Известны устройства для хонингования цилиндрической поверхности, у которых радиальное раздвижение абразивных брусков на определенный диаметр происходит посредством гидравлического привода автоматически после того, как они достигают середины обрабатываемого отверстия.
Описываемое устройство для хонингования цилиндрической поверхности абразивными брусками отличается от известных тем, что для непрерывного автоматического восстановления режущих свойств абразивных брусков в процессе резания оно снабжено следящей системой с обратной связью но мощности, потребляемой на вращение хонинговальной головки, поддерживающей давление в гидравлической сети на уровне, обеспечивающем повышение удельного давления брусков по мере уменьшения шероховатости обрабатываемой поверхности. Кроме того, для обеспечения периодического раздвижения брусков в середине длииы обрабатываемого отверстия с сохраиением неизменным диаметра головки при перебегах между золотником, реверсирующим поршень гидропривода, и цилиндром этого привода помещен донолнительный золотник, управляемый нри осевом возвратно-поступательном движении хонинговальной головки неподвижным кулаком.
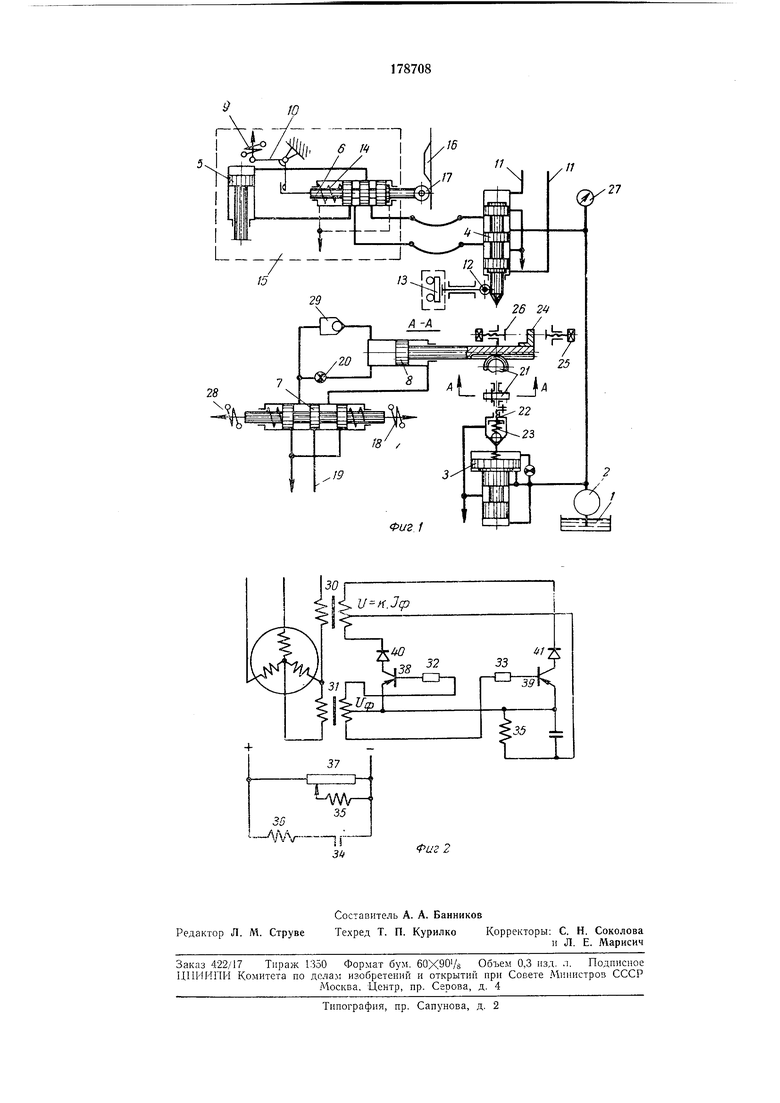
Fla фиг. 1 схематически изображено устройство; на фнг. 2 - электрическая схема следящей системы.
Устройство содержит гидробак /, насос 2, предохранительный клапан 5 с переливным золотником, золотник 4 управления, который реверсирует поршень цилиндра 5 раздвижения абразивных брусков, золотник 6, который запирает масло в цилиндре 5 и открывает его только в момент раздвиження в середине детали, трехпозиционный реверсивный золотник 7, управляющий цилиндром 8 регулировки давления.
При включенном магните 9 рычаг JO перемещает золотник 6 влево и масло от насоса 2 через клапан 3 ноступает в цилиндр 5. Золотник 4, управляемый вспомогательным потоком масла в магистрали 11, опускается, разжимает абразивные бруски и в нижнем положении конусом воздействует на ролик 12 конечного выключателя 13, включающего механизм вращения инструмента. Таким образом производятся быстрое раздвижение и сжатие абразивных брусков.
15 кулак 16, укрепленный на неподвижной колонне, воздействует на ролик 17.
Кулак 16 обеснечивает соедннение цилиндра 5 с гидросистемой в середине длины отверстия на время, соответствующее длнне кулака н скорости движения хоиинговальной головки.
Периодическое подключение цилиндра раздвижения к гидросистеме происходит два раза за один двойной ход хонинговальной головки.
Если при включении системы раздвижения мош,ность, затрачиваемая на вращение, по мере уменьшения шероховатости и затупления абразивных брусков, уменьшается, включается магнит 18, неремещающий золотник 7 внраво, масло от основного гидропривода 19 проходит через сопротивление 20 и постуиает к цилиндру 8, который через зубчатое колесо 21 вращает винт 22, сжимая пружину 23 клапана 3. Давление в гидросистеме повышается до тех пор, пока мощность на врашение не достигнет номииальной величины. После этого магнит 18 отключается и восстанавливается нормальная работа.
