Известны устройства для управления автоматическим циклом шлифования цилиндрического изделия типа ступенчатого вала, выполненные в виде измерительной скобы с расположенными в плоскости, параллельной оси изделия, неподвижной и подвижной трубками, из которых последняя взаимодействует с индуктивным, емкостным, пневматическим или электроконтактным датчиком, отрабатывающим команды на управление подачами инструментальной бабки.
В предлагаемом устройстве подвижная губка измерительной скобы установлена на концах двух плоских пружин, закрепленных вторыми концами в корпусе скобы, подвешенном на двух плоских пружинах в плоскости, расположенной под углом к горизонту, к кронштейну гидравлического привода, установленного на станине шлифовального станка. Такая конструкция обеспечивает непрерывное измерение как длины между торцами бурта вала, так и расстояния от торца бурта до поверхности шлифовального круга.
Кроме того, указанное устройство снабн ено дополнительной двухконтактной скобой, расположенной в плоскости, перпендикулярной оси изделия, связанной с датчиком управления шлифованием шейки и предназначенной для измерения шейки вала. Этим обеспечивается автоматический цикл одновременного
шлифования торца бурта ступенчатого вала и его шейки.
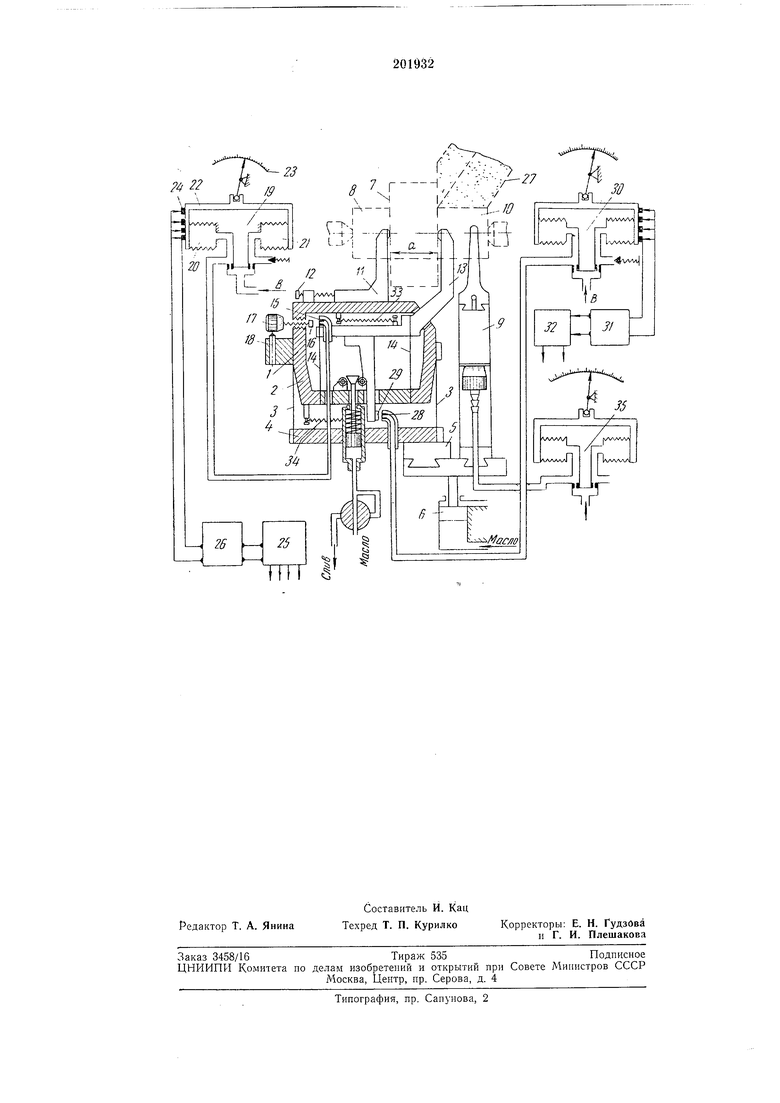
Устройство поясняется чертежом, на котором изображена его принципиальная схема. В данном варианте устройства применена пневматическая схема измерения.
Двухконтактная измерительная пневматическая скоба 1, расположена в плоскости, параллельной оси центров, лежашей под небольшим углом к горизонтали, ее корпус 2 подвешен на двух плоских пружинах 3 к неподвижному основанию 4 подвески скобы, закрепленному на кронштейне 5, жестко связанном со штоком поршня 6 гидроцилиндра. Указанная скоба предназначена для контроля длины а буртика 7 детали 8.
