного торца на золотник воздействует регулируемая пружина 18, а с другого - давление жидкости в трубопроводе 12. Дроссели 15 подключены параллельно дросселям 19, расположенным в регулирующих органах 11.
Для стабилизации скорости реза.ния при съеме чистового припуска в схеме предусмотрены компенсаторы 20 протечек, выполненные в виде дросселей золотникового типа, у которых кромки золотников 21 спрофилированы так, чтобы в ридромоторы поступала дополнительная порция рабочей жидкости для ко.мпенсации внутренних утечек в гидромоторе при передаче им крутящего момелта. Компенсаторы протечек подключены параллельно дросселям 19.
Кран 22 предусмотрен для подключения в цепь привода гидромоторов либо золотниковых дросселей 15 при съеме чернового припуска, либо компенсаторов лротечек при съеме чистового припуска.
Станок работает следующим образом.
Рабочая жидкость под давлением, развиваемым насосом 10, поступает в гидромоторы, приводя тем са.мым роторы 7 со шлифовальными круга.мп 8 во вращение. В процессе обработки детали 3 колебания глубины резания вызывают изменение крутяш;его момента на шлифовальных кругах. Сигнал об изменении крутящих моментов поступает от системы СПИД станка к гидромоторам шлифовальных кругов, что приводит к изменению величины давления рабочей жидкости. Под действием положительного сигнала (увеличение давления) золотники 17 перемещаются, причем скорость перемещения и величина тем больше, чем больше сигнал.
Перемещение золотника вызывает увеличение дросселирующей щели и увеличение
расхода жидкости, поступаюш,ей в гидромотор, т. е. повышение скорости резания и уменьшение крутящего момента.
В случае необходимости учета переменных
ф акторов (изменение жесткости системы СПИД ори обработке длинных и нежестких изделий, износ шлифовального круга и др.), требующих изменения по программе крутящего момента на круге, деобходимо применение устройства, управляющего по заданной программе величиной натяга пружины 18.
При переходе на чистовой режим краном 22 подключаются к гидросистеме компенсаторы 20 протечек и отключаются золотниковые дроссели 15. При этом в процессе чистового шлифования скорость резания будет с помощью дросселей 19 сохраняться постоянной.
Формула изобретения
1.Многошпиндельный шлифовальный станок для одновременной обработки п изделий, установленных на общий подаюшнй стол,
вклю гающий п щли-фовальных головок с индивидуальными приводами для вращения шпинделей шлифовальных кругов, отличающийся тем, что, с целью повышения производительности и точности обработки независимо от величины припуска на каждом изделии, в нем каЖ1дая из п упомянутых шлифовальных головок выполнена со средством для независимого изменения скорости резания в функции изменения силового параметра.
2.Станок по п. 1, отличающийся тем, что средство для изменения скорости резания выполнено в виде кинематически связанного со шпинделем гидромотора, гидравлически связанного параллельными магистралями с насосом, причем в одной из 1магистралей установлен дроссельный компенсатор протечек рабочей жидкости через гидромотор
с устройством автоматического регулирования величины открытия дроссельной щели компенсатора по перепаду давления на гидромоторе, а в другой - дроссельный клапан с устройством автоматического открытия прохолного отверстия клапана при превышении заданного перепада давления на гидромоторе
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Зубошлифовальный станок | 1973 |
|
SU454100A1 |
| Гидравлическая система | 1980 |
|
SU939846A1 |
| Многошпиндельный двусторонний автомат для нарезания резьбы метчиками | 1985 |
|
SU1315178A1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПРОЦЕССА ШЛИФОВАНИЯ | 2019 |
|
RU2715580C1 |
| Привод подач шлифовального станка | 1980 |
|
SU931433A1 |
| Устройство управления циклом обработки на внутришлифовальном станке | 1976 |
|
SU604666A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |