Изобретение относится к области производства прямошовных труб различных нрофнлей, замкнутых и незамкнутых, методом высокочастотной сваркн.
Известен индуктор для высокочастотиол сварки труб, раснолол енньш внутри трубной заготовки и частично заполняющий ее внутреннее сечение. Однако нри этой конструкции нндуктора невозможно сварнвать незамкнутые нрофилн; кроме того, велики потери мощности в теле трубной заготовки ири сварке труб больщого диаметра ввиду того, что ток проходит по всему периметру трубы.
Цель изобретения - повыснть эффективность нагрева.
Для этого в устройстве применен экран из высокопроводного материала, который имеет контакт, прилегающий к кромкам заготовок по обе стороны от индуктора, и ток, идущий Б кромках заготовок, замыкается через экран и кромки.
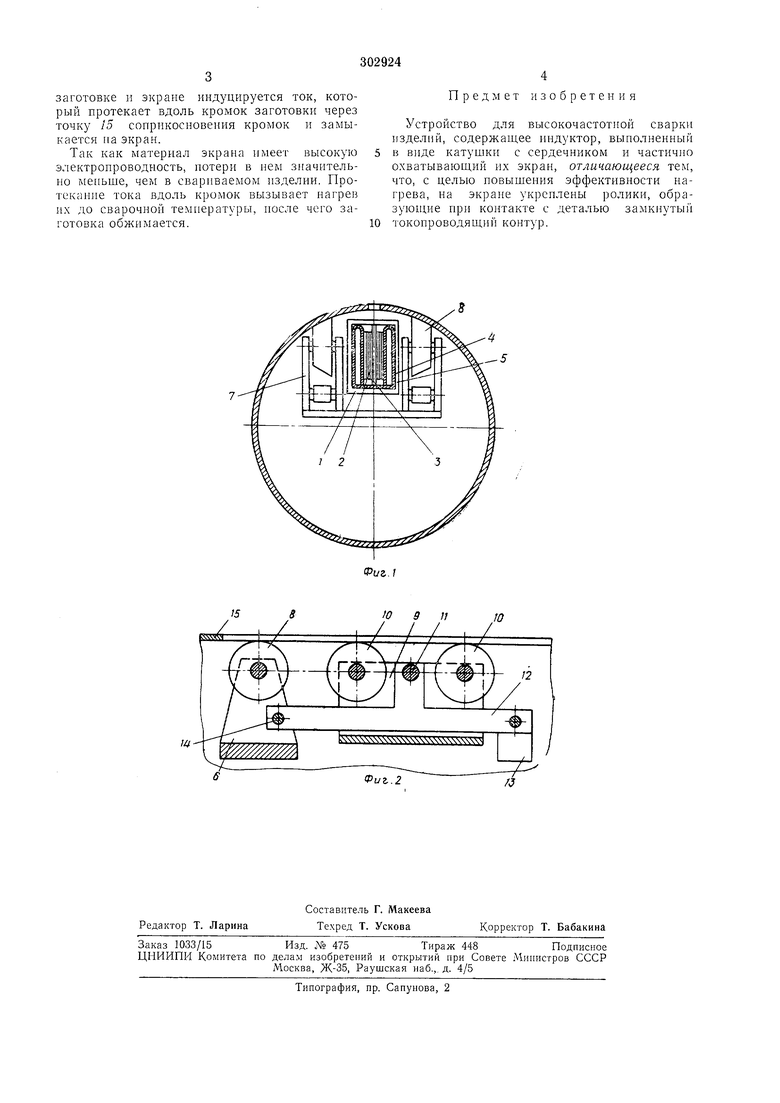
На фиг. 1 изображен поперечный разрез описываемого устройства; на фиг. 2 - его продольный разрез.
Предлагаемое устройство содержит водоохлаждаемую катущку 1 и сердечник 2, установленный внутри катущки. Активная часть сечения сердечника сделана из ферромагннтюго материала, нанример из листовой электротехннческой стали, разделениой на пакеты медными радиаторными листами о, ширина которых больще щнрины ферромагиитных накетов. Сердечник 2 помещен в корытообразный кожух 4, изготовленный из материала высокой электронроводности. Па листы 3 совместно с кожухом 4 накладывается оболочка 5 из диэлектрического материала. Экран выполнен в внде неподвижного корытообразного кроищтейна 6 с четырьмя стойкамн 7, между которыми установлеиы два вран;ающихся ролика 8, и иоджимного корытообразного кроищтейна 9. Кронщтейн 9 с вращающимися роликами 10 через ось // укреплен на ноджимной тяге 12, имеющей уиор 13.