Кулак 24 и упоры 25 и 26 ограничивают первоначальное и конечное давления в системе раздвижения, которые регистрируются манометром 27.
После окончания обработки отверстия, включается электромагнит 28, который перемещает поршень цилиндра 8 влево, пока кулак 24 не дойдет до унора 26.
Свободный выход масла из бесштоковой полости цилиндра 8 обеспечивается обратным клапаном 29.
Электрическая схема следящей системы содержит трансформатор тока 30, трансформатор напряжения 31, ограничительные сопротивления 32 и 33, коитакты 34 поляризованного реле, обмотки 35 поляризоваиного реле, иромежуточное реле S6, напряжение задания 37, германиевые триоды 38 и 39 и диоды 40 н41.
Фазовое напряжение U через трансформа. тор напряжения 31 подается на германиевые триоды 38 и 39 н попеременно открывает последние.
Фазовое напряжение U и сопротивлеиия 32 и 33 иодбирают с таким расчетом, чтобы
германиевые триоды, независимо от сдвига фаз, работали в режиме насыщения по коллекторному наиряжению. При этом на нагрузке, которой являются обмотки ноляризованного реле, выделяется сигнал, пропорциоиальный Ulcoscf, (где и - напряжение, / - ток фазы двигателя и ф - угол сдвига фаз тока и нанряжения, питающего двигатель). Этот сигнал подается на поляризованное реле. При уменьшении сигнала (т. е. уменьшении мощности двигателя) поляризованное реле срабатывает и через промежуточное реле включает магнит 18, который увеличивает давление в гидросистеме раздвнжения.
Параметры трансформатора тока обеспечивают получение на обмотке поляризованного реле напряжения, обеснечивающего чувствительность к изменению мощности электродвигателя.
Предмет изобретения
1. Устройство для хонингования цилиндрической поверхности абразивными брусками, автоматически разжи 1аемыми в середине длины обрабатываемого отверстия при помощи гидравлического привода, отличающееся тем,
что, с целью непрерывного автоматического восстановления режущих свойств абразивных брусков в процессе резання, оно снабжено следящей системой с обратной связью по моно,ности, потребляемой на вращение хонинговальной головки, поддерл :ивающей давлеиие в гидравлической сети иа уровне, обеспечивающем повышение удельного давления брусков по мере уменьшения шероховатости обрабатываемой поверхностн.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения периодического разжима брусков в середине длины обрабатываемого отверстия с сохранением неизменным днаметра головки при перебегах, меладу золотНИКОМ, реверсирующим поршень гидропривода, и цилиндром этого привода помещен дополнительный золотник, управляемый при осевом возвратно-поступательном движении хонинговальной головки неподвижны.м кулаком.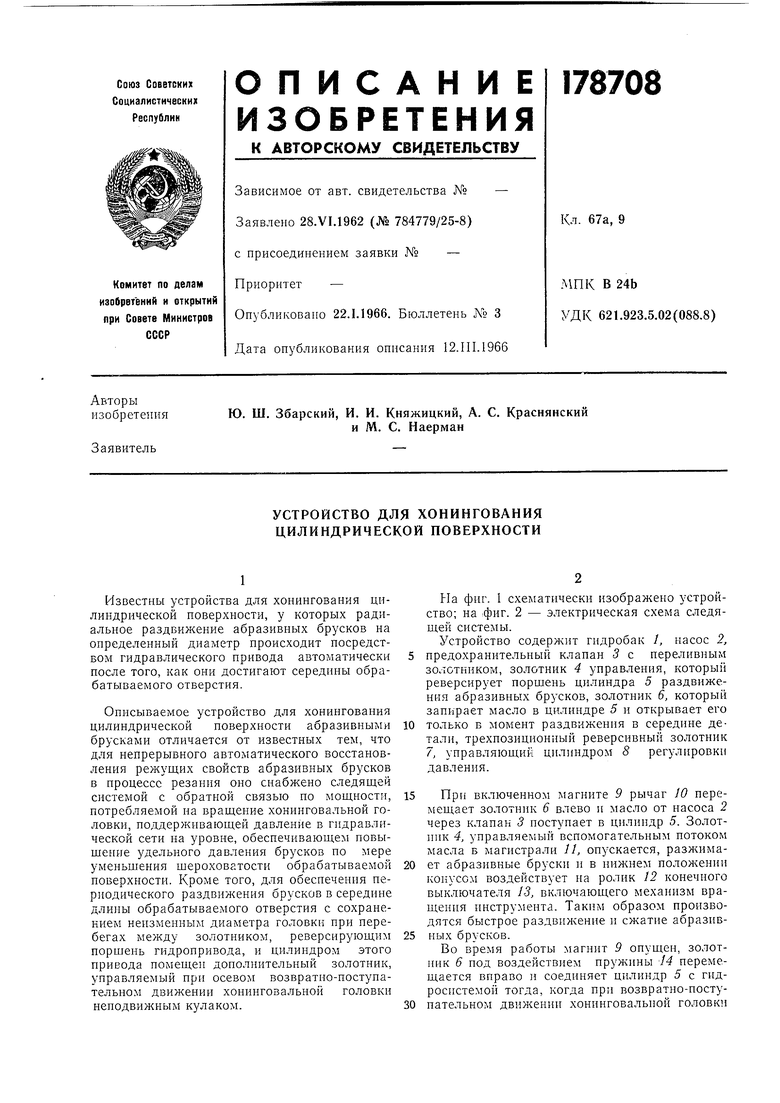
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ | 1973 |
|
SU399354A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1949 |
|
SU85356A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1995 |
|
RU2095221C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ХОНИНГОВАНИЕМ | 1973 |
|
SU395240A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452605C1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |