I
Изобретение относится к черной металлургии и может быть использовано при производстве крупноразмерных слябов.
Известен способ отливки прямоугольных слитков (слябов) с вогнутыми широкими гранями, осу1цест15ляемый в кристаллизаторе соответствующего поперечного сечепия. Выходящий из кристаллизатора слиток вытягивают с помощью тянущих роликов, расположенных по щироким граням слитка.
Однако затвердевающая оболочка слитка часто оказывается неспособной противостоять ферростатическому давлению жидкой сердневипы, и на гранях слитка возникают выпуклости. От раздутия слиток удерживают тянущие ролики, однако, попадая между каждой парой роликов, затвердевающая оболочка вновь деформируется под действием ферростатического давлепия жидкой сердцевины, что влечет за собой образование трещин на поверхности слитка. Кроме того, тянущие ролики закрывают большую часть новерхности слитка, что затрудняет его равномерное охлаждение.
Цель изобретения - сохранение и регулирование степени вогнутости граней. Для этого давление нрикладывают к узким граням слитка, причем величина давления компенсирует ферростатическое давление жидкой сердцевины на щирокие грани. Поскольку затвердеваюН,ая оболочка слитка представляет собой ар2
ку, ее вогнутость ноддерживается за счет давления роликов, оказываемого на ее края.
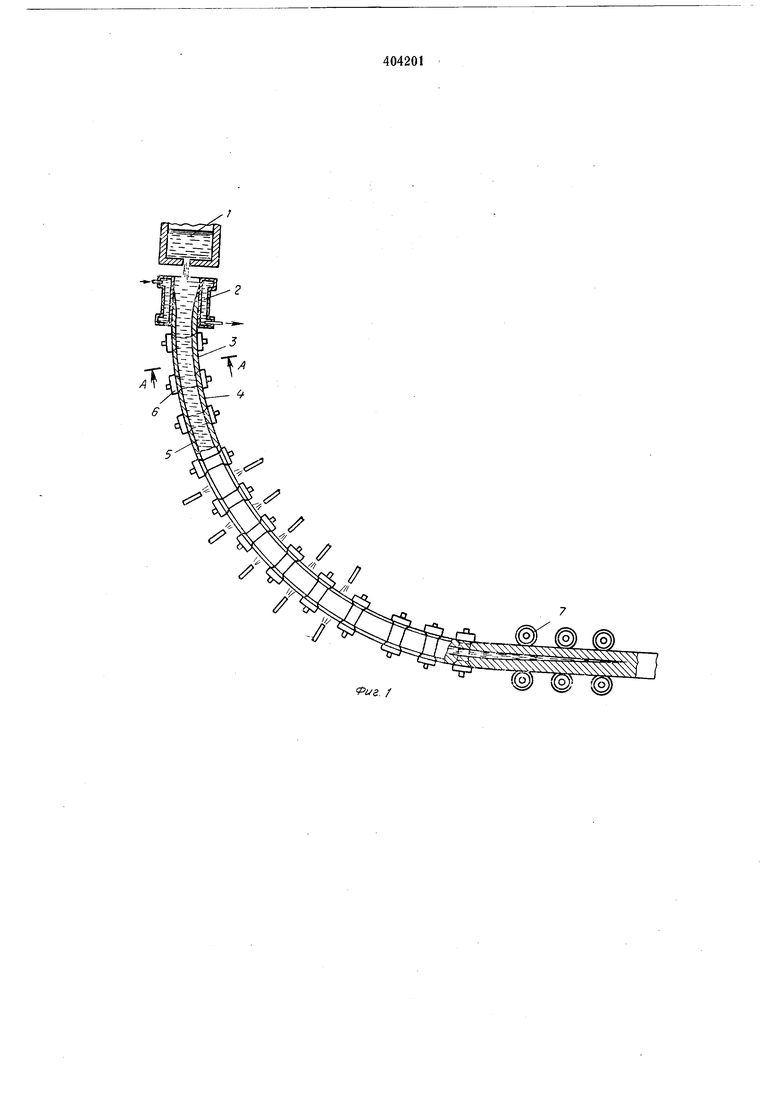
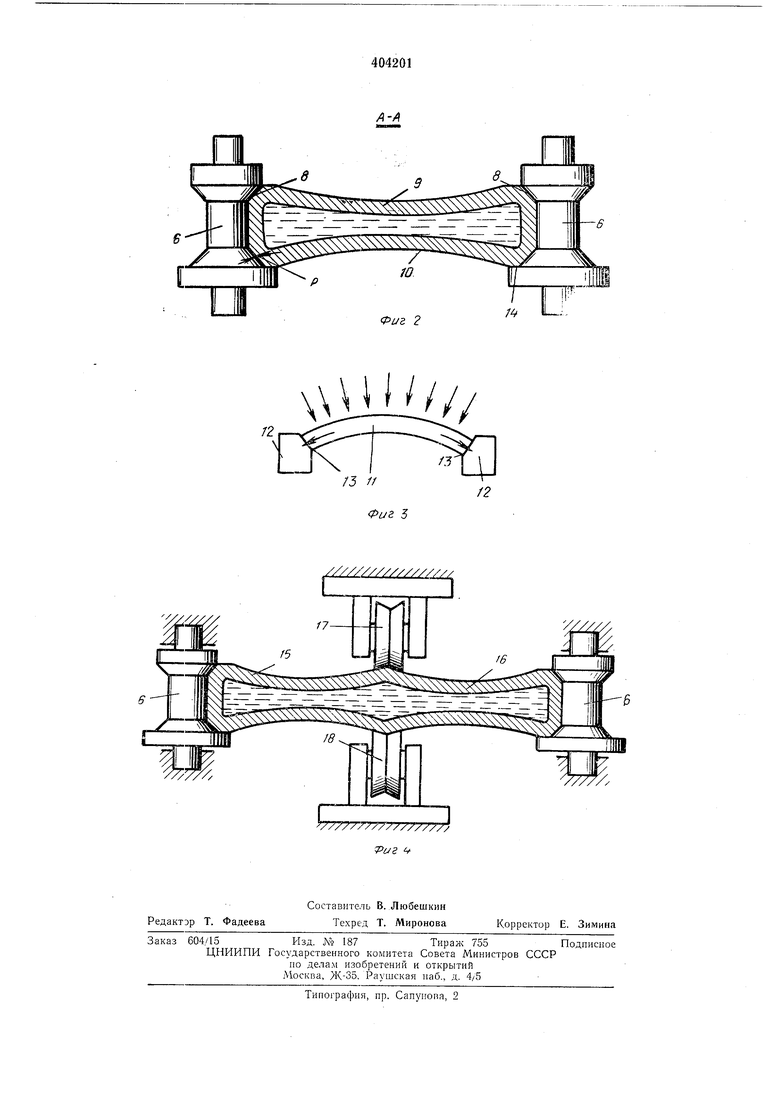
Иа фиг. 1 изображена установка непрерывной разливки для реализации предлагаемого способа; на фиг. 2 - разрез но А-А на фиг. 1; на фиг. 3 - схема, пояспяющая действие сил па оболочку слитка; иа фиг. 4 - поперечное сечепие слитка с двумя вогнутостями по широким граням.
10
Металл 1 заливают в кристаллизатор 2, который имеет вынуклые внутренние стенки, откуда вытягивают слиток 3 с вогнутыми широкими гранями. Выходяндий из кристаллизатора слиток представляет собой затвердевшую оболочку 4 с жидкой сердцевиной 5. Слиток нопадает в тянущее роликовое устройство. Ролики 6 расположены только по узким граням слитка. Вынрямление слитка осуществляется роликами 7.
Узкие грани слитка 3 на участках, контактирующих с роликами, снабжены срезами 8 под углом 90° к вогнутым граням 9 и 10. Возникающие в зоне контакта силы противодействуют давлению жидкой сердцевины на оболочку. Действие роликов на вогнутую оболочку оказывается таким же, как в несущей арке И, находящейся под равномерной нагрузкой и опнрающейся посредством укосин 12, нмеюН1их скосы 13. .
На вогнутых гранях перпендикулярно к поперечной оси слитка выполнены срезы 14 для поддержания слитка роликами нри вытягивании.
