Изобретениа относится к прокатному производству и может быть использовано для контроля износа калиброванных валков на всех сортовых и проволочных прокатных станах.
Известен пневмоэлектрический преобразователь линейных величин, включающий измерительные сопла, сильфоны электроконтактный преобразователь Ul
Однако это устройство не позволяет контролировать износ калибров по всей площа,ци.
Наиболее близким к изобретению является пневмоэлектрический диффе{ енциальный датчик размеров, включаюЦий Измерительное неподвигхное и рейулируемое контрольное сопла, камеру d двумя дифференциальныгли сильфонами электроконтактный преобразователь, С;редства сигнализации и указатель .размера 2-,
Известное устройство может быть использовано для контроля износа калибров валка сортопрокатной клети, однако контролировать износ можно только в одной из,точек калибра,для контроля других точек необходимо периодически перемещать рабочее сопло в одну из этих Точек после остановки стана.
Целью изобретения является обеспе п|ечение возможности непрерывного контроля износа, калибров валка по вЬей его площади и за счет этого сокращение простоев стана, повышение
качества продукции.
Поставленная цель достигается , что в устройстве для контроля износа калибров валка сортопрокатной клети, содержащем дифференциальный пневмоэлектрический датчик с измерительным и регулировочным соплами, сильфонами, указателем размера и электроконтактныГЛ преобразователем измерительное сопло расположено в полости калибра и выполнено качающимся с центром вращения в центре радиу са круглого или овального калибра и снабжено механизмом периодического качательного движения с приводом.
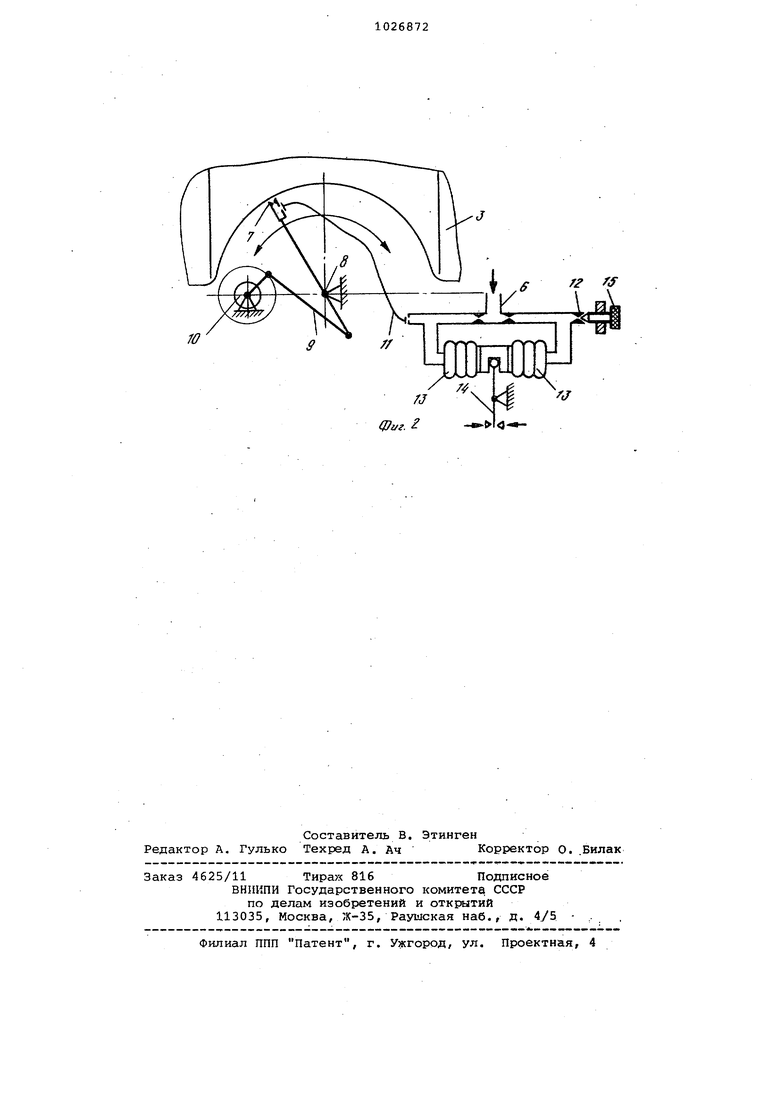
На фиг, 1 показана установка устройства на клети стана, вид сверху; на фиг. 2 - принципиальные кинематическая и пневматическая схемы, реализующие один из возможных вариантов, компоновки устройства.
На станине 1 клети монтируют на кронштейнах или в пазах ползунки 2,
в КОТОРЫХ параллельно валку 3 установлена штанга 4 с отсчетным устройством и ползунком 5. На ползунке 5 монтируют дифференциальный пневмоэлектрический датчик 6 и измерительное сопло 7, установленное шарнирно на оси 8. Измерительное сопло 7 соединяют при помощи кривошипно-шатунного механизма 9 с электродвигателем 10 и гибким шлангом 11 с выходом измерительного сопла 7 датчика 6, Измерительное 7 и регулировочное 12 сопла датчика б соединены с сильфонами 13 и электрическим преобразователем 14. Давление сжатого воздуха в измерительном и регулировочном соплах 7 и 12 регулируют при помощи винта 15.