На кронштейне 5 на плавающей подвеске также закреплена скоба 9, расположенная в вертикальной плоскости. Эта скоба предназначена для контроля диаметрального размера щейки 10 детали 8. Губка // скобы / закрепляется на корпусе .2 и ее положение регулируется винтом 12 в зависимости от длины буртика 7. Вторая подвижная губка 13 скобы / подвешена на пружинном шарнире 14 к корпусу 2 и несет на своем левом конце измерительное сопло 15, расположенное против пятки 16, положение которой относительно торца сопла 15 регулируется винтом 17, который стопорится фиксатором 18. Сопло 15 соединено гибким шлангом с многоконтактным датчиком 19. При изменении длины буртика 7 меняется зазор между соплом 15 и пяткой 16, вызывающее изменение давления в левом сильфоне 20 датчика при сохранении постоянного давления в его правом сильфоне 21. Разность давлений в левом и правом сильфонах приводит к перемещению их наружных торцов, связанных между собой тягой 22, и эта разность отсчитывается по шкале прибора 23. Одновременно замыкаются контакты 24, передающие командные импульсы на командное устройство 25 цикла шлифования торца 7 после их преобразования в преобразователе импульсов 26.
Скобы 1 vi 9 одновременно вводятся на деталь 8, охватывая контролируемые размеры до начала их обработки, затем включается быстрый подвод стола с деталью на торец шлифовального круга 27, который контролируется скобами и прекращается при помощи узла продольной ориентации на некотором расстоянии от инструмента.
Указанный узел состоит из измерительного сопла 28, противолежащей ему пятки 29 и датчика 30. Сопло 28 крепится на корпусе 4 подвески, а пятка 29 скреплена с губкой 13 и перемещается вместе со скобой 1, обеспечивая включение скорости врезания при достижении заданного расстояния до инструмента. Сигнал на переключение подается датчиком 30, усиливается преобразователем 31 и поступает в командное устройство 32. Измерительные усилия создаются пружинами 33 и 34.
Цикл шлифования шейки 10 обеспечивается скобой Р, связанной с датчиком 35.
Предмет изобретения
1. Устройство для управления автоматическим циклом шлифования цилиндрического изделия типа ступенчатого вала, выполненное в виде измерительной скобы с расположенными в плоскости, параллельной оси изделия, неподвилсной и подвижной губками, из которых последняя взаимодействует с индуктивным, емкостным, пневматическим или электроконтактным датчиком, отрабатывающим команды на управление подачами инструментальной бабки, отличающееся тем, что, с целью непрерывного измерения, как длины между торцами бурта вала, так и расстояния от торца бурта до рабочей поверхности шлифовального круга, подвижная губка измерительной скобы установлена на концах двух плоских пружин, закрепленных вторыми концами в корпусе скобы, подвешенном на двух плоских пружинах в плоскости, расположенной под углом к горизонту, к кронштейну гидравлического привода, установленного на станине шлифовального станка.
2. Устройство по п. 1, отличающееся тем, что, с целью осушествления автоматического цикла одновременного шлифования торца
бурта ступенчатого вала и его шейки, оно снабжено расположенной в плоскости, перпендикулярной оси изделия, дополнительной двухконтактной измерительной скобой для измерения диаметра шейки вала, связанной с
датчиком управления гплифованнем шейки. тттг а
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1968 |
|
SU429941A1 |
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |
| Измерительное устройство для управления движением шлифовальной бабки круглошлифовального станка | 1959 |
|
SU123423A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ ВАЛОВ В ПРОЦЕССЕ ШЛИФОВАНИЯ | 1970 |
|
SU284318A1 |
| Устройство для измерения шлифуемых ступенчатых валов на ходу станка | 1938 |
|
SU54502A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| ЛЮНЕТ ШЛИФОВАЛЬНОГО СТАНКА | 1992 |
|
RU2008164C1 |
| Устройство активного контроля размеров | 1979 |
|
SU861046A1 |
| Пневматический прибор для контроля изделий в процессе их обработки | 1971 |
|
SU372884A1 |
| ПРИБОР ДЛЯ СОПРЯЖЕННОГО ШЛИФОВАНИЯ КОЛЕЦ ШАРИКОПОДШИПНИКА | 1966 |
|
SU179948A1 |