Меняя величину прилагаемого давления, можно регулировать степень вогнутости граней. По мере приближения слитка к зоне выпрямления давление роликов уменьшают, что достигается увеличением расстояния между роликами. С увеличением расстояния между оболочками осуи,ествляется подпитка центральной части сляба жидким металлом.
Поскольку широкие грани слитка остаются открытыми, то охлаждение его значительно улучшается, а следовательно, увеличивается нроизводительность установки, уменьшаются ее габариты. Охлаждение слитка регулируют так, чтобы он поступал в зопу выпрямления еше в пластичпом состояпии и мог распрямляться под действием собственного веса. При этом вследствие вогнутых поверхностей выпуклостей не образуется. Вынрямляюш,ие ролики расположены только по краям широкой грани слитка, габариты их небольшие из-за малой изгибаюшей силы, требуемой для выпрямлеппя.
При отливке экстремально широких слябов единственная вогн тость на его грани может оказаться слишком большой и не дать положительного эффекта. В таком случае па широкой грани слитка выполняют несколько вогнутостей, прилегаюших друг к другу. Осевое
давление на стык между двумя арками 15 и 16 воспринимается промежуточными роликами 17 и 18с канавкой по форме стыка. Таким образом, исключается использование мошных водоохлаждаемых опор.
По предлагаемому способу можно получить слиток с постепенно увеличивающейся шириной и уменьшаюндейся вогнутостью граней, у.меньшая постепенно давление роликов на слиток.
Предмет изобретения
1.Способ непрерывной разливки металлов в прямоугольные слитки с вогнутыми широкими гранями, осуш,ествляемый в кристаллизаторе соответствуюш,его поперечного сечения, отличающийся тем, что, с целью сохранения и регулирования степени вогиутости граней, к
узким граням слитка прикладывают давление, компенсирующее величину ферростатического давления жидкой сердцевины на широкие грани слитка.
2.Способ по п. 1, отличающийся тем, что, с целью у.мепьшения степени вогнутости граней, давление, прилагаемое к узким граням слитка, уменьшают по мере приближения к зоне выпрямления слитка.
3.Способ по п.. 1, отличающийся тем, что охлаждение слитка осуществляют с такой скоростью, чтобы обеспечить температуру слитка в зоне выпрямлепия 1090-1200°С.
иг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИМЕТАЛЛОВ | 1971 |
|
SU429573A3 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1999 |
|
RU2145267C1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066585C1 |
| Непрерывный восьмигранный слиток | 1978 |
|
SU854561A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065338C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1971 |
|
SU307845A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065337C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022695C1 |