1
Изобретение относится к области активного контроля деталей, обрабатываемых на металлорежущих станках.
Известны самонастраивающиеся устройства для поднастройки приборов активного контроля размеров в мащиностроении, содержащие электромеханическую схему, пневмоэлектрический датчик для измерения деталей в процессе обработки, компенсирующий механизм, состоящий из серводвигателя с зубчатой передачей и микровинтом, осуществляющий перемещение контактной группы, подвещенной на плоских пружинах, относительно сильфонов пневмоэлектрического датчика на величину, соответствующую сигналу анализатора, включенного в электромеханическую схему между измерительным прибором вне зоны обработки и компенсирующим механизмом прибора для контроля в процессе обработки.
Однако эти устройства не обеспечивают компенсации случайной составляющей погрещностей, возникающих вследствие тепловой деформации деталей в процессе обработки, которые могут иметь весьма значительную величину, особенно при врезном шлифовании, из-за колебаний фактического припуска заготовки на щлифование и других технологических факторов. Кроме того, указанное устройство имеет весьма сложную механическую схему.
С целью повыщения точности щлифования путем компенсации погрешностей от тепловых деформаций деталей предлагаемое устройство снаблсено датчиком, выполненным с тремя последовательно действующими блоками командных контактов, причем контакты первого блока, измеряющие фактический припуск на щлифование до начала обработки, через анализатор и распределитель соединены с контактами третьего блока, отрабатывающими команду на прекращение цикла в зави- , симости от фактического припуска на обработку, при этом команда на прекращение цикла подается тем контактом третьего блока,
который подготовлен к работе по сигналу анализатора.
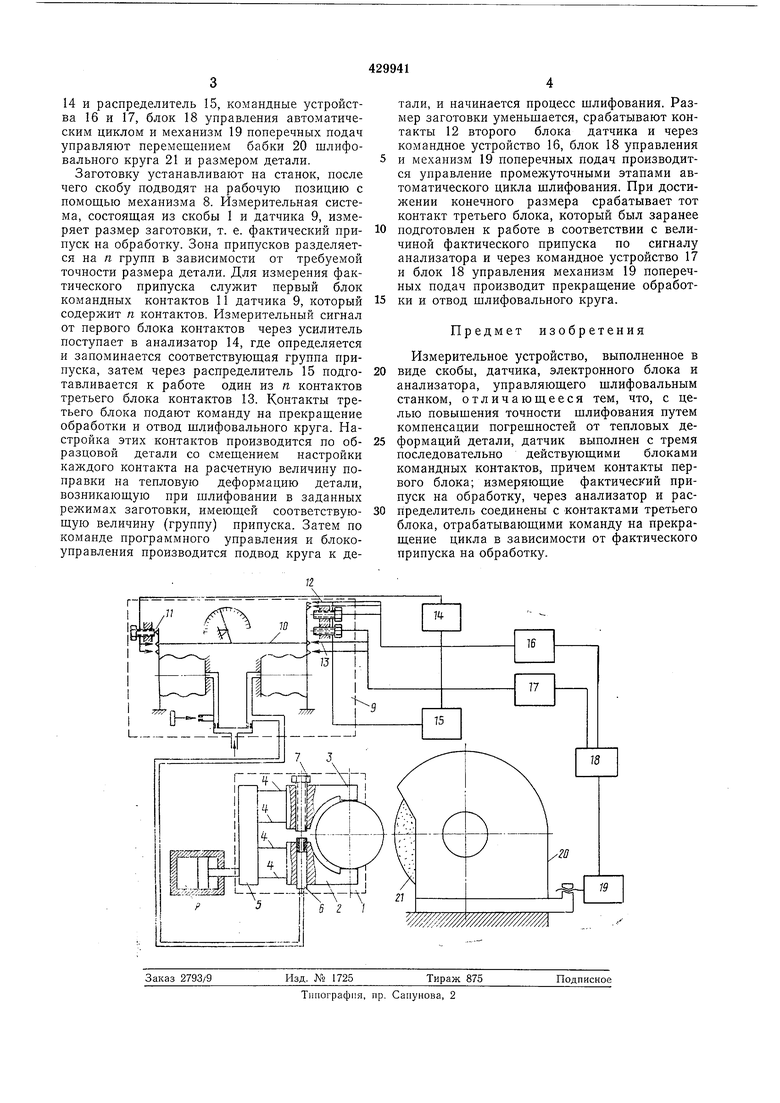
На чертелсе схематически показано предлагаемое измерительное устройство. Устройство содержит пневматическую скобу 1, которая имеет измерительные губки 2 и 3, подвешенные на плоских пружинах 4 к кропусу 5 скобы. В губке 2 закреплено измерительное сопло 6, а в губке 3 - регулируемая пятка 7. Скоба подводится в рабочую позицию механизмом 8 и связана с многокомандным пневмосильфопным датчиком 9. Подвижная часть 10 датчика несет подвижные контакты, которые вместе с неподвижпыми контактами образуют три блока контактов И, 12 и 13. Эти блоки через анализатор
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗМЕРОВ В МАШИНОСТРОЕНИИ | 1965 |
|
SU171596A1 |
| СПОСОБ АВТОМАТИЗАЦИИ ЦИКЛА ВРЕЗНОГО ШЛИФОВАНИЯ | 1973 |
|
SU404610A1 |
| УСТРОЙСТВО для АКТИВНОГО КОНТРОЛЯ ПРИ НАРУЖНОМ КРУГЛОЛ\ ШЛИФОВАНИИ | 1973 |
|
SU399357A1 |
| Програмное устройство для автоматизации цикла работы шлифовального станка | 1959 |
|
SU123052A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ ВАЛОВ В ПРОЦЕССЕ ШЛИФОВАНИЯ | 1970 |
|
SU284318A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Система активного контроля точности формы и размеров многоступенчатых деталей | 1973 |
|
SU442044A1 |
| Способ управления двусторонним торцешлифовальным станком | 1980 |
|
SU918066A1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| Измерительное устройство для управления движением шлифовальной бабки круглошлифовального станка | 1959 |
|
SU123423A1 |
