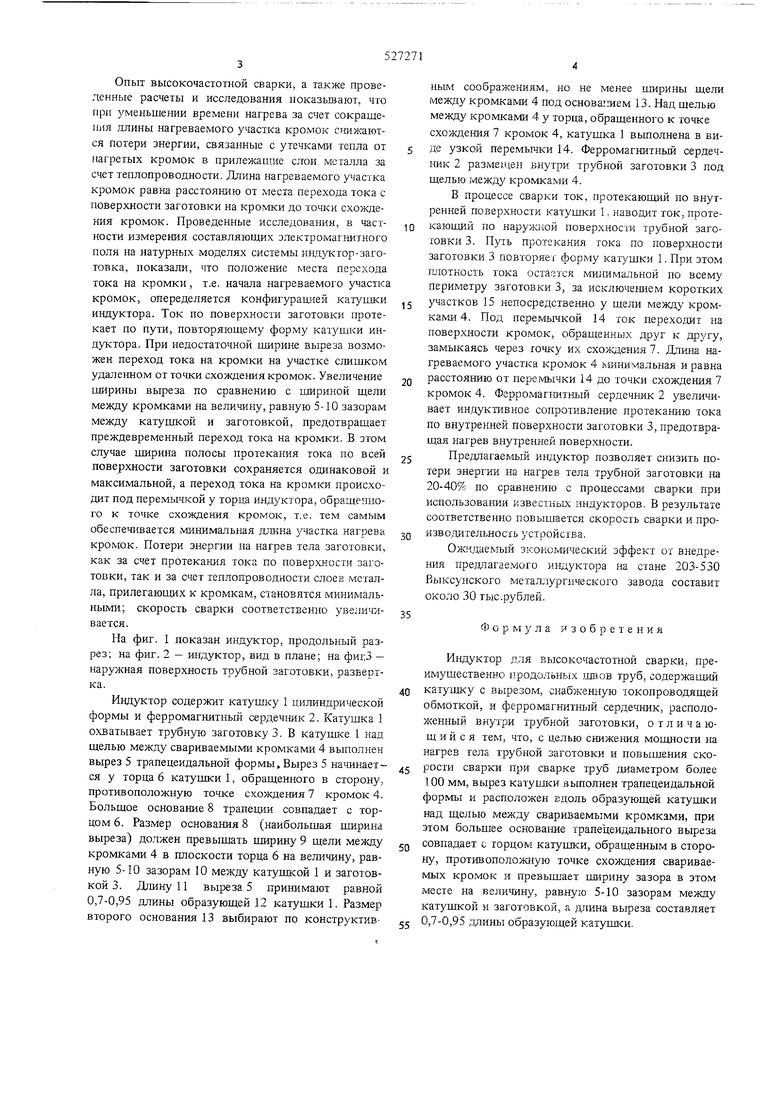
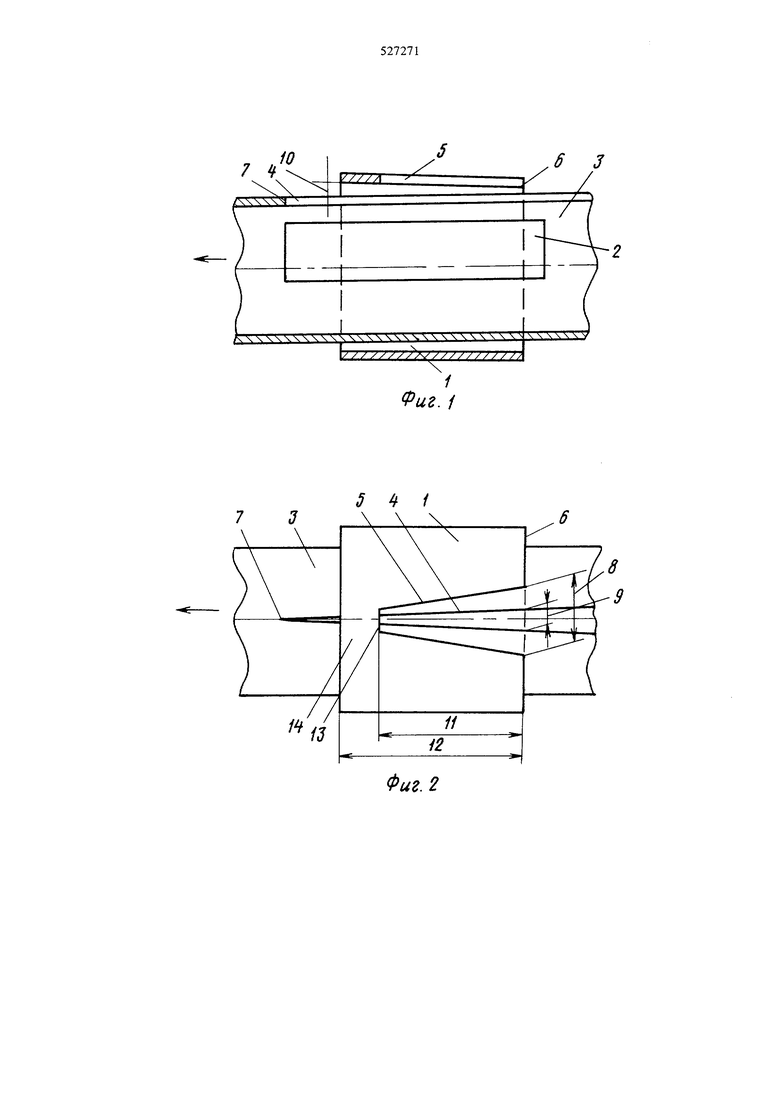
(54) ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ Опыт высокочастотной сварки, а также проведенные расчеты и исследования показывают, что при уменьшении времени нагрева за счет сокращения длины нагреваемого участка кромок сш1жаются потери энергии, связанные с утечками тепла от нагретых кромок в прилежащие слои металла за счет теплопроводности. Длина нагреваемого участка кромок равна расстоянию от места перехода тока с поверхности заготовки на кромки до точки схождения кромок. Проведенные исследования, в частности измерения составляющих электромагнитного поля на натурных моделях системы индуктор-заготовка, показали, что положение места перехода тока на кромки, т.е. начала нагреваемого участка кромок, опеределяется конфигурацией катушки индуктора. Ток по поверхности заготовки протекает по пути, повторяющему форму катушки индуктора. При недостаточной ширине выреза возможен переход тока на кромки на участке слишко.м удаленном от точки схождения кромок. Увеличение ширины выреза по сравнению с шириной щели между кромками на величину, равную 5-10 зазорам между катушкой и заготовкой, предотвращает преждевременный переход тока на кромки. В этом случае щирина полосы протекания тока по всей поверхности заготовки сохраняется одинаковой и максимальной, а переход тока на кромки происходит под перемычкой у торца индуктора, обращенного к точке схождения кромок, т,е. тем самым обеспечивается минимальная длина зчастка нагрева кромок. Потери энергии на нагрев тела заготовки, как за счет протекания тока по поверхности заготовки, так и за счет теплопроводности слоев металла, прилегающих к кромкам, становятся минимальными; скорость сварки соответственно увеличивается. На фиг. 1 показан индуктор, продольный разрез; на фиг. 2 - индуктор, вид в плане; на фигЗ - наружная поверхность трубной заготовки, развертка. Индуктор содержит катущку 1 цилиндрической формы и ферромагнитный сердечник 2. Катушка 1 охватывает трубную заготовку 3. В катущке 1 над щелью между свариваемыми кромками 4 выполнен вырез 5 трапецеидальной формы. Вырез 5 начинается у торца 6 катущки 1, обращенного в сторону, противоположную точке схождения 7 кромок 4. Больщое основание 8 трапеции совпадает с торцом 6. Размер основания 8 (наибольшая ширина выреза) должен превышать ширину 9 щели между кромками 4 в плоскости торца 6 на величину, равную 5-10 зазорам 10 между катушкой 1 и заготовкой 3. Длину 11 выреза 5 принимают равной 0,7-0,95 длины образующей 12 катущки 1. Размер второго основания 13 выбирают по конструктивным соображениям, но не менее ширины щели между кpoмкa ш 4 под основанием 13. Над щелью между кромками 4 у торца, обращенного к точке схождения 7 кромок 4, катущка 1 вьшолнена в виде узкой перемьики 14. Ферромагнитный сердечник 2 размещен внутри трубной заготовки 3 под щелью между кромками 4. В процессе сварки ток, протекающий по внутренней поверхности катущки 1. наводит ток, протекающий по наружтюй поверхности трубной заготовки 3. Путь протекания тока по поверхности заготовки 3 повторяет форму катущки 1. При этом isjioTHocTb тока остается минимальной по всему периметру заготовки 3, за исключением коротких участков 15 непосредственно у щели между кромками 4. Под перемычкой 14 ток переходит на поверхности кромок, обращенных друг к другу, замыкаясь через точку их схождения 7. Длина нагреваемого участка кромок 4 минимальная и равна расстоянию от перемычки 14 до точки схождения 7 кромок 4. Ферромагнитный сердечник 2 увеличивает индуктивное сопротивление протеканию тока по внутренней поверхности заготовки 3, предотвращая нагрев внутренней поверхности. Предлагаелаш индуктор позволяет снизить потери энергии на нагрев тела трубной заготовки на 20-40% по сравнению с процессами сварки при использовании известных индукторов. В результате соответственно повышается скорость сварки и производательность устройства. ОжидаемьпЗ зкономический эффект от внедрения предлагаемого индуктора на стане 203-530 Выксунского металлургического завода составит около 30 тыс.рублей. Ф о р м у .л а изобретения Индуктор для высокочастотной сварки, преимущественно продольных швов труб, содержащий катущку с вырезом, снабженную токопроводящей обмоткой, и ферромагнитный сердечник, расположенный внутри трубной заготовки, отличающийся тем, что, с целью снижения мощности на нагрев тела трубной заготовки и повышения скорости сварки при сварке труб диаметром более 100 мм, вырез катушки выполнен трапецеидальной формы и расположен вдоль образующей катушки над щелью между свариваемыми кромками, при этом большее основание трапецеидального выреза совпадает с торцом катущки, обращенным в сторону, противоположную точке схождения свариваемых кромок и превышает щирину зазора в этом месте на величину, равную 5-10 зазорам между катущкой и заготовкой, а длина выреза составляет 0,7-0,95 длины образующей катушки.
10
7
.6 3
r /
Т7
Ч
иг. i
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU774857A1 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU285733A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296023C1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
| Устройство для высокочастотной сварки прямошовных стальных труб | 1979 |
|
SU919833A1 |
| СПОСОБ СВАРКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135317C1 |
Фиг. 2
