Предлагаемая паровозная букса не имеет отдельного вкладного подшипника, который заменяется в ней наваренным на ее поверхность слоем бронзы.
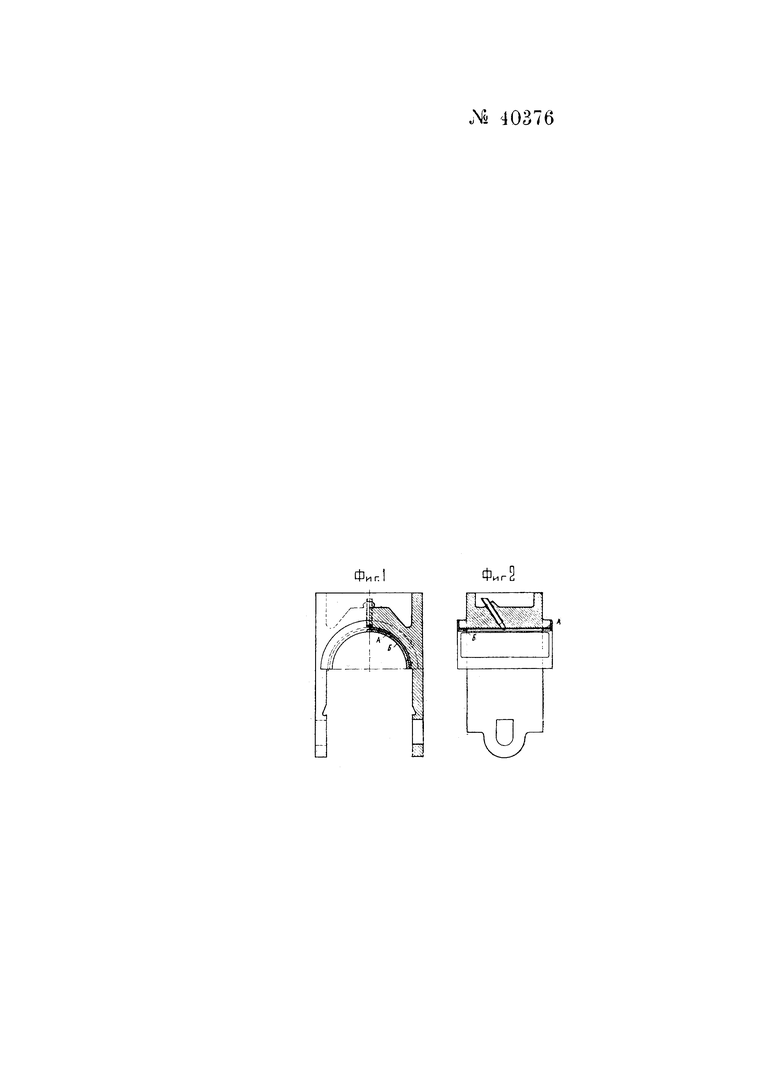
Эта букса изготовляется следующим образом. Обычного типа паровозная букса, собственно верхняя часть ее, показанная на фиг. 1 и 2 чертежа в двух взаимно перпендикулярных разрезах, отлитая из стали, растачивается по рабочей поверхности, которая должна соприкасаться с шейкой оси, на 10 мм больше радиуса шейки. На обработанную поверхность наваривается автогеном слой бронзы толщиною в 3-4 мм, который тоже растачивается на 8 мм больше радиуса шейки. На оставшийся слой А в 2 мм толщиной наваривается второй слой Б бронзы в виде выступов высотой в 9-10 мм. Этот -второй слой Б растачивается по радиусу шейки, после чего рабочую поверхность заливают баббитом, заполняющим промежутки между выступами, и тогда только залитая поверхность уже окончательно растачивается и подгоняется по шейкам.
Изобретение преследует экономию в меди при изготовлении букс и в работе по установке и ремонту вкладных подшипников.
Паровозная букса, отличающаяся тем, что обычный в такого рода буксах подшипник заменен слоем наваренной бронзы, имеющим местные бронзовые выступы, образованные последующей наваркой на поверхность первого слоя бронзы, с последующим покрытием (обычным методом) промежутков между выступами баббитом.
