1
Известно амортизирующее нокрытйе ноду1нек гладильных прессов, содержащее унругнн мат с отверстиями и выступами и обтяжку.
К амортизирующему покрытию гладильных прессов наряду с общими требованиями дещевизНы, надежности и больиюго срока службы предъявляются спениальные требования. Оно должно равномерно распределять давление па обрабатываемое изделие, равномерно распределять нар и вакуум и иметь малое аэродинамическое сопротивлепиё.
В существующих конструкциях амортизирующих покрытий эти требования находятся в онределенном нротиворечии. Если, наиример, в покрытии нреобладают больщие по площ,ади сечения отверстия, то такое покрытие обладает малым аэродинамическим сопротивлением, но давление концентрируется на участках между отверстиями и распределяется неравномерно.
В покрытии с преобладанием сплощных участков нар и вакуум распределены неравномерно.
Если покрытие представляет собой частое чередование мелких отверстий и выступов, то оно имеет больщое аэродинамическое сонротивление. Кроме того, изготовлеиие такого мата весьма трудоемко.
Перечисленные выше качества характерны для амортизирующих покрытий, имеющих постоянные свойства в период всего цикла влажно-тепловой обработки.
Следует учесть, что в обычном технологическом процессе влажно-тенловой обработки можно выделить два .характерных перехода, при которых функциональное назначение амортизирующих покрытий различно.
Как известно, в подавляющем больщинстве операций влажно-тепловой обработки пропаривапие и вакуум-отсос проводятся при открытых или закрытых подуШках, но без приложения давления к обрабатываемому изделию и, наоборот, при создании давления подачи к изделию пара и вакуум-отсоса не происходит.