Для включения в работу устройства измерительное сопло 7 перемещают при помощи ползунков 2 и 5 по двум координатам таким образом, чтобы ось 8 совпала с центром радиуса контролируемого круглого или овального калибра, и включают привод электродвигателя и дифференциальный датчик б,При этом измерительное сопло 7 кривощипно-шатунным механизмом перемещается вдоль контура калибра в прямом и обратном направлениях, контр злируя при помощи датчика б величину износа калибра. Длл обеспечения контроля всей площади калибра время цикла одного полного перемещения сопла подбирают такти образом, чтобы оно не было кратным числу оборотов валка. В этом случае измерительное сопло при каждом новом обороте валка контролирует новые участки калибра. Величину износа контролируют при помощи электрического преобразователя 14, который мо}кет показывать при помощи соответствующих приборов абсолютную величину износа или включать звуковую или световую сигнализацию.
Предложенное устройство позволяет производить непрерывный контроль износа калибров в процессе прокатки по всей его площади, своевременно производить смену калибров и настройку клети, сократить простои стана,, увеличить производительность на 0,5%, улучшить качество проката, увеличить выход годного на 0,2%. Экономический эффект составляет около 110 тыс. руб. в год на одном стане.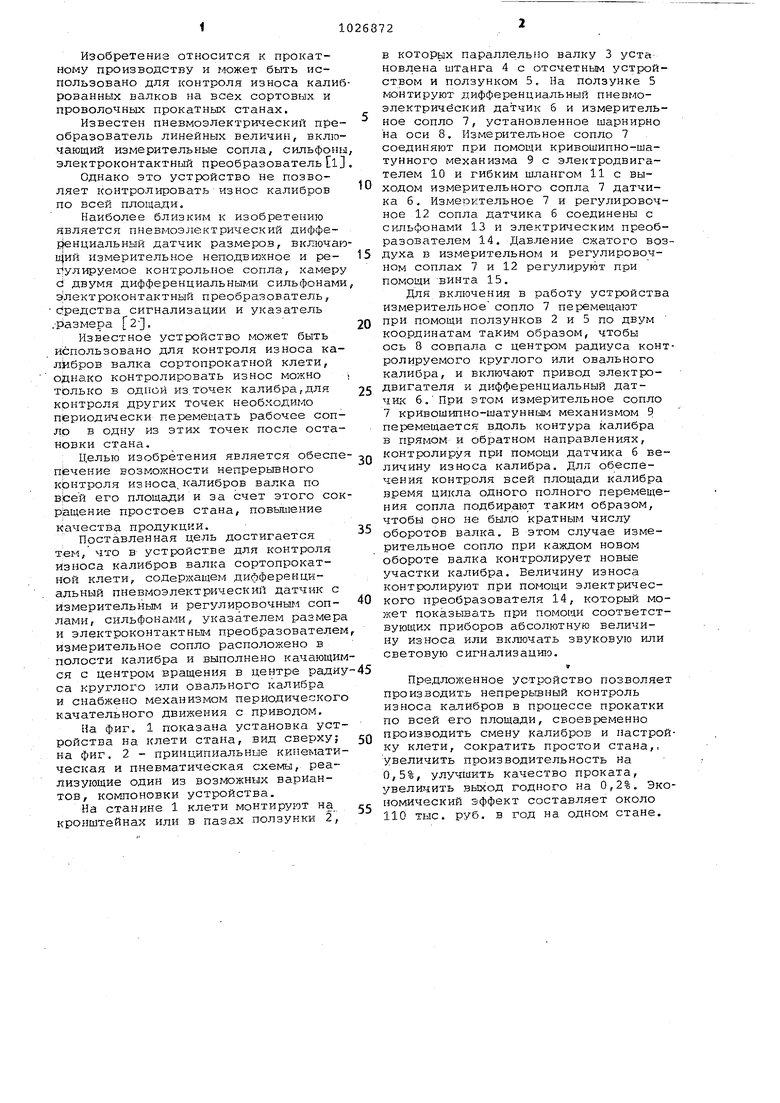
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля износа калибров валка сортопрокатной клети | 1986 |
|
SU1380823A2 |
| Датчик контроля осевой настройки валков сортопрокатной клети | 1981 |
|
SU1014605A1 |
| Устройство для автоматической коррекции осевой настройки валков сортопрокатной клети | 1981 |
|
SU969344A1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ СОРТОПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2287384C1 |
| Устройство для осевой настройки валков прокатной клети | 1980 |
|
SU942827A1 |
| Датчик контроля осевой настройки валков сортопрокатной клети | 1980 |
|
SU925457A1 |
| Устройство для настройки валков сортопрокатной клети | 1986 |
|
SU1331599A1 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА КАЛИБРОВ ВАЛКА СОРТОПРОКАТНОЙ КЛЕТИ, содержащее дифференциальный пневмоэлектрический датчик с измерительным и регулировочным соплами, сильфонами, указателем размера -и электроконтактным преобразователем, о т л и ч а ю ц е е с я тем, что, с целью обеспечения возможности непрерывного контроля износа калибров валка по всей его площади и за счет этого сокращения простоев ста- на и повы1ления качества продукции, измерительное сопло расположено в полости калибра и выполнено качающимся с центром вращения в центре радиуса круглого ипи овального калибра и снабжено механизмом периоди- р, ческого качательного движения с при- «g водом. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устррйства и элементы систем автоматического регулирования и управления | |||
| Под ред | |||
| В.В | |||
| Солодовникова | |||
| Кн | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПОДОГРЕВАТЕЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ ТЕПЛОТЫ ВЫХЛОПНЫХ ГАЗОВ ДЛЯ НАГРЕВА ВОДЫ | 1924 |
|
SU575A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Агейкин Д.И | |||
| и др.Датчики контроля и регулирования | |||
| Справочные материалы | |||
| М., Машиностроение, с | |||
| Способ получения гидроцеллюлозы | 1920 |
|
SU359A1 |