При установке устройства для сварки сначала моитируют ненодвнжный кроищтейи 6 так, чтобы заготовка ониралась на 8 и был достигнут угол достаточной величниы между свариваемыми кромками. После этого поворачивают тягу 12 вокруг оси 14 до иолучення надежного контакта на все три пары контактных ролнков 8, 10. Положение тяги 12 фиксируется унором 13.
Усилие заготовки на контактные ролики 8, 10 должно быть достаточным для иенрерывного контакта ролнков с заготовкой но все время сварки.
заготовке н экране индуцируется ток, который протекает вдоль кромок заготовки через точку /5 соприкоснове1 ия кромок и замыкается на экран.
Так как материал экрана нмеет высокую электронроводность, потери в нем значительно меньнле, чем в сварпваемом изделии. Протекаиие тока вдоль кромок вызывает нагрев их до сварочной темиературы, после чего заготовка обжимается.
Предмет изобретения
Устройство для высокочастотной сварки изделий, содержащее индуктор, выполненный в впде катушки с сердечником и частично охватывающий их экран, отличающееся тем, что, с пелью повыгнения эффективности нагрева, на экране укреплены ролики, образуюн;ие при контакте с деталью замкнутый токопроводящий контур.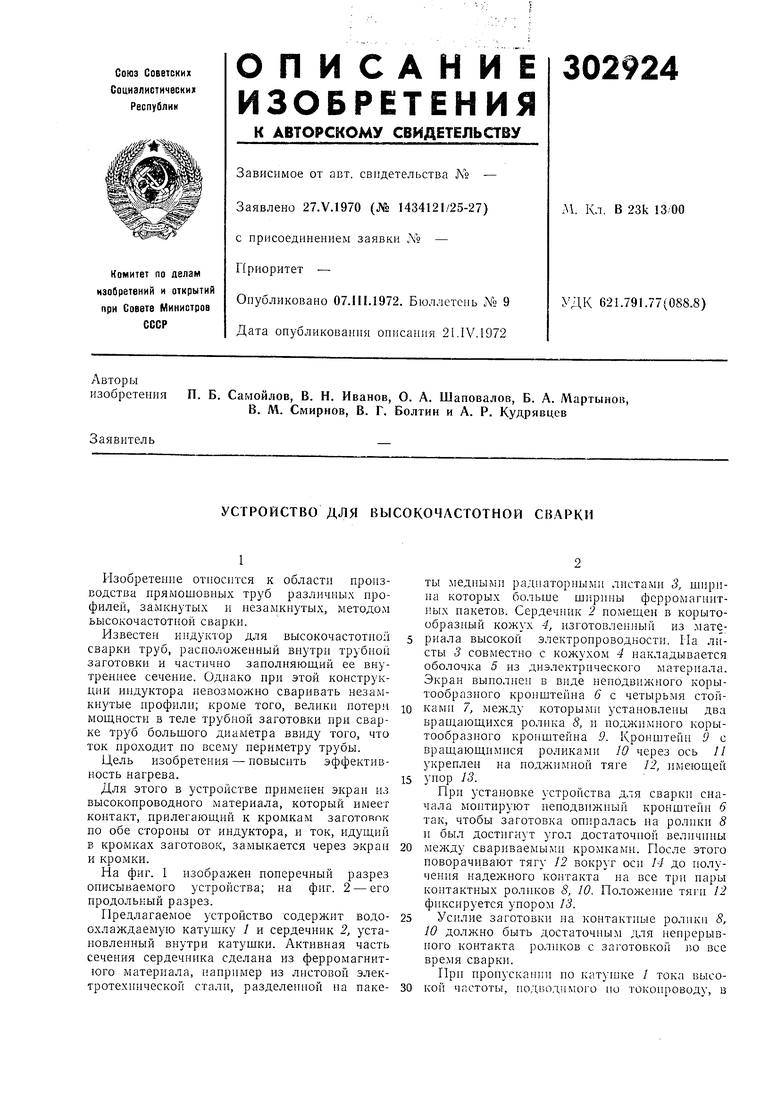
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU335890A1 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU285733A1 |
| Индуктор для высокочастотной сварки | 1975 |
|
SU527271A1 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU334025A1 |
| Способ высокочастотной сваркипРОдОльНыХ шВОВ ТРубНыХ зАгОТОВОК | 1979 |
|
SU814621A1 |
| ВНУТРЕННЯЯ ОПРАВКА К СТАНУ ВЫСОКОЧАСТОТНОЙ СВАРКИ ТРУБ | 1972 |
|
SU356010A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2004 |
|
RU2309031C2 |
| Индуктор для высокочастотной сварки труб | 1971 |
|
SU401104A1 |
| Устройство для высокочастотной сварки труб из нержавеющих сталей | 1988 |
|
SU1540888A1 |
/5