Предлагаемое амортизируюн1ее нокрытйе имеет различные свойства ири пропариваиии и вакуум-отсосе и при прессовании, что создает более равномерное давление ири прессовании и обеспечивает свободный доступ пара и вакуума к изделию.
Это достигается тем, что выступы расположены под углом к поверхности мата для закрывания отверстий при прессовании.
При этом выступы имеют переменное сечение, обеснечивающее их необходимую деформацию.
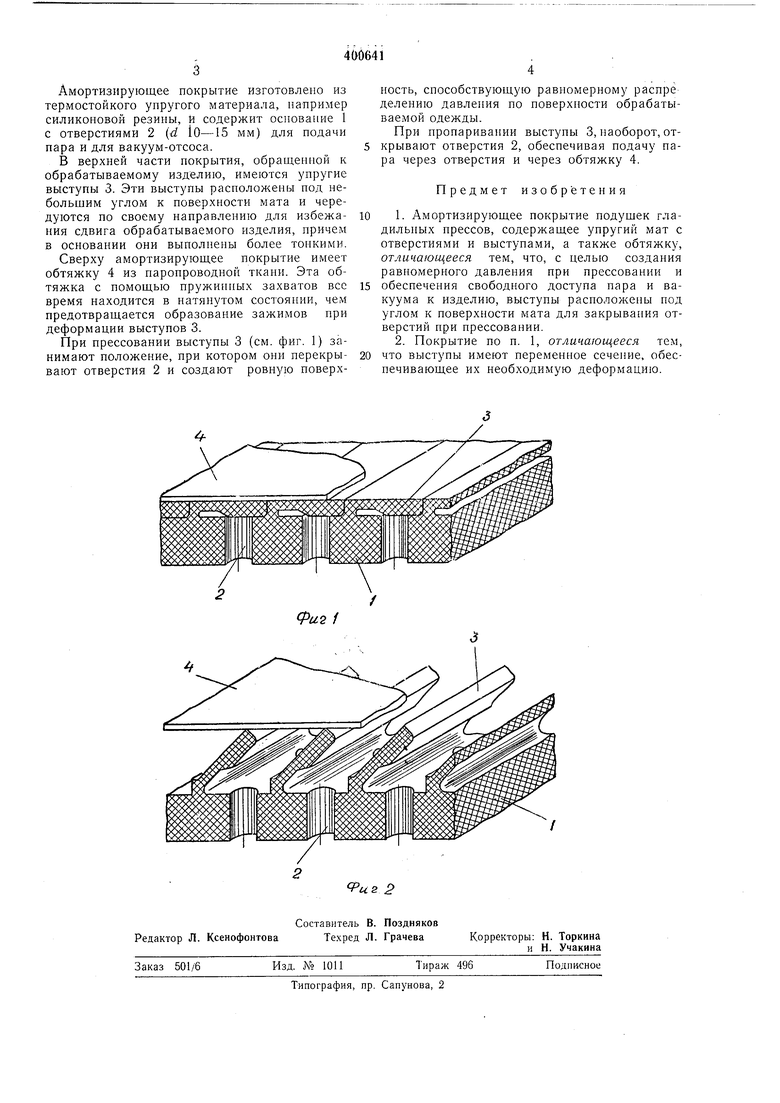
Па фиг. 1 изображено положение элементов покрытия в момент прессования; иа фиг. 2 - то же, в момент пропаривапия и вакуум-отcoca.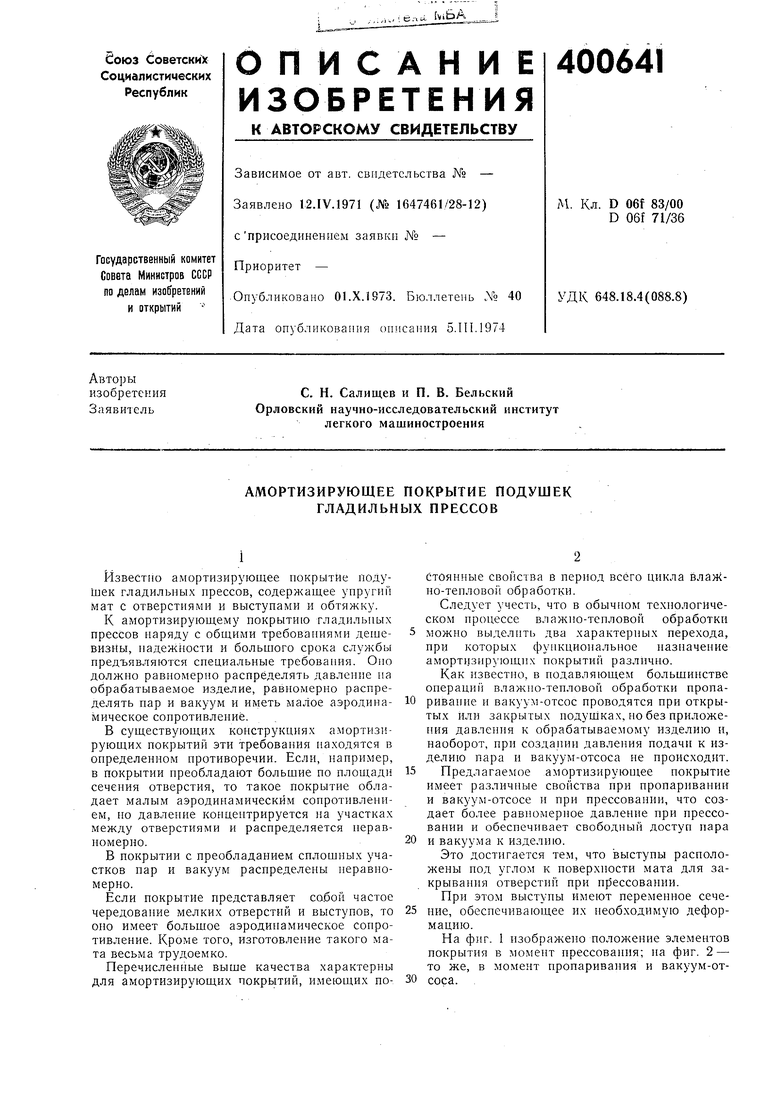
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТ ПОДУШЕК ГЛАДИЛЬНОГО ПРЕССА | 1971 |
|
SU427113A1 |
| В•4% П ВI П (*у' Т» '•'^''- f-( '^ ^'* ''ФОНД o:i.-riyj | 1973 |
|
SU400642A1 |
| Покрытие прессующей подушки гладильного пресса | 1986 |
|
SU1416545A1 |
| Пресс для влажно-тепловой обработки швейных изделий | 1987 |
|
SU1557224A1 |
| Пресс для влажно-тепловой обработки швейных изделий | 1985 |
|
SU1288228A1 |
| Пресс для объемного формования деталей швейных изделий | 1984 |
|
SU1194930A1 |
| Покрытие гладильной подушки | 1986 |
|
SU1418367A1 |
| Покрытие гладильной подушки | 1980 |
|
SU922210A2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОФЛОКИРОВАННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2107764C1 |
| Устройство для влажно-тепловойОбРАбОТКи ОдЕжды | 1979 |
|
SU827650A1 |